Изобретение относится к контрольно-измерительной технике, а именно к измерению натяга конической резьбы на бурильных, обсадных и насосно-компрессорных трубах.
Известен способ измерения натяга конической резьбы муфтовых и ниппельных резьбовых элементов по среднему диаметру с помощью резьбовых калибров. Параметром измерения натяга при этом является расстояние между плоскостью торца измеряемой резьбы и измерительной плоскостью сопряженного с этой резьбой инструмента (см. ГОСТ 633-80 "Трубы насосно-компрессорные и муфты к ним". Технические условия, стр.13, 16). Этот метод измерения натяга широко распространен и успешно используется.
Существует, по меньшей мере, две группы случаев, когда использование известного способа и устройств для измерения натяга наружной конической резьбы (ниппелей) вызывает затруднения. Первая относится к надежности базирования по торцу измеряемой резьбы. При измерении натяга ниппелей насосно-компрессорных труб по среднему диаметру с помощью резьбовых калибров-колец затруднения могут возникать, когда торец ниппеля не выходит за измерительную плоскость накрученного на него калибра (положительный натяг). Эти затруднения вызваны узостью кольцевой опорной поверхности торца ниппеля и ее близким расположением к вершинам профиля резьбы калибра, накрученного на измеряемую резьбу, что, с целью исключения попадания на витки калибра измерительных щупов, предназначенных для базирования по торцу контролируемой резьбы, требует использования средств контроля высокой точности. Таким образом, для своего решения этот тип затруднений требует использования известных измерительных устройств, которые по точности и условиям эксплуатации соответствуют лабораторной измерительной технике. Но такие устройства малопригодны для использования в режиме серийного и массового производства.
Другим примером является отсутствие возможности использования пространства со стороны измерительной плоскости калибра, в котором обычно располагается линейный измеритель натяга, для конструктивных решений в размещении других средств, которые используются при измерении. Такими средствами являются, например, узлы для крепления, перемещения или вращения измерительного калибра в устройствах автоматического измерения натяга.
Известно устройство для измерения натяга конической резьбы муфтовых и ниппельных резьбовых элементов по среднему диаметру. Устройство содержит измерительный инструмент - резьбовой калибр, свинчиваемый с измеряемым резьбовым элементом, и линейный измеритель расстояний (например, штангенциркуль). Параметром измерения натяга при этом является расстояние между плоскостью торца измеряемой резьбы и измерительной плоскостью сопряженного с этой резьбой инструмента (см. ГОСТ 633-80 "Трубы насосно-компрессорные и муфты к ним". Технические условия, стр.13, 16).
Такой процесс измерения, как было отмечено, в ряде случаев затруднен или невозможен.
Технический результат, который может быть достигнут при осуществлении заявляемого способа измерения натяга конической резьбы и при использовании устройства, реализующего этот способ, заключается в повышении качества и снижении трудоемкости процесса измерения натягов.
Данный технический результат в способе измерения натяга конической резьбы, включающем расположение контролируемого резьбового участка изделия и измерительного калибра соосно друг относительно друга, сопряжение калибра с контролируемым резьбовым участком и измерение расстояния между измерительной плоскостью калибра и торцом резьбового участка, осуществляемое с помощью средства измерения линейного расстояния, по показанию которого судят о величине натяга резьбы, достигается за счет того, что измерение расстояния между измерительной плоскостью калибра и торцом резьбового участка проводят косвенно, при этом, преимущественно перед сопряжением калибра с резьбовым участком, между обращенными друг к другу передним торцом калибра и торцом контролируемой резьбы устанавливают разделительный элемент, в качестве которого используют преимущественно плоскопараллельную пластину, совмещают калибр и торец резьбового участка изделия с поверхностями разделительного элемента, затем средством измерения линейного расстояния регистрируют исходное положение калибра, замеряют расстояние между измерительной плоскостью калибра и торцом резьбового участка, после этого выводят разделительный элемент из зоны измерения, сопрягают калибр с резьбовым участком, средством измерения линейного расстояния регистрируют положение калибра и определяют величину его перемещения при передвижении из исходного положения в сопряженное, а о натяге судят по разности между расстоянием от измерительной плоскости калибра до торца резьбового участка, в их исходном положении, и величиной перемещения, определяемого по разности зарегистрированных положений калибра.
Предлагаемый способ позволяет проводить измерения натяга по конусу средних диаметров при использовании измерительного калибра с конической резьбовой измерительной поверхностью (резьбового измерительного калибра), а так же натяга по конусу вершин профиля резьбы при использовании измерительного калибра с конической гладкой измерительной поверхностью (гладкого измерительного калибра).
