Для измерения конусной резьбы при изготовлении, например, резьбовых конусных калибров „Бриггса требуется измерять средний диаметр на определенной длине от торца калибра.
При существующем методе измерения с помощью калиброванных проволочек для измерения на оптиметре требуется набор плиток Иогансона и универсальный микроскоп, причем самый процесс измерения очень сложен и трудоемок.
В противоположность этому, при помощи предлагаемых наконечников к оптиметру, измерение требует во много раз меньшей затраты времени и труда и позволяет обходиться без плиток Иогансона и без универсального микроскога, давая в то же время точность не меньщую, чем при упоминаемом выше методе.
Достигается это тем, что измерительной площадке каждого из наконечников оптиметра придается наклон, соответствующий конусности измеряемого калибра, причем для измерения, кроме этого, требуется только угловая плитка и гладкая конусная пробка.
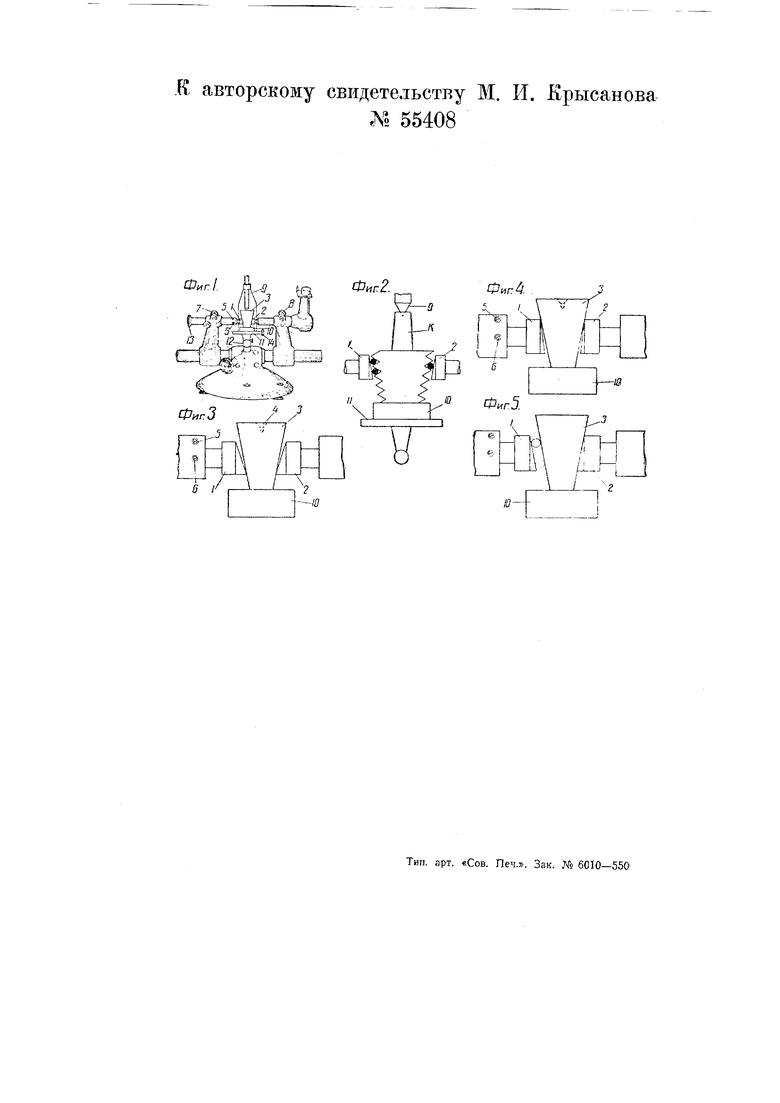
На чертеже показано устройство таких наконечников и пояснен способ измерения при помощи их калибров с конусной резьбой, причем фиг. 1 показывает оптиметр с наконечниками предлагаемой формы со вставленной конусной плиткой, фиг, 2 - калибр с проволочками на столике оптиметра наконечниками, фиг. 3, 4, 5 -различные случаи и моменты установки наконечников.
Наконечники оптиметра / и 2 (фиг. 1, 5) изготовляются таким образом, чтобы их измерительные плоскости образовали угол, равный углу конусности подлежащей измерению резьбы.
Так, например, резьбовых калибров „Бриггса конусность равна 1:16, и угол при вершине составляет 3-3448. Поэтому каждый наконечник надо изготовить так, чтобы плоскость его была скошена к вертикали на половину угла при вершине конуса, т. е. на 1 4724.
Так как точно выполнить такой скос чрезвычайно затруднительно, то скос делают лишь возможно более близким к требующемуся углу, но
изготовление угловой плитки с углом в 3°3448 между ее сходящимися плоскостями, т. е. клином в 1:16, не представляет никакой трудности.
В верхней грани такой плитки 3 (фиг. 3) делается центр 4. Такая плитка нужна для того, чтобы путем регулирования наконечника / винтами 5 н 6 образовать угол, соответствующий углам конусности плитки 3 и подлежащего измерению калибра К (фиг. 2).
Третьим необходимым для выполнения измерения элеглентом является конусная гладкая пробка с конусностью также 1:16. Изготовление этой пробки желательно как можно более точное. Однако, если при длине пробки в 50 мм отклонение по конусности достигнет, например, ±0,002 мм, то это не дает грубого нарушения в точности измерения, так как у пробки требуется определенный диаметр лишь в плоскости ее малого торца, и за счет укорочения длины пробки со стороны малого торца можно всегда достигнуть нужного диаметра в плоскости последнего.
Этот диаметр делается всегда из такого расчета, чтобы он равнялся измеряемому среднему диаметру калибра плюс поправка на проволочки.
