Для закрепления составных частей, как например, втулок, шпилек, шпонок, штифтов и т. п. сложных калибров и кондукторов в гнездах корпусах последних предлагается делать гнезда в корпусе несколько большего диаметра, чем наружные диаметры или габариты втулок и колец, а также наружные диаметры или габариты хвостовиков, шпилек, шпонок, штифтов и т. п. После установки упомянутых частей при помоши контрольного калибра, кондуктора или плиток Иогансона в гнезде корпуса зазоры заполняются какой-либо цементирующей массой или легкоплавким сплавом.
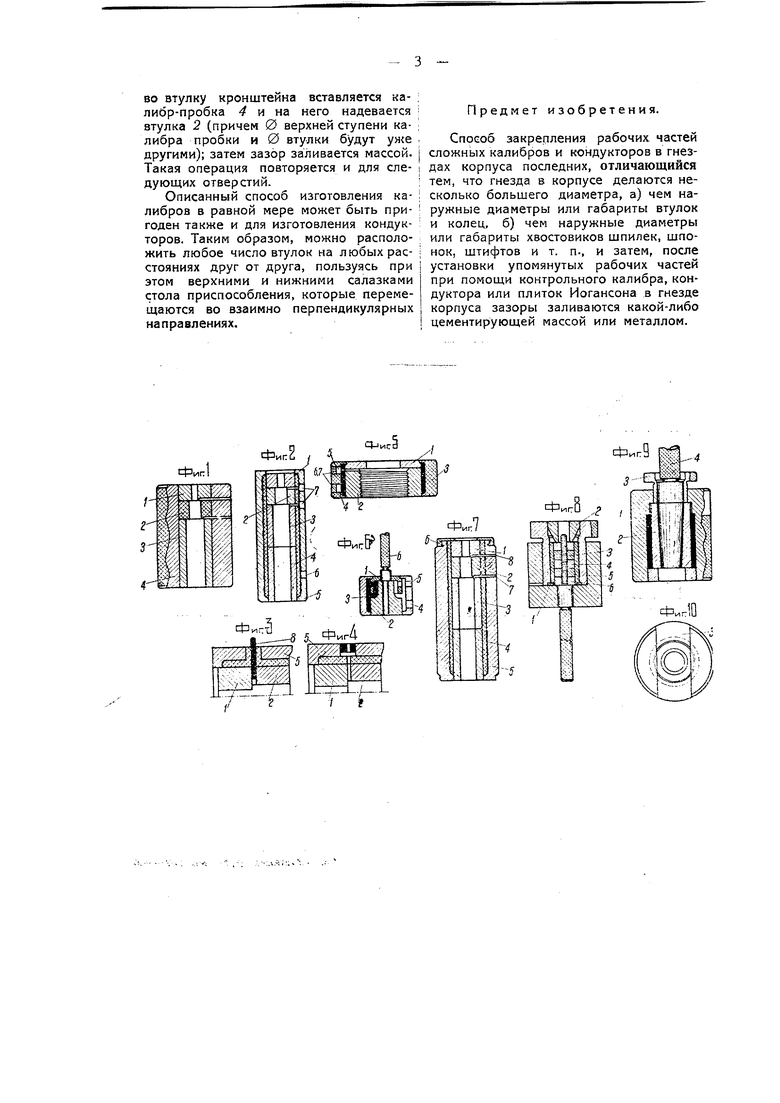
На чертеже фиг. 1 изображает калибр-камеру на концентричность при обычном способе изготовления; фиг. 2- 14-примеры калибров, изготовленных согласно предлагаемому способу; фиг. 15-приспособление для изготовления контрольного калибра.
При обычном изготовлении сложных калибров на концентричность (фиг. 1) отверстия втулок 1, 2 л 3 доводятся по контр-калибру, а наружные цилиндрические поверхности втулок тщательно шлифуются на оправке. Корпус 4 калибра делается сырым, отверстие его проходится несколькими развертками, что позволяет получить чистый и правильный цилиндр. При сборке втулки запрессовываются в корпус и затем производится
окончательная доводка отверстия втулок, которая необходима из-за посадки втулок при запрессовке.
Такой способ изготовления сложных калибров на концентричность требует рабочего высокой квалификации и отнимает много времени.
Для устранения такого недостатка предлагается отдельные составные части калибра, например, втулки, скреп/ ятъ с корпусом при помощи цементирующей массы или легкоплавкого металла.
Ориентировка втулок или других частей калибров между собою производится при помощи контрольных приборов. Калибр по фиг. 2 состоит из корпуса 5, в котором закреплены втулки Л 2, 5 и /.