Сопряжения резьбового измерительного калибра (свинчивание) и гладкого измерительного калибра с контролируемой резьбой проводятся с заданными усилиями.
Положения и перемещения измерительного калибра определяются относительно контролируемой резьбы, в направленнии ее оси, с помощью средства измерения линейного расстояния (линейного измерителя), при этом с контролируемой резьбой связывают или шкалу или шток линейного измерителя, причем связь шкалы или штока измерителя с контролируемой резьбой может осуществляться посредством любой опорной поверхности, с которой взаимодействует шток или связана шкала и расстояние до которой от плоскости торца контролируемой резьбы в процессе измерений по предлагаемому способу не меняется. В качестве опорных поверхностей, связанных с контролируемой резьбой, могут выступать подходящие для этой цели поверхности средства для размещения контролируемого изделия, поверхность основания, с которым связано это средство.
Регистрацию положений измерительного калибра относительно контролируемой резьбы проводят путем снятия показаний с линейного измерителя. При этом используется опорная поверхность, связанная с измерительным калибром, расстояние до которой от измерительной плоскости калибра в процессе измерений по предлагаемому способу не меняется. В частных случаях, в качестве опорных поверхностей, связанных с калибром, могут выступать имеющиеся на самом калибре подходящие для этой цели поверхности, например его измерительная плоскость или передний торец. В случаях использования автоматического оборудования при измерениях по предлагаемому способу могут быть использованы две опорные поверхности, одна из которых связана с контролируемой резьбой, другая - с измерительным калибром. Дополнительная площадка с опорной поверхностью используется, преимущественно, для взаимодействия со штоком линейного измерителя.
Опорные поверхности площадок, используемых для взаимодействия со штоком линейного измерителя, должны быть перпендикулярны оси контролируемой резьбы.
Предлагаемый способ предусматривает регистрацию двух положений измерительного калибра относительно контролируемой резьбы: исходного и сопряженного.
Исходным положением является совмещение до плотного (без зазора) механического контакта, например, путем поджатия переднего торца калибра и торца контролируемой резьбы к опорным поверхностям разделительного элемента, который задает фиксированное расстояние между измерительным инструментом и торцом контролируемой резьбы. В частном случае, при использования автоматического оборудования для измерений по предлагаемому способу к опорной поверхности разделительного элемента со стороны калибра может поджиматься не передний торец калибра, а торец конструкции, используемой для крепления калибра в средстве для его размещения. Конструкция, используемая для крепления калибра, не должна препятствовать процессу сопряжения. Опорные точки торца этой конструкции, по которому производится совмещение с разделительным элементом, должны лежать в плоскости, перпендикулярной оси калибра.
Измерение расстояния между измерительной плоскостью калибра и торцом резьбового участка в исходном положении проводят не для каждого контролируемого изделия, поскольку это расстояние является постоянным при использовании одного и того же калибра и одного и того же разделительного элемента в конкретном устройстве для измерения и может изменяться в результате естественного износа. Это расстояние может быть измерено предварительно и учитываться при определении натяга партии изделий.
Для проведения измерений линейный измеритель настраивается таким образом, чтобы все положения измерительного калибра, занимаемые им в процессе измерения натяга, регистрировались в рабочем диапазоне датчика.
Указанный технический результат в устройстве для измерения натяга конической резьбы, включающем средство для размещения контролируемого изделия, измерительный калибр и средство измерения линейного расстояния, преимущественно оснащенное шкалой и подвижным штоком, достигается за счет того, что оно дополнительно снабжено устанавливаемым между измерительным калибром и торцом резьбового участка изделия разделительным элементом, выполненным в виде пластины, имеющей, по меньшей мере, две измерительные плоскопараллельные поверхности, и дополнительно снабжено опорной площадкой, которая связана со средством для размещения контролируемого изделия или с измерительным калибром. Опорная площадка может быть выполнена в виде пластины или являться частью конструкций, служащих для размещения изделия или измерительного калибра.
Разделительный элемент содержит измерительные (опорные) поверхности, которые, после его размещения в рабочей зоне, задают фиксированное воспроизводимое расстояние между плоскостями переднего (обращенного перед сопряжением к контролируемой резьбе) торца измерительного инструмента и торца резьбового участка при их повторяющихся поджатиях друг к другу.
В частном случае, разделительный элемент выполнен в виде пластины с плоскопараллельными опорными поверхностями и задаваемое расстояние равно толщине пластины. Размеры и форма опорных поверхностей разделительного элемента должны обеспечивать параллельность поджатых к ним торцов калибра и контролируемой резьбы, поэтому минимальная ширина опорной поверхности пластины должна составлять не менее 10% от диаметра контролируемой резьбы.
