1
Изобретение относится к металлургии, в частности к конструкции фурм для продувки металла.
По основному авт. св. № 448232 известна фурма для продувки металла, состоящая из концентрично расположенных труб, газового тракта, тракта подвода и отвода охладителя, наконечника с соплами и защитного кожуха. Однако при разогреве запдитного кожуха и соответственно его расширении происходит увеличение радиального зазора между фурмой и защитным кожухом, что приводит к разогреву защитного кожуха до критической температуры, при которой идет интенсивный износ последнего под воздействием щлака и металла, и, в конечном счете, к снижению стойкости защитного кожуха.
Целью изобретения является повышение стойкости защитного кожуха фурмы. Это достигается тем, что фурма снабжена кольцевыми насадками, закрепленными на наружной поверхности фурмы и контактирующими по периметру с внутренней поверхностью защитного кожуха.
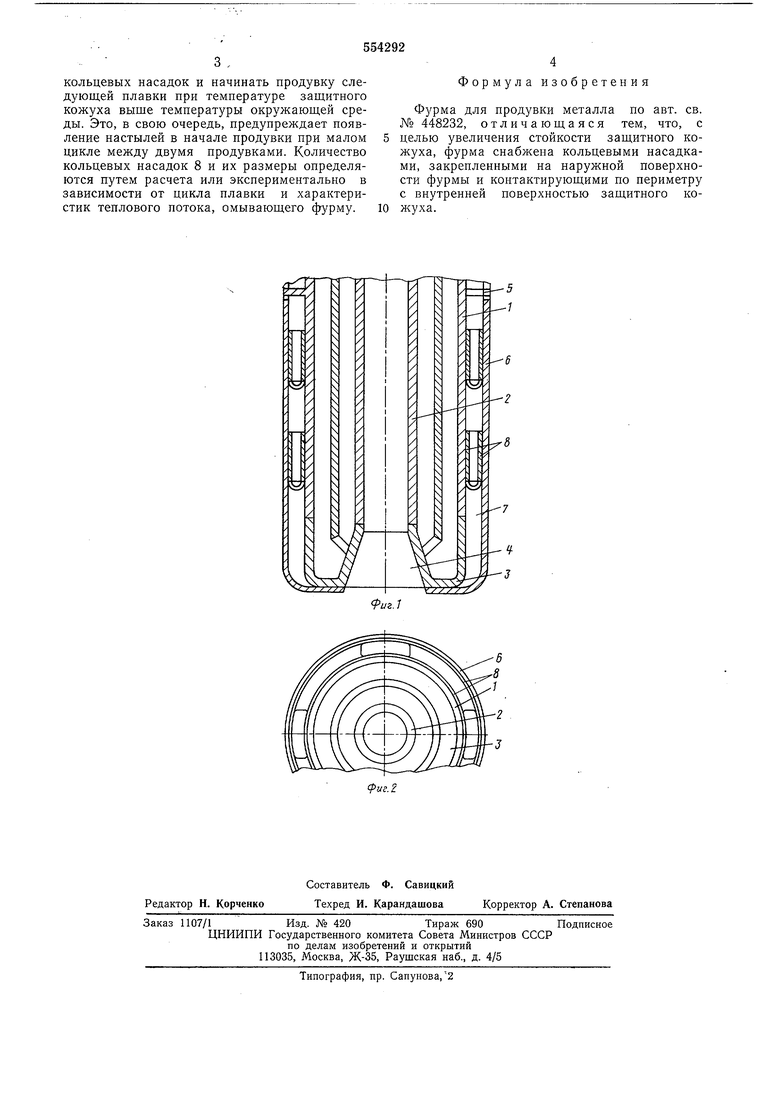
На фиг. 1 показана предлагаемая фурма; на фиг. 2 - то же, вид сверху.
Фурма для продувки металла состоит из концентрических труб 1 и 2, соединенных между собой наконечником 3 с соплами 4.
На наружной трубе 1 крепится посредством замкового соединения 5 защитный 6, установленный с зазором 7 по отношению к наружной трубе 1 фурмы. В зазоре 7 помещены кольцевые насадки 8, закрепленные на фурме и контактирующие по периметру с внутренней поверхностью защитного кожуха. Пасадки 8 выполнены из теплопроводного материала, например меди.
В процессе продувки происходит интенсивный разогрев защитного кожуха 6, при котором шлак не намерзает на его нарул ную поверхность. Материал для кольцевых насадок подбирается такой, чтобы коэффициент линейного расширения кольцевой насадки был больще коэффициента линейного расщирения материала защитного кожуха. Тогда их поверхности при разогреве защитного кожуха будут находиться в постоянном контакте, что
обеспечивает теплоотвод с защитного кожуха 6 на водоохлаждаемую поверхность трубы 1 фурмы.
