M3BecfeH станок, содержащий литейную систему, имеющую разъемные части, отливную форму и привод.
Для повышения качества стереотипов в предлагаемом станке литейная форма pacnoiлагается над лИтейной системой наклонно, а разъемные части шарнирпо соединены со спаренным кривошипно-платунным механизмом и с подвижной возвратно-поступательной кареткой, в виде которых выполнен привод. С каждой из разъемных частей формы жестко связаны зубчатый сектор, ролик и цапфа оси, взаимодействующие с соответствующими им и параллельнымИ друг к другу, зубчатыми рейками, направляющими и пазами, которые имеет каретка, а с осями соответственно шарнирно соединены шатунные звенья спаренного кривошипно-шатунного механизма.
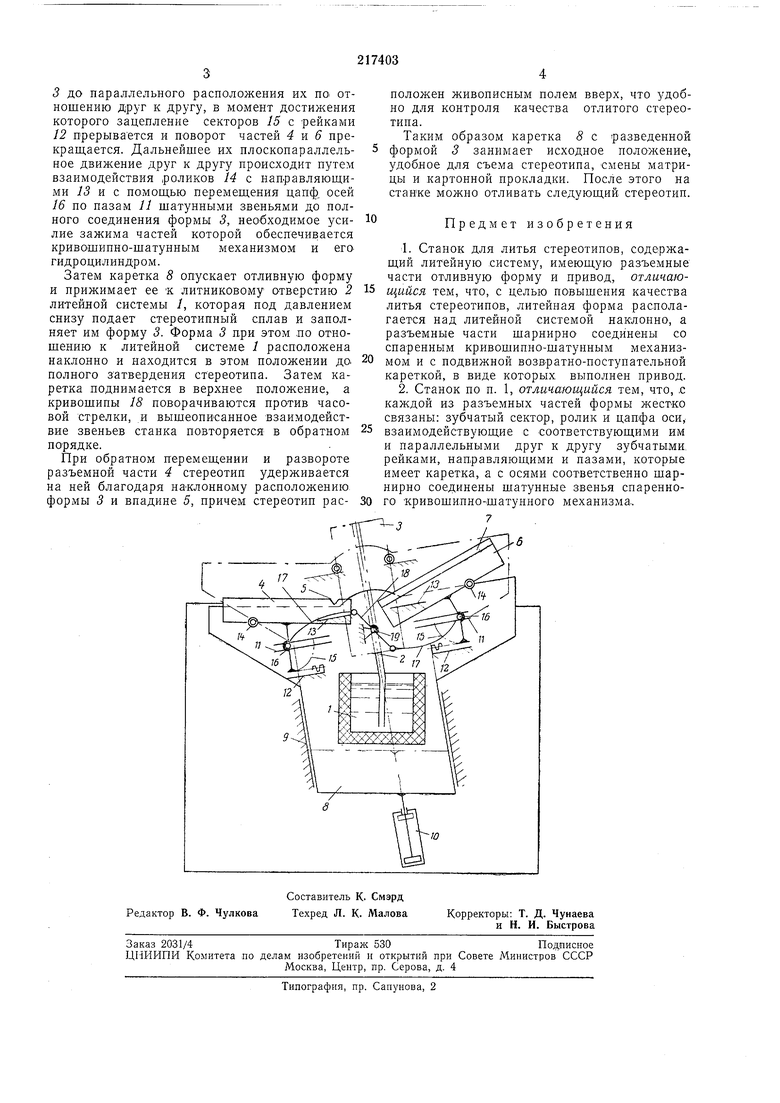
На чертеже изображен предложенный станок (штрихпунктирной линией отмечено положение, в котором отливают стереотип).
Станок содержит литейную систему 1, имеющую литниковое отверстие 2, литейную форму 3, имеющую разъемные части, из которых в левой 4 сделана впадина 5, а правая 6 оснащена форматной рамкой 7 для крепления матрицы. Эти разъемные части расположены на каретке 8, установленной в направляющих 9 и приводимой в возвратно-постунательное движение, например, гидроцилиндром 10.
Каретка 8, в которой сделаны направляк)щие пазы 11, включает зубчатые рейки 12 и направляющие 13, с которыми взаимодействуют ролики 14 разъемных частей 4 и 6. Последние снабжены жестко связанными с каждой из них зубчатыми секторами 15, взаимодействующими с рейками 12, и осями 16, цапфы которых установлены в пазах 11. С осями 16 шарнирно соединены шатунные звенья 17 спаренного кривошипно-шатунного механизма, кривошипы 18 которого связаны с неподвижной осью 19 и приводятся в возвратновращательное движение, например, гидроцилиндром поворотного действия (не показан).
Отливают стереотип следующим образом. В исходном положении станка, т. е. когда части литейной формы 3 разведены н занимают положение, указанное на чертеже, на части 6 формы под форматной рамкой 7 укладывают и закрепляют матрицу, а на части 4 - картон. После этого включают гидроцилиндр 10 и гидроцилиндр кривошипно-шатунного механизма, и каретка 8 по направляющим 9 поднимается в верхнее положение. В результате этого кривошипы 18 поворачиваются в направлении движения часовой стрелки, а шатунные звенья 17 перемещают оси 16 в пазах 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для литья ротационных стереотипов | 1975 |
|
SU554173A1 |
| Станок для нарезания зубчатой рейки с переменным шагом и наклоном зубьев | 1984 |
|
SU1326184A3 |
| УСТРОЙСТВО для СМЕНЫ СКАЛОК | 1970 |
|
SU282111A1 |
| ПОРТАТИВНЫЙ СТАНОК | 1993 |
|
RU2041803C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |
| ТКАЦКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КОСЫНОК | 1950 |
|
SU90620A1 |
| СТАНОК ДЛЯ ФОРМОВАНИЯ БЕТОННЫХ КАМНЕЙ | 1992 |
|
RU2089387C1 |
| Станок для литья ротационных стереотипов | 1975 |
|
SU583000A2 |
| Автоматическое приспособление к станку для резки колец и шайб из трубчатых резиновых заготовок | 1950 |
|
SU87085A1 |