В общем случае, разделительный элемент имеет опорные точки, лежащие в параллельных плоскостях, одна из которых служит для базирования по переднему торцу инструмента, другая - по торцу резьбы.
Разделительный элемент установлен с возможностью перемещения в зону между обращенными друг к другу торцами инструмента и измеряемой резьбы и смещения вдоль оси, проходящей через инструмент и соосно расположенную с ним контролируемую резьбу, и удаления его из этой зоны.
Устройство содержит дополнительную опорную площадку для привязки подвижного штока линейного измерителя, причем этой площадкой могут являться или плоскости самих элементов сопрягаемой пары (инструмента или контролируемой резьбы), или опорная площадка принадлежит дополнительной конструкции, связанной с контролируемой резьбой или с измерительным калибром.
При использовании автоматического оборудования для измерений по предлагаемому способу, устройство содержит основание, связанное со средством для размещения изделия с контролируемой резьбой или связанное с измерительным калибром и служащее для установки шкалы линейного измерителя.
Изобретение поясняется чертежами, где:
- на фиг.1 схематично изображено устройство для измерения натяга конической резьбы в состоянии, при котором передний торец измерительного инструмента и торец резьбового участка находятся в поджатом (совмещенном) состоянии с разделительным элементом;
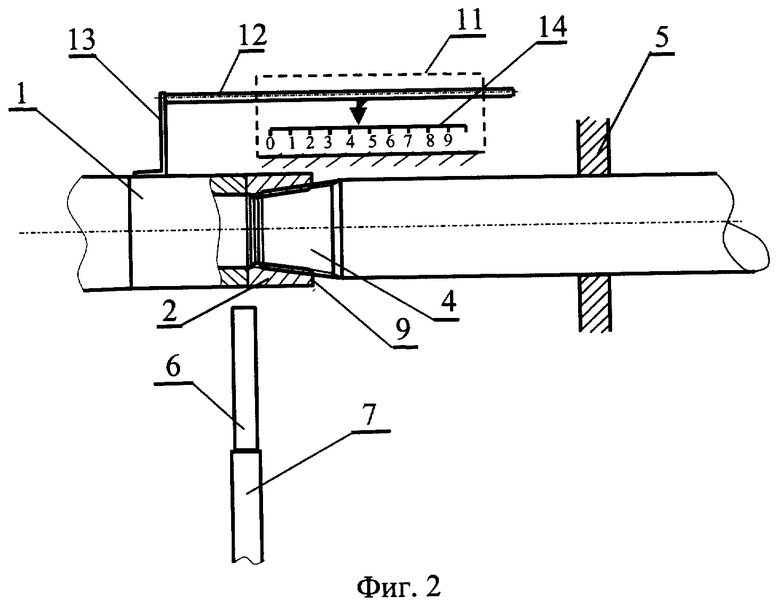
- на фиг.2 схематично изображено устройств для измерения натяга конической резьбы в состоянии, при котором измерительный инструмент находится в сопряженном состоянии с резьбовым участком, а разделительный элемент выведен из рабочей зоны;
- на фиг.3-6 изображены примеры схем, поясняющих процесс измерения натяга конической резьбы резьбового участка с использованием различных поверхностей, связываемых с линейным измерителем;
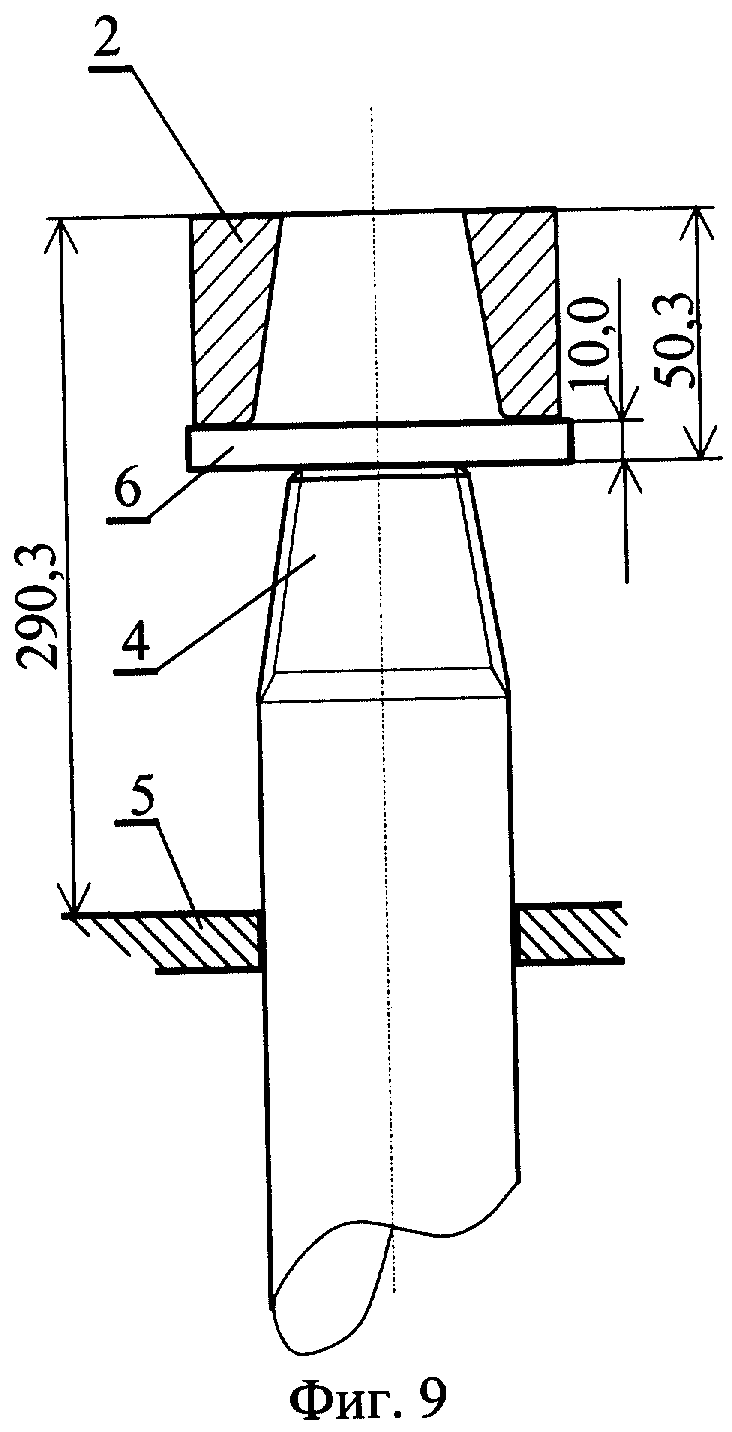
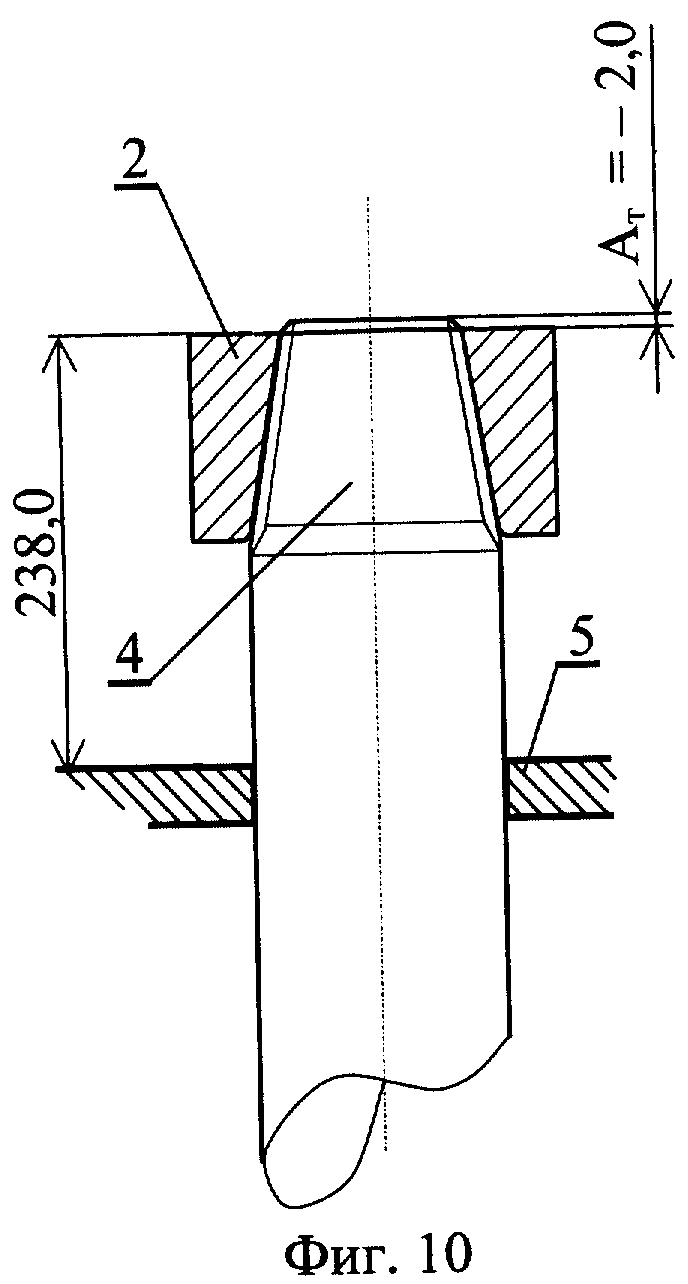
- на фиг.7-10 представлены примеры проведения конкретных замеров при реализации изобретения применительно к муфте (фиг.7 и 8) и к ниппелю (фиг.9 и 10) насосно-компрессорной трубы.