Перед сборкой калибра все его составные части промываются в бензине. Затем на ступенчатый контр-калибр-пробку, обильно смазанный маслом, надеваются втулки 4, 3, 2 н L В таком виде втулки вместе с контрольным калибром вставляются в корпус 5 так, чтобы канавки для воздуха на торцах втулок 2 и 5 расположились против отверстий 7 корпуса. При этом корпус можно положить на подставку с треугольным пазом и при помощи линейки установить торец втулки заподлицо с торцом корпуса.
Для сохранения отверстий для воздуха перед заливкой в них вставляются
проволочки красной м Г фиг. 3). Затем, не снимая с подставки, калибр прогревают до 40-45° в сушильном шкафу, после чего через отверстие 6 (фиг. 2) производится заливка зазора массой до момента ее вытекания через отверстия 7. После остывания массы контрольный калибр извлекается. Масса из отверстий б и 7 удаляется и на ее место помещаются пробки, которые затем просверливаются (фиг. 4).
На месте, где были пробки, снимается площадка для клейма, а так как длина корпуса делается больше суммарной высоты втулок, то этот излишек после заливки подрезается. Затем оба торца корпуса проходят шлифовальным камнем и полируют на чугуннрй плитке.
При подрезке резцом, шлифовальным камнем и полировке требуется предупредить нагревание калибра, так как температура плавления массы низка и возможно ее выплавление. В другой конструкции калибра по фиг. 5 заплечики корпуса 5 придерживают верхнее кольцо 7. В этом случае при сборке следует гайку 2 и кольцо /, надетые на контрольный калибр, прижать к заплечикам при ПОМО1ЦИ струбцинок и т. п.
Для увеличения поверхности сцепления с массой верхнее кольцо / можно делать с юбочкой (фиг. 6), а чтобы наружный диаметр корпуса 3 не получился излишне большим, втулка 2 выполняется снаружи ступенчатой. Контрольный калибр в этом случае требуется снабдить канавками для выхода воздуха. На фиг. 7 показан калибр, снабженный крышкой 6, надеваемой под небольшим давлением. Эта конструкция калибра позволяет производить заливку массы с верхнего торца. В устройстве резьбового калибра на фиг. 8 пробки / и 2 служат для закрытия массы. На фиг. 9 и 10 показан конический калибр (втулка) с пазом, который состоит из корпуса /, несущего коническую втулку 2. При сборке контрольный калибр 4 с надетой центрирующей втулкой 3 заводится в коническую втулку 2, а центрирующая втулка 3 входит в паз. Заливка массы производится с нижнего торца. После заливки и остывания массы в корпус / забивается пробка для закрытия массы.
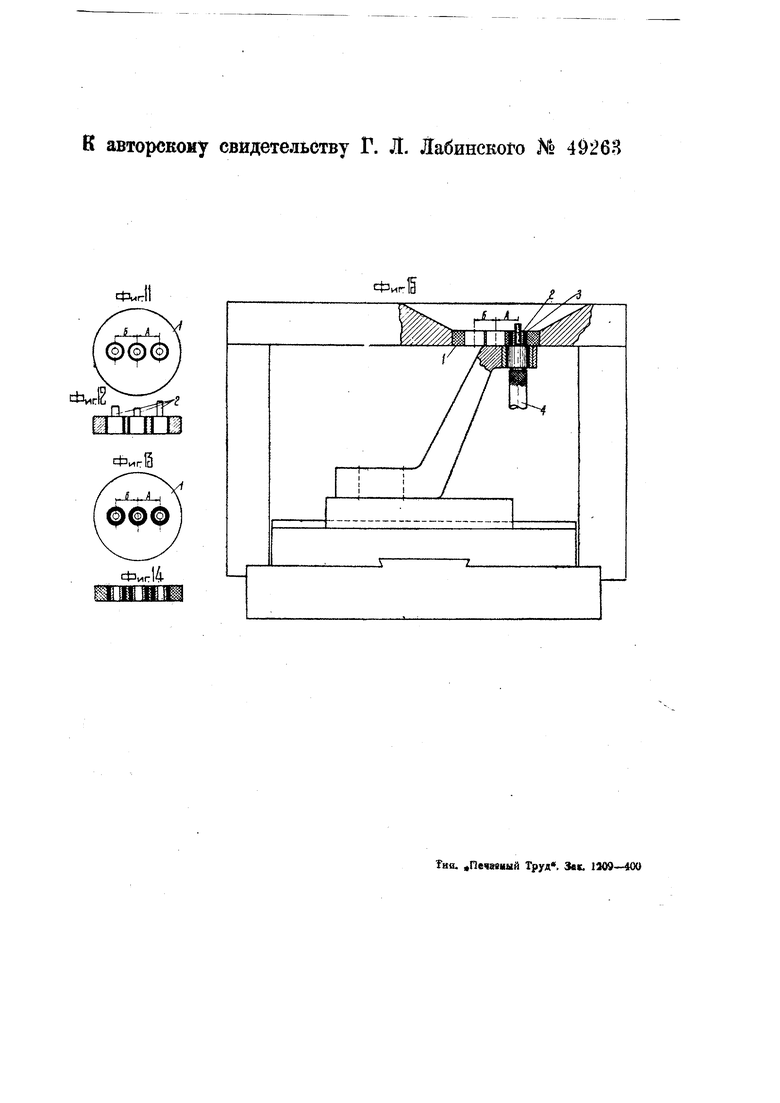
Для изготовления трехшпилечного калибра / (фиг. 11 и 12) необходимо в корпусе расположить щпи1ьки 2 на заданных расстояниях А ц Б при помощи контрольного калибра (фиг. 13 и 14). Три шпильки калибра своими рабочими частями вставляются в отверстия втулок контрольного калибра.Затем на контрольный калибр накладывается корпус калибра с заранее просверленными по разметке отверстиями. Корпус центрируется на-глаз и закрепляется на контрольном калибре струбцинкой. Зазоры между хвостовиками шпилек и корпусом заливаются цементирующей массой, которая и скрепляет шпильки 2 с корпусом Л