При охлаждении защитного кожуха 6 между его внутренней поверхностью и кольцевой
насадкой 8 может образоваться зазор за счет разности линейного расширения кольцевой насадки и защитного кожуха, что при остывании защитного кожуха позволяет значительно снижать тенлоотвод путе.м отключения
кольцевых насадок и начинать продувку следующей плавки при температуре защитного кожуха выще температуры окружающей среды. Это, в свою очередь, предупреждает появление настылей в начале продувки при малом цикле между двумя продувками. Количество кольцевых насадок 8 и их размеры определяются путем расчета или экспериментально в зависимости от цикла плавки и характеристик теплового потока, омывающего фурму.
Формула изобретения
Фурма для продувки металла по авт. св. № 448232, отличающаяся тем, что, с целью увеличения стойкости защитного кожуха, фурма снабжена кольцевыми насадками, закрепленными на наружной поверхности фурмы и контактирующими по периметру с внутренней поверхностью защитного кожуха.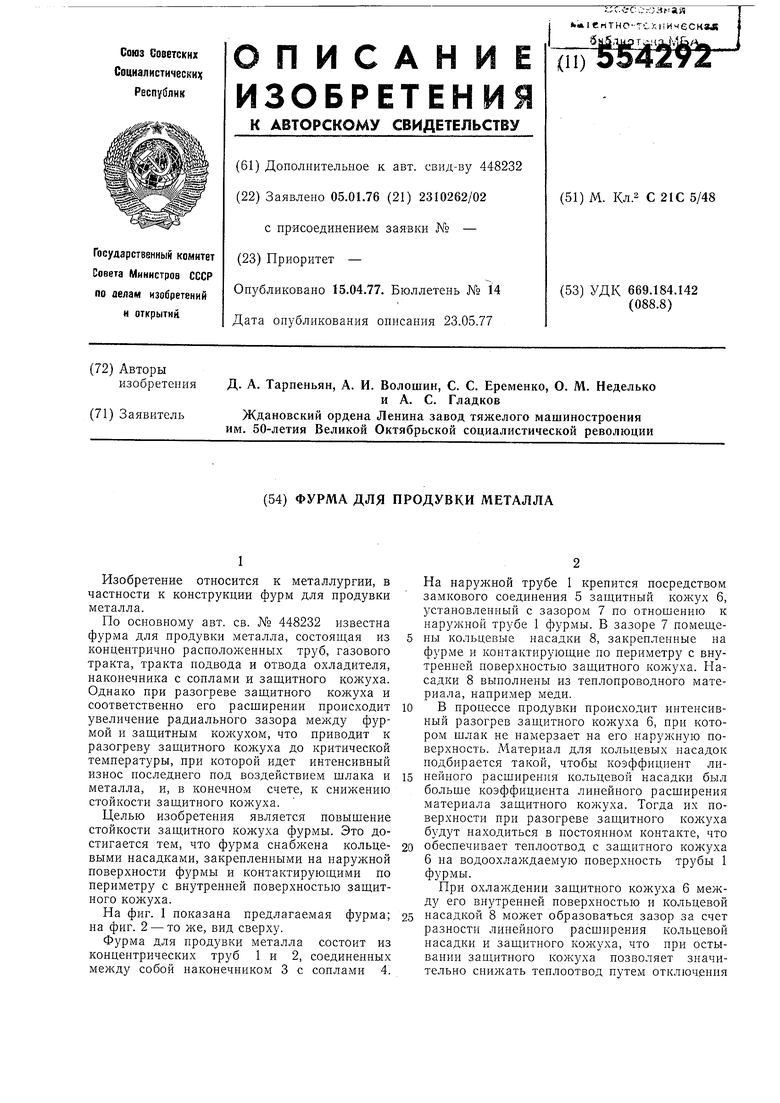
| название | год | авторы | номер документа |
|---|---|---|---|
| Фурма для нагрева шихты и продувки металла | 1983 |
|
SU1127908A1 |
| Фурма для продувки металла | 1975 |
|
SU531854A1 |
| СПОСОБ ПРОДУВКИ РАСПЛАВОВ МЕТАЛЛОВ И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2068001C1 |
| Многосопловая фурма для продувки металла | 1986 |
|
SU1423602A1 |
| КИСЛОРОДНАЯ ФУРМА ДЛЯ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА | 1994 |
|
RU2063446C1 |
| Фурма для продувки металла | 1981 |
|
SU985060A1 |
| Фурма | 1978 |
|
SU910784A1 |
| Фурма для донной продувкиМЕТАллА | 1979 |
|
SU808540A1 |
| Фурма для донной продувки металла | 1986 |
|
SU1350178A1 |
| Многосопловая фурма для продувки металла | 1983 |
|
SU1116072A1 |
-6 -2
&
Ч-3