Ниже описан пример конкретного выполнения устройства для измерения натяга конической резьбы, обеспечивающего реализацию способа измерения натяга.
Устройство содержит основание, на котором установлена конструкция 1 с установленным на ней измерительным инструментом 2 с внутренней конической резьбовой измерительной поверхностью 3, выполненная с возможностью сопряжения (свинчивания) с измеряемой резьбой 4. Конструкция 1 имеет возможность перемещения относительно основания в направлении к измеряемой резьбе 4. Узел 5 установлен на основании и предназначен для зажима изделия с измеряемым резьбовым участком 4 и его вращения. После зажима изделия с измеряемым резьбовым участком 4 в узле 5 положение плоскости торца резьбового элемента относительно основания, на котором расположен узел 5, не меняется.
Устройство содержит также разделительный элемент 6 и средство перемещения 7, обеспечивающее возможность установки разделительного элемента 6 в рабочей зоне 8, расположенной между обращенными друг к другу передним торцом 9 измерительного инструмента 2 и торцом резьбового участка 4, и удаления его из этой зоны. Разделительный элемент 6 имеет опорные точки, лежащие в параллельных опорных плоскостях. Одна из опорных плоскостей разделительного элемента базируется на торце резьбового участка 4, а другая - на переднем торце 9 измерительного инструмента 2. Разделительный элемент 6 выполнен в виде плоскопараллельной пластины, которая установлена с возможностью смещения вдоль оси 10, благодаря чему при любых условиях по соответствующим плоскостям сопрягаемой пары и разделительного элемента обеспечивается совмещение - необходимый зажим пластины 6 торцами резьбового элемента 4 и измерительного инструмента 2.
Положение измерительного инструмента 2 в направлении оси резьбового участка 4 контролируется датчиком линейных перемещений 11 (линейным измерителем), подвижный подпружиненный измерительный шток 12 которого установлен с возможностью взаимодействия с дополнительной опорной площадкой 13, связанной с измерительным инструментом 2, а шкала 14 связана с основанием устройства.
Далее со ссылкой на фиг.3-6 описаны различные варианты осуществления процесса измерения натяга конической резьбы, отличающиеся использованием различных базовых измерительных плоскостей.
На фиг.3 изображена схема, поясняющая процесс измерения натяга с использованием в качестве опорной поверхности плоскости 15 дополнительной опорной площадки 13, закрепленной на инструменте 2 (измерительном калибре). Эта схема позволяет реализовать способ измерения натяга с использованием того конкретного устройства, конструкция которого была описана выше. При этом опорная площадка 13 может быть закреплена на любом доступном, с точки зрения обеспечения условий проведения измерений, участке инструмента 2, а в более общем виде опорной поверхностью может быть любая выбранная для этой цели поверхность, связанная с инструментом 2.
В соответствии с фиг.3 для измерения натяга наружной конической резьбы резьбового участка 4 используют измерительный инструмент 2 с внутренней конической резьбовой измерительной поверхностью. В узел 5 помещают с соответствующим вылетом резьбовой участок 4. Инструмент 2 устанавливают соосно резьбовому участку.
В рабочей зоне 8 размещают разделительный элемент - пластину 6. Торец резьбового участка 4 приводят в контакт с рабочей поверхностью пластины 6 и фиксируют резьбовой элемент в узле 5 зажима и вращения.
Подают измерительный инструмент 2 в направлении к торцу 16 резьбового элемента 4 до тех пор, пока передний торец 9 инструмента 2 и торец 16 резьбового элемента 4 не подожмутся друг к другу через пластину 6. При этом одна из поверхностей пластины 6 базируется на торце 16 резьбового элемента 4, а другая - на переднем торце 9 инструмента 2.
Датчик линейных перемещений 11 (линейный измеритель) настраивается таким образом, чтобы все положения инструмента 2, занимаемые им в процессе измерения натяга, регистрировались в рабочем диапазоне датчика.