Для изготовления контрольного калибра служит приспособление (фиг. 15), представляющее собою стол, состоящий из основания и двух салазок, перемещающихся во взаимно перпендикулярном направлении (обычный крестовый столик). На основании стола неподвижно укрепляются две стойки, которые поддерживают поперечину с отверстием для закрепления корпуса / контрольного калибра. На верхних салазках стола укреплен кронштейн, несущий втулку.
При сборке контрольного калибра корпус / укрепляется в поперечине так, чтобы оси трех отверстий примерно совпадали с направлением перемещения верхних салазок стола. Затем верхние салазки, а с ними и кронштейн перемещают до тех пор, пока ось крайнего правого отверстия корпуса не будет совпадать примерно с осью втулки кронштейна. Во втулку кронштейна заводится калибр-пробка 4; на малый цилиндр пробки надевается втулка 2. Между штифтом индикатора и упором верхних салазок стола закладывается набор плиток Иогансона, равный расстоянию (фиг. 11 и 12). Плитки набирают отдельно по размеру А и отдельно по размеру Б. Индикатор устанавливают на 0. Затем зазор между втулкой и корпусом заливается массой. После затвердевания массы калибр-пробка 4 вынимается. При перемещении верхних салазок стола влево предварительно вынимается из набора плиток размер А, и салазки перемещаются влево до тех пор, пока индикатор не станет опять на нуль. Таким образом ось втулки кронштейна переместится влево на величину А. Затем
во втулку кронштейна вставляется калибр-пробка 4 на него надевается втулка 2 (причем 0 верхней ступени калибра пробки и 0 втулки будут уже другими); затем зазор заливается массой. Такая операция повторяется и для следующих отверстий.
Описанный способ изготовления калибров в равной мере может быть пригоден также и для изготовления кондукторов. Таким образом, можно расположить любое число втулок на любых расстояниях друг от друга, пользуясь при этом верхними и нижними салазками стола приспособления, которые перемещаются во взаимно перпендикулярных направлениях.
Предмет изобретения.
Способ закрепления рабочих частей сложных калибров и кондукторов в гнездах корпуса последних, отличающийся тем, что гнезда в корпусе делаются несколько большего диаметра, а) чем наружные диаметры или габариты втулок и колец, б) чем наружные диаметры или габариты хвостовиков шпилек, шпонок, штифтов и т. п., и затем, после установки упомянутых рабочих частей при помощи контрольного калибра, кондуктора или плиток Иогансона в гнезде корпуса зазоры заливаются какой-либо цементирующей массой или металлом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Наконечник к оптиметру и другим измерительным приборам | 1938 |
|
SU55408A1 |
| Продольно-фрезерный деревообрабатывающий станок | 1990 |
|
SU1794011A3 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| СПОСОБ И ПРИБОР ДЛЯ МАССОВОЙ ПРОВЕРКИ ШАГА ХОДОВЫХ ВИНТОВ | 1928 |
|
SU18402A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2011 |
|
RU2477700C2 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 1932 |
|
SU33792A1 |
| Станок для запрессовки штырей в корпус шарошки бурового долота | 1980 |
|
SU887113A1 |
и и II М
ФигВ
Фип14
iliriiHI
Фиг 13
/