Так например, если требуется проверять резьбовые калибры „Бриггса, номинальный размер которых равен 4 дюйма, и по чертежу средний размер в плоскости малого торца должен равняться 19,264 мм, то, прибавляя поправку на проволочки, составляющую 1,900, мы получим:
19,264-f 1,900 21,164 Ж.К.
Таким образом, гладкую конусную пробку нужно изготовить с диаметром в плоскости малого торца равным 21,164 мм. Эта пробка служит для сравнения с ней резьбовых калибров взамен плиток Иогансона.
Так как при изготовлении пробки почти неизбежно получается эллипс по ее диаметру, то пробку следует аттестовать в одном каком-либо сечении, и при установке оптиметра пользоваться этим последним.
Проверка резьбовых калибров при помощи наконечников предлагаемого устройства производится следующим образом.
На правую и левую пиноли оптиметра надеваются наконечники 1 и 2 и закрепляются сжимными винтами 7, 6 (фиг. 1), причем они устанавливаются на-глаз так, чтобы мерительные плоскости находились друг против друга.
Затем на оптиметре помещают вертикальный нажи.мной центр 9 и подставку 10, которая наглухо прикрепляется к столику п.
После этого на подставку JO кладется угловая плитка 3 и прижимается центром 9. При этом может оказаться, что она дает неплотный контакт с плоскостями наконечников, как показано на фиг. 3 или 4. В таком случае, изменяя положение столика // при помощи винта 12, приводят плоскость плитки в правильное положение относительно плоскости наконечника 2, причем при этом движении шкала оптиметра будет показывать минус до определенного предела,
Допустим, что шкала отошла от j О до -15 и, и при дальнейшем движении столика пошла бы обратно j к нулю. Остановив столик // при I показании -15 fx, начинают вращать I винт 5 левой пиноли, который наклоI няет или поднимает наконечник /. j При этом если плоскость наконечi вика будет выправляться ближе к паi раллельному положению относительно плоскости плитки 3, то шкала I оптиметра пойдет опять в минус до определенного предела до достижения полной параллельности плоскостей. При дальнейшем движении I столика П эта параллельность теi ряется, и шкала идет опять в плюс, возвращаясь к -нулю. Если при вращении винта 5 шкала дошла, например, до -19 и., то начинаЕот вращать винт 6, добиваясь опять минимального предельного показания шкалы оптиметра.
Повторным чередованием движеI НИИ столика // и винтов 5, 6 можно I довести шкалу до минимального ; показания, после которого оно не уменьшается, сколько бы ни повторять движений винтом 12 и винтами 5 и б. Это состояние будет соответствовать полному контакту плоскостей наконечников с боковыми плоскостями плитки, при котором угол, образованный мерительными плоскостями наконечников /, 2, равен углу плитки. Для того, чтобы убедиться в этом, отодвигают левый наконечник 1 вместе с кронштейном оптиметра, помещают калиброванную проволочку между плоскостью наконечника 1 и плоскостью плитки 5 и подводят наконечник 1 микровинтом 13 (фиг. 1) до тех пор, пока шкала не станет показывать 0. Затем, смотря в окуляр оптиметра, делают проволочкой движение вверх и вниз (фиг. 5). Если шкала будет все время показывать О как при верхнем положении, так и при нижнем положении проволочки, то значит плоскость наконечника 1 имеет одинаковый контакт с плоскостью плитки 3 на всем своем протяжении. Потом проволочка помешается между плоскостью наконечника 2 и второй плоскостью плитки 3, и ею также делается движение вверх и вниз для определения правильности контакта с другой стороны. После этого наконечники можно считать установленными правильно; затем плитка 3 извлекается, и наконечники можно раздвигать. Угол между ними изменяться не будет. Для измерения калибра на подставку 10 (фиг. 1) ставится гладкая конусная пробка и прижимается центром 9. Затем подводятся наконечНИКИ 1, 2 так, чтобы шкала оптиметра показывала 0. Если пробка сделана по диаметру на 0,012 мм меньше, чем требуется, то следует установить показание шкалы - 12 jj.. Установив и закрепив наконечники /, 2, гладкую конусную пробку удаляют и на ее место ставят измеряемый резьбовой калибр К, также прижимая его центром 9. После установки по гладкой пробке расстояния между наконечниками 7 и 2, ни в коем случае нельзя делать радиального движения столика винтом 12, а также нельзя поднимать и опускать в вертикальном направлении стол 11 оптиметра. Затем вставляют одну проволочку во впадину резьбы с правой стороны и две проволочки во впадины с левой стороны (фиг. 2) и делают движения столом в поперечном направлении при помош,и винта 14, добиваясь наибольшего показания шкалы оптиметра. Допустим, что шкала показала -7 р.. Это значит, что измеряемый калибр меньше по среднему диаметру на 7 (А. Повернув калибр приблизительно на 90° и вставив проволочки во впадины резьбы, смотрят показани-е шкалы. Шкала показывает - 6 р.. Это значит, что измеряемый калибр имеет эллипсность по среднему диаметру в 1 t«.. Для того, чтобы увеличить средний диаметр калибра, нужно уменьшить его длину. Таким образом, можно показание миниметра довести до нуля и получить, следовательно, вполне правильный калибр. Предмет изобретения. Наконечник к оптиметру и другим измерительным приборам, преимуш,ественно для измерения конической резьбы, отличающийся тем, что его измерительная плош,адка имеет наклон, соответствуюший конусности измеряемого калибра. к авторскому свидетельству М. Л 55408 И. Крысанова
Фиг1.