В указанном состоянии поджатия торцов инструмента 2 и резьбового участка 4 через пластину 6 регистрируют положение инструмента по шкале 14 датчика через шток 12, который упирается плоскость 15.
При этом положение плоскости торца резьбового участка 4 и измерительной плоскости 17 инструмента (калибра) относительно шкалы датчика однозначно определяется зарегистрированным показанием, поскольку эти положения определяются расстояниями, которые складываются из величин, остающихся постоянными в процессе проводимого измерения, т.е.:
расстояние от плоскости торца резьбы до указателя, по которому на шкале датчика регистрируются показания, =G+В+Е+ расстояние от конца штока датчика до указателя нем;
расстояние от измерительной плоскости калибра до указателя =Е+ расстояние от конца штока датчика до указателя нем.
Пластину 6 удаляют из зоны 8 и сопрягают измерительный инструмент 2 с измеряемой резьбой путем вращения резьбового элемента 4 (или путем подачи резьбового элемента или измерительного инструмента, в случае конического гладкого измерительного инструмента).
Регистрируют положение инструмента 2 в состоянии сопряжения и измеряют расстояние D, на которое переместился инструмент 2 (и, соответственно, измерительная плоскость 17, шток датчика и указатель) в направлении оси от исходного положения поджатая инструмента 2 к торцу 16 резьбового участка 4 через пластину 6 до положения инструмента в сопряженном состоянии.
Определяют расстояние между плоскостью торца 16 резьбового участка и измерительной плоскостью 17 инструмента 2, сопряженного с контролируемой резьбой, как разность величин расстояний:
- расстояния между измерительной плоскостью калибра и плоскостью торца резьбы в состоянии их совмещения с плоскостями разделительного элемента (в данном случае, как и в остальных приведенных здесь примерах, это расстояние складывается из 2-х величин: расстояния В между измерительной плоскостью 17 инструмента 2 и плоскостью его переднего торца 9 плюс толщина G разделительного элемента - пластины 6; в общем случае это расстояние может быть больше, при наличии дополнительных конструктивных элементов, например фланца, крепящего калибр со стороны его переднего торца);
- расстояния между осевым положением инструмента 2, занимаемым им при поджатии через пластину 6 его переднего торца 9 к торцу 16 резьбового участка 4 и осевым положением инструмента 2 при его сопряжении с измеряемой резьбой. Это расстояние является разницей между зарегистрированными показаниями линейного измерителя.
Полученная разность расстояний представляет собой натяг измеряемой резьбы.
В изображении, показанном на фиг.3, использованы следующие обозначения:
В - расстояние от плоскости 17 инструмента 2 до его переднего торца 9;
G - толщина пластины 6;
Е - расстояние от плоскости 17 инструмента 2 до измерительной плоскости 15 опорной площадки 13;
D - расстояние между двумя положениями инструмента: первое положение соответствует исходному состоянию поджатия измерительного инструмента 2 к торцу резьбового участка 4 через пластину 6, и второе положение соответствует свинченному состоянию инструмента 2 и измеряемой резьбы;
AT - измеряемый натяг.
Расстояние от плоскости 15 опорной площадки 13 до торца 16 измеряемой резьбы при поджатии их через пластину 6 составляет
Е+В+G.
Отсюда АТ=Е+В+G-D-Е=В+G-D.
При В+G>D, Ат>0 (торец ниппеля внутри калибра);
При В+G<D, Ат<0 (торец ниппеля выходит за измерительную плоскость 17 инструмента 2).
На фиг.4 изображена схема, поясняющая процесс измерения натяга конической резьбы наружного резьбового элемента с использованием в качестве опорной плоскости штатной измерительной плоскости 17 измерительного калибра (инструмента) 2.
В изображении, показанном на фиг.4, использованы следующие обозначения:
В - расстояние от измерительной плоскости 17 инструмента 2 до его переднего торца 9;
G - толщина пластины 6;
D - расстояние от положения измерительной плоскости 17 инструмента 2 в исходном состоянии ее поджатия к торцу 16 измеряемой резьбы через пластину 6 до ее положения при сопряженном состоянии инструмента 2 и измеряемой резьбы 4;
АТ - измеряемый натяг.
Расстояние от измерительной плоскости 17 инструмента 2 до торца 16 измеряемой резьбы при поджатии их через пластину 6 составляет В+G.
Отсюда AT=B+G-D.
На фиг.5 изображена схема, поясняющая процесс измерения натяга конической резьбы наружного резьбового элемента с использованием в качестве опорной плоскости переднего торца 9 инструмента 2.
