Изобретение касается способов крепления лопаток в пазах роторов паровых турбин, с применением обычных заточек на боковых поверхностях паза и промежуточных между лопатками тел, которые также снабжены выступами, соответствующими заточкам паза.
При предлагаемом способе крепления на затылочной поверхности хвостовой части профилированной заготовки лопатки путем обработки образуется клиновое утолщение, а промежуточным телам придается соответствующая заполняемому пространству форма.
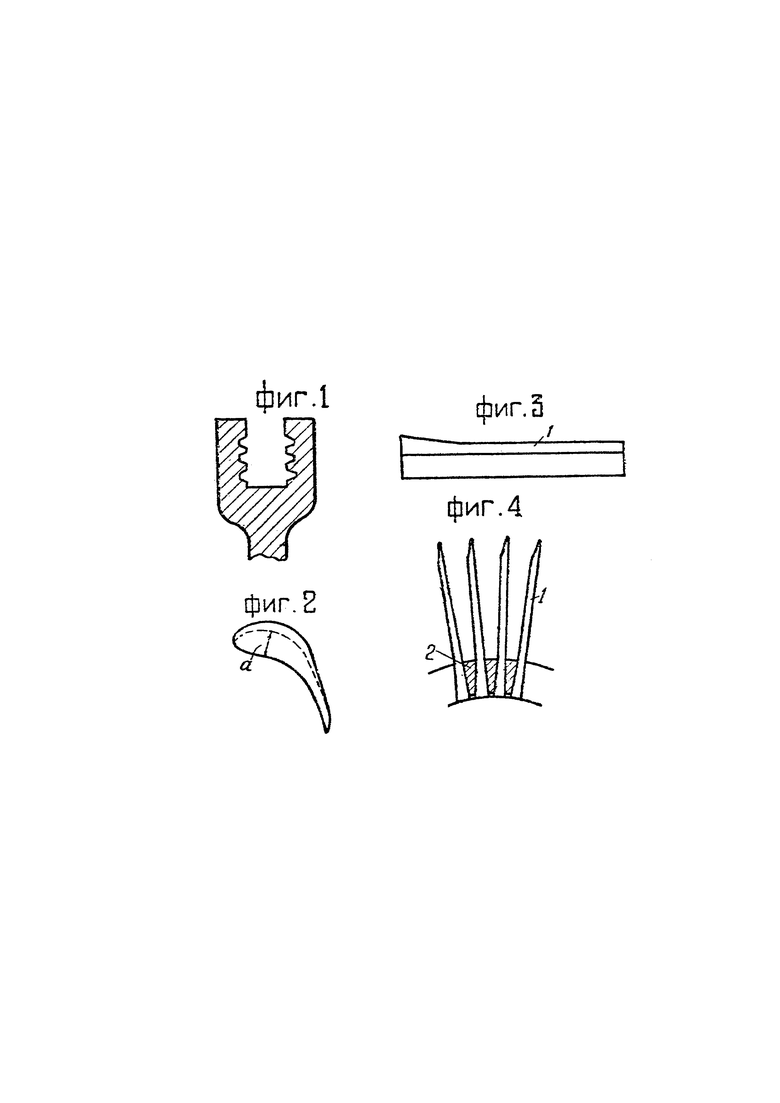
На чертеже фиг. 1 изображает поперечный разрез ротора паровой турбины; фиг. 2 - сечение профилированной заготовки лопатки; фиг. 3 - вид сбоку лопатки с клиновым утолщением хвостовой части; фиг. 4 - продольный разрез ротора с укрепленными в нем лопатками.
При предлагаемом способе крепления лопаток из профильной светло-катанной заготовки паз ротора снабжается обычными заточками на боковых поверхностях его (фиг. 1).
Профильные заготовки лопаток выполняются, примерно, на 1,5-2 мм толще максимального сечения а по сравнению с профилем лопатки (фиг. 2).
Заготовка лопатки с затылочной поверхности подвергается обработке профильной фрезой по всей длине рабочей части, а в хвостовой ее части образуют клиновое утолщение (фиг. 3). Переход от параллельного сечения рабочей части лопатки на клиновое в хвостовой части достигается фрезеровкой по копиру с замерами клина специальным шаблоном.
Обработанные таким образом лопатки 1 набиваются в паз ротора с промежуточными телами 2 сильными ударами ручника (фиг. 4). Промежуточные тела, снабженные выступами, соответствующими заточкам паза, должны иметь достаточно плотную установку в пазу по замку для обеспечения затягивания клиновых утолщений хвостовой части лопаток; при этом клин на лопатке не вполне соответствует промежуточному телу, с целью создания этого затягивания. Лопатки по торцу обработаны по дуге для плотного прилегания к дну паза ротора без зазоров. Промежуточные тела имеют зазор по торцу от дна паза, примерно, около 0,5 мм. Перед набивкой в паз ротора промежуточные тела необходимо отжечь, что обеспечит более плотное прилегание их к клиновым утолщениям лопаток.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКРАНИРУЮЩИЙ ЭЛЕМЕНТ И РЕАКТИВНЫЙ ДВИГАТЕЛЬ, В КОТОРОМ ИСПОЛЬЗУЕТСЯ ТАКОЙ ЭЛЕМЕНТ | 2015 |
|
RU2673963C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ РАБОЧЕГО КОЛЕСА ГАЗОВОЙ ТУРБИНЫ | 2000 |
|
RU2183747C1 |
| Крепление рабочих лопаток на диске ротора осевой турбомашины | 2024 |
|
RU2838115C1 |
| ЛОПАТКА ТУРБИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ СИСТЕМЫ ЛОПАТОК ТУРБИНЫ | 2015 |
|
RU2656176C2 |
| УЗЕЛ ТУРБОМАШИНЫ И СПОСОБЫ ЕГО СБОРКИ И РАЗБОРКИ | 2014 |
|
RU2669117C2 |
| ВИЛЬЧАТЫЕ ХВОСТОВИКИ РАБОЧИХ ЛОПАТОК | 2017 |
|
RU2682785C2 |
| Узел замкового соединения лопаточного аппарата с ротором турбины | 2022 |
|
RU2790744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Рабочая лопатка паровой турбины | 2023 |
|
RU2815341C1 |
| Сборная диафрагма паровой турбины | 2024 |
|
RU2827401C1 |
Способ крепления лопаток в пазу ротора паровой турбины с применением обычных заточек на боковых поверхностях паза и промежуточных тел, снабженных выступами, соответствующими указанным заточкам, отличающийся тем, что путем обработки затылочной поверхности профилированной заготовки лопатки образуют в ее хвостовой части клиновое утолщение, а промежуточным телам придается форма, соответствующая заполняемому пространству.
