1
Изобретение относится к полиграфической промышленности и может быть использовано при создании стереотипно-литейного оборудования.
Известен станок для литья ротационных стереотипов, имеющий станину, плавильный котел с приводом, отливную форму, состоящую из ядра и чаши, имеющую приводные и опорные звенья.
Недостатком известных станков является сложность их конструкции.
Цель - упрощение конструкции станка. Это достигается тем, что опорное звено выполнено в виде роликов, укрепленных на чаше, а в станине выполнены направляющие для роликов, при этоМ ядро закреплено на станине неподвижно. Кроме того, котел связан с чащей посредством рычажного механизма.
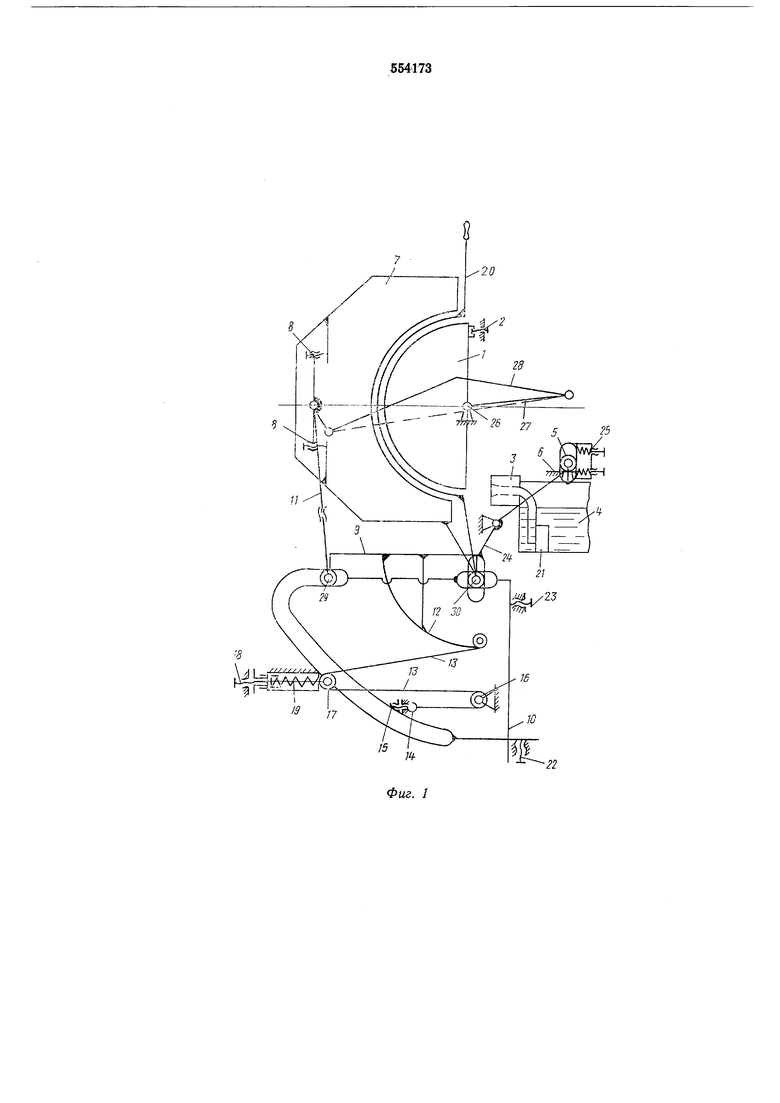
На фиг. 1 представлена принципиальная схема описываемого станка в положении отливки стереотипа; на фиг. 2 - то же, в положении укладки матрицы.
Ядро 1 свободно установлено на валу и снабжено регулировочным устройством 2. Литник 3 неподвижно закреплен на котле 4, который снабжен колесами 5, опирающимися на направляющие станины 6. Чаша 7 имеет регулировку 8 присоединения шатуна. Опорное звено 9 чаши снабжено роликами, которые помещаются в направляющей 10 станины. Между опорным звеном 9 и чашей 7 имеется регулировка 11.
К опорному звену 9 жестко прикреплен сектор 12, на который при открывании чаши ложится трос 13. Последний одним концом закреплен на секторе 12, а другим - на крючке 14, который имеет регулировку 15. Трос 13 проходит через неподвижный ролик 16 и подпружиненный ролик 17. Регулировка 18 осуществляет натяжение прзжины 19 ролика 17. Пружина отрегулирована таким образом, что при закрытом (рабочем) положении чаши, когда полукольца 20 прижимаются чашей 7 к ядру 1, пружина 19 не нагружена. При открытом положении механизма (см. фиг. 2) пружина сжимается и уравновешивает вес чаши, при этом насос 21 не может быть включен. Направляющая 10 может подниматься и опускаться регулировкой 22 и фиксироваться зажимом 23, что дает возможность совмещать рабочую плоскость чаши (точнее плоскость установленного на чаше замка матрицы, который на чертеже не доказан) с плоскостью литника. На боковых стенках станка между ядром 1 и чашей 7 установлены полукольца, осью вращения которых служит ось правых колес опорного звена 9, которые связаны с передними колесами котла через двуплечий рычаг 24 с прулсинными компенсаторами 25, снабженными регулировкой. Вал 26 проходит
через нижнюю часть ядра 1 и жестко соединен с кривошипами 27, которые шарнирно соединены с чашей шатуном 28. Опорное звено 9 чаши 7 снабжено роликами 29 и 30.