В изображении, показанном на фиг.5, использованы следующие обозначения:
В - расстояние от плоскости 17 инструмента 2 до его переднего торца 9;
G - толщина пластины 6;
D - расстояние от положения переднего торца 9 инструмента 2 в исходном состоянии поджатия его к торцу 16 измеряемой резьбы 4 через пластину 6 до положения торца 9 при свинченном состоянии инструмента 2 и измеряемой резьбы 4;
AT - измеряемый натяг.
Из схемы, представленной на фиг.5, следует, что
AT=B+G-D.
Схема, представленная на фиг.6, поясняет процесс измерения натяга внутренней конической резьбы муфтового резьбового элемента 4. При этом измерительный инструмент 2 имеет наружную коническую резьбовую измерительную поверхность 18. В качестве измерительной плоскости используется штатная измерительная плоскость 17 измерительного инструмента 2.
В изображении, показанном на фиг.6, использованы следующие обозначения:
В - расстояние от плоскости 17 до переднего торца 19 инструмента 2;
G - толщина пластины 6;
D - расстояние от положения измерительной плоскости 17, занимаемое, когда передний торец 19 измерительного инструмента 2 поджат к торцу 16 муфтового резьбового элемента 4 через пластину 6 до положения плоскости 17, которое она занимает при свинченном состоянии инструмента 2 и измеряемой резьбы 4;
AM - измеряемый натяг муфтового резьбового элемента.
Из схемы, представленной на фиг.6, следует, что
AM=B+G-D.
Идентичные результаты измерений натяга будут получены и при использовании инструмента с конической гладкой измерительной поверхностью. Любая из схем измерений натяга конической резьбы, пригодная при применении по предлагаемому способу и устройству измерительного инструмента с конической резьбовой измерительной поверхностью, пригодна и для измерительного инструмента с конической гладкой измерительной поверхностью (в частности, может быть использована любая из описанных выше схем измерения, представленных на фиг.3-6).
Как следует из приведенных выше результатов (см. также фиг.7-10), при проведении измерений натяга конической резьбы как наружных, так и внутренних резьбовых элементов с использованием инструмента, выполненного как с резьбовой, так и с гладкой наружной или внутренней конической рабочей поверхностью, при использовании любой из схем, каждая из которых может иметь практическое применение, величина измеренного натяга, независимо от особенностей применяемой схемы, будет получена на основании одной и той же зависимости. Иными словами в любом случае о натяге измеряемой резьбы судят по расстоянию между плоскостью торца измеряемой резьбы и измерительной плоскостью сопряженного с этой резьбой инструмента, которое определяют как разность величин расстояний: расстояния между измерительной плоскостью инструмента и плоскостью его переднего торца плюс толщина разделительного элемента и расстояния между осевыми положениями инструмента при поджатии через разделительный элемент переднего торца инструмента к торцу измеряемой резьбы и при сопряжении инструмента с измеряемой резьбой.
Указанные особенности предлагаемого изобретения делают процесс измерения натяга конической резьбы универсальным, т.к. позволяют точно производить измерения независимо от степени доступности к используемым в процессе измерения плоскостям и торцам инструмента и резьбового элемента.
В рамках изобретения возможны различные модификации устройства для измерения натяга конической резьбы, которые могут быть обусловлены особенностями проведения измерений. Так, например, в процессе измерения натяга конической резьбы с использованием резьбового измерительного инструмента, сопровождающемся свинчиванием инструмента и резьбового элемента, можно сообщить вращательное перемещение либо резьбовому элементу, либо инструменту. При измерении натяга конической резьбы с использованием инструмента с гладкой конической рабочей поверхностью, сопровождающемся сопряжением рабочей поверхности инструмента с измеряемой резьбой, можно сообщить поступательное перемещение либо резьбовому элементу, либо инструменту.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ПАРАМЕТРОВ ТРУБ И МУФТ К НИМ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭЛЕМЕНТОВ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, А ТАКЖЕ КАЛИБР-КОЛЬЦО И КАЛИБР-ПРОБКА | 2010 |
|
RU2434200C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ РЕЗЦОМ | 2003 |
|
RU2250155C2 |
| СПОСОБ КОНТРОЛЯ ОТРИЦАТЕЛЬНОГО НАТЯГА СОЕДИНЕНИЯ ДЕТАЛЕЙ С КОНИЧЕСКОЙ РЕЗЬБОЙ | 2002 |
|
RU2238389C2 |
| Устройство для контроля метчика | 1990 |
|
SU1758400A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ ТРУБ | 1992 |
|
RU2029222C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| Устройство для контроля соосности отверстий | 2022 |
|
RU2790047C1 |
| СПОСОБ СБОРКИ КОНИЧЕСКИХ БЕЗУПОРНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ НЕФТЯНОГО СОРТАМЕНТА | 1992 |
|
RU2050497C1 |






Изобретение относится к контрольно-измерительной технике, а именно к способу измерения натяга конической резьбы и к устройству для его осуществления. Сущность: способ измерения натяга конической резьбы предусматривает использование измерительного инструмента с конической резьбовой измерительной поверхностью или с конической гладкой измерительной поверхностью и заключается в том, что торец инструмента и торец измеряемой резьбы поджимают друг к другу (совмещают друг с другом) через помещаемый между ними разделительный элемент, обеспечивающий фиксированное воспроизводимое расстояние между плоскостями торцов при их повторяющихся указанных поджатиях (совмещениях). Затем определяют положение измерительного инструмента в состоянии поджатия с помощью линейного измерителя. Разделительный элемент удаляют из зоны измерения и сопрягают измерительный инструмент с измеряемой резьбой. Определяют осевое положение инструмента в состоянии его сопряжения с измеряемой резьбой. О натяге измеряемой резьбы судят по расстоянию между плоскостью торца измеряемой резьбы и измерительной плоскостью сопряженного с резьбой инструмента, который определяют как разность величин двух расстояний. Первое из них - это расстояние между измерительной плоскостью инструмента и плоскостью торца измеряемой резьбы в состоянии поджатия инструмента и резьбы через разделительный элемент, и второе - расстояние между осевыми положениями инструмента при поджатии через разделительный элемент переднего торца инструмента к торцу измеряемой резьбы и при сопряжении инструмента с измеряемой резьбой. Устройство для измерения натяга конической резьбы содержит измерительный инструмент с конической резьбовой или с конической гладкой измерительной поверхностью, средство для размещения контролируемого изделия, линейный измеритель со шкалой и измерительным штоком и разделительный элемент. Разделительный элемент обеспечивает поддержание фиксированного воспроизводимого расстояния между плоскостями торцов инструмента и резьбового элемента при их повторяющихся поджатиях друг к другу. Имеются средства, которые обеспечивают перемещение разделительного элемента в зону между торцами инструмента и измеряемой резьбы и удаление его из этой зоны, и возможность смещения его вдоль оси контролируемой резьбы. Имеются средства для сопряжения инструмента с контролируемой резьбой. Технический результат: изобретение повышает качество измерения и снижает трудоемкость процесса измерения, обеспечивает возможность проведения контрольных измерений независимо от степени доступности к используемым в процессе измерения плоскостям измеряемой резьбы и измерительного инструмента. 2 н. и 5 з.п. ф-лы, 10 ил.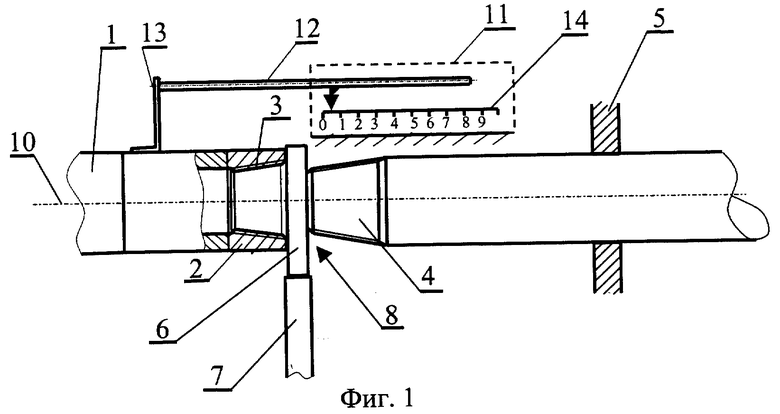
| РАЗЪЕМНЫЙ КАЛИБР ДЛЯ ИЗМЕРЕНИЯ НАТЯГА НАРУЖНОЙ | 0 |
|
SU261710A1 |
| Устройство для контроля натяга конической резьбы | 1981 |
|
SU1025990A1 |
| Устройство для контроля натяга конической резьбы | 1983 |
|
SU1176167A2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ ТРУБ | 1992 |
|
RU2029222C1 |
| СПОСОБ КОНТРОЛЯ ОТРИЦАТЕЛЬНОГО НАТЯГА СОЕДИНЕНИЯ ДЕТАЛЕЙ С КОНИЧЕСКОЙ РЕЗЬБОЙ | 2002 |
|
RU2238389C2 |