Станок работает следующим образом. В котле 4 машины расплавляют типографский сплав и нагревают его до 300°С. Разогревают литник 3 котла 4 до 270°С. Включают электродвигатель привода запирающего механизма (не показан). Кривошипы 27 поворачиваются против часовой стрелки (см. фиг. 1) и через шатуны 28 поступательно перемещают чащу станка. Рычаг 24 поворачивается по часовой стрелке и отводит котел назад. Ролик 29 звена 9 сходит с прямолинейного участка направляющей 10, а ролик 30 доходит до своего крайнего левого положения и останавливается. Кривошипы 27 продолжают вращаться, толкая влево чашу. Ролик 30 при этОлМ остается на месте, котел останавливается, ролик 29 катится по дугообразному участку направляющей 10, таким образом чаша начинает вращаться вокруг ролика 30. Таким образом кривошияно-шатунный механизм превращается в механизм четырехзвенника и одним из звеньев этого механизма является сама чаша. Повернувшись на 90° и заняв пололсение, удобное для укладывания матрицы, чаша останавливается. Сигнал для выключения привода вала 26 подает конечный выключатель (не показан), на который нажимает кривошип 27. Поднимая за рукоятки полукольца 20, открывают замок чаши (не показан), который кинематически связан с полукольцами. Части станка занимают положение, показанное на фиг. 2. В чашу укладывают матрицу, закрывают полукольца и закрепляют матрицу в чаше станка. Включают привод вала 26 кривошипа 27. Вал 26 начинает вращаться по часовой стрелке. Чаша поднимается вверх, разворачиваясь вокруг оси ролика 30. Ролик 29 катится по дуговому участку направляющей 10, ролик 30 прижимается к упору направляющей пружиной 19
через ролик 17, трос 13, сектор 12 и опорное звено 9. Механизм работает какчетырехзвенник, при дальнейщем повороте кривощипа ролик 29 выходит на прямолинейный участок направляющей 10. 19 разжимается и ослабляет прижатие колеса к упору направляющей. Опорное звено 9 занимает горизонтальное положение, а именно положение, перпендикулярное хорде, соединяющей крайние
печатающие элементы стереотипа, что составляет с горизонтом угол около 5°. С этого момента начинается поступательное движение чаши. Механизм работает как кривошипно-шатуниый. Чаша и котел подходят к ядру. В этом
положении кривощипы 27 дополнительно поворачиваются на некоторый угол и, разогнув шатуны 28 на 1 -1,5 мм, притягивают чашу к ядру с усилием в 2000-2500 кг. Пружины 25 слсимаются и прижимают котел к ядру с усилием 150-200 кг. Форма собрана. Включают насос 21 и заливают в форму металл. После кристаллизации залитого в форму металла и охлаждения отливки насос 21 выключают. Включают привод кривошипа 27, последний
поворачивается против часовой стрелки. Котел отходит назад, чаша занимает нижнее -положение, отлитый стереотип снимают с ядра, протирают литник, цикл повторяют.
Формула изобретения
1.Станок для литья ротационных стереотипов, содерл ащий станину, ллавильный котел с приводом, отливную форму, состоящую из
ядра и чаши, имеющую приводные и опорные звенья, отличающийся тем, что, с целью упрощения его конструкции, опорное звено выполнено в виде роликов, укрепленных на чаше, а в станине выполнены направляющие
для роликов, при этом ядро закреплено на станине неподвижно.
2.Станок по л. I, отличающийся тем, что котел связан с чашей посредством рычажного механизма.
w
22
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для литья ротационных стереотипов | 1975 |
|
SU583000A2 |
| Станок для литья ротационных стереотипов | 1978 |
|
SU719893A1 |
| Устройство для отливки ротационных стереотипов | 1973 |
|
SU501899A1 |
| СТАНОК ДЛЯ ЛИТЬЯ РОТАЦИОННЫХ СТЕРЕОТИПОВ | 1969 |
|
SU256782A1 |
| СТАНОК ДЛЯ ЛИТЬЯ РОТАЦИОННЫХ СТЕРЕОТИПОВ | 1972 |
|
SU328005A1 |
| СТАНОК ДЛЯ литья СТЕРЕОТИПОВ | 1968 |
|
SU217403A1 |
| Станок для пробивки в ленте отверстий и последующей намотки ее в рулон | 1979 |
|
SU1114322A3 |
| Привод литейной формы станка для литья ротационных стереотипов | 1973 |
|
SU618303A1 |
| В П Т БАвторы | 1973 |
|
SU406737A1 |
| ПРИСПОСОБЛЕНИЕ К | 1971 |
|
SU303212A1 |