1
Данное изобретение относится к инструментам для очистки поверхностей изцепий из различных материалов, имеющих преимущественно коробоватую поверхность, например слитков алюминиевых сплавов.
Известна торцовая щетка для очистки поверхностей из различных материалов, со- цержащая выполненный в виде диска корпус, на торцовой поверхности которого по радиусу размещены секции проволочных пучков.
Данная щетка является наиболее близкой к изобретению по технической сущности и достигаемому результату.
Недостатком ее является низкая эффективность очистки, обусловленная тем, что проволочные ворсинки касаются обрабатываемого изделия своей образующей. Это приводит к разогреву обрабатываемой поверхности, образованию наклепа и неравномерному износу самих проволочных ворсинок. Кроме того, угол отгиба проволочного ворса, расположенного на стороне секции, противоположной рабочей, не ог раничивается и под действием сил трения достигает величин, превышающих допустимые из условия работы в зоне упругих деформаций. Происходит пластическая деформация, т.е. постепенное залегание проволочного ворса.
5 Целью настоящего изобретения является повышение эффективности очистки.
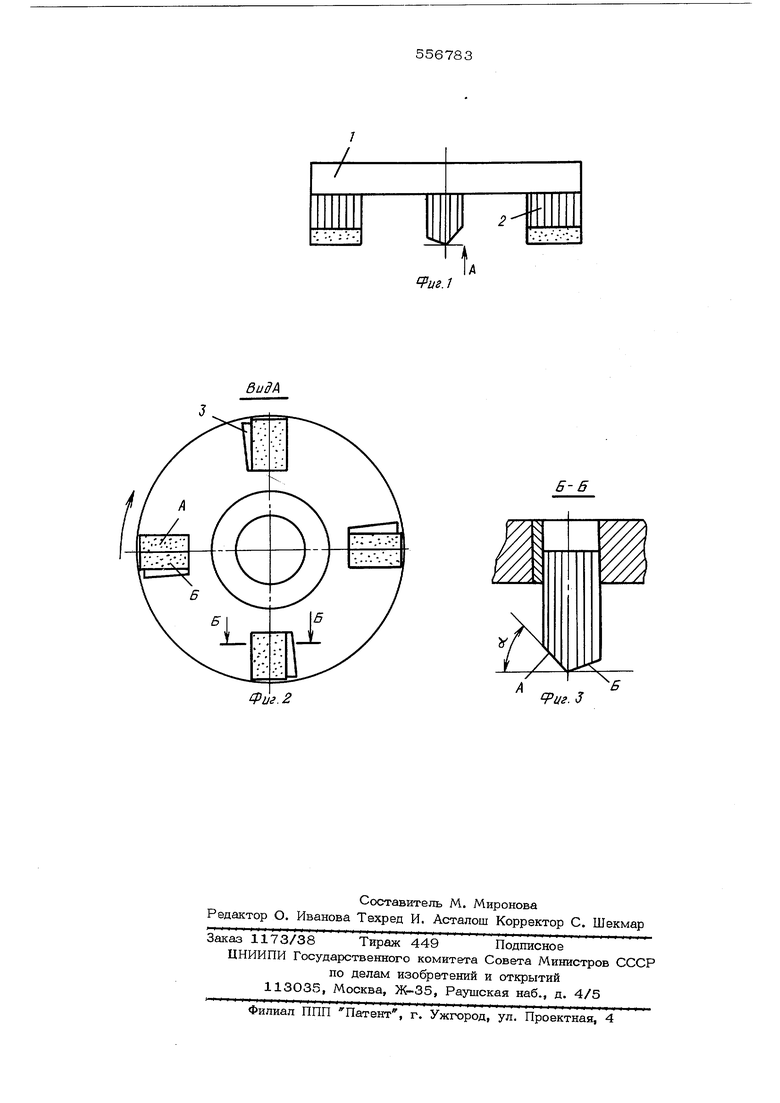
Это достигается тем, что каждая секция проволочных пучков ка стороне.обращеннс ; в направлении вращения щетки, имеет скос под 10 углом 3-35 к TopuoBoii поверхности щетки. На фиг, 1 изображена торцовая щетка; на фиг. 2 - виц Афиг,1;нафиг.3 -разрез Б-Б фиг. 2
Торцовая щетка состоит из следующих основных деталей: корпуса 1, выполненноч о 15 в виде диска с пазами, секций 2 проволочных пучков, которые размещены в пазах корпуса 1 и закреплены, например, клино-выми зажимами 3 и прижимными планками с винтами (на чертеже не показаны). Каж- 20 дая секция 2 состоит из сжатых до определенной плотности проволочных пучков, закрепленных по нерабочим торцам, например, сваркой. Рабочие же торцы секций 2 имеют скос на стороне, обращенной в направлении 25 вращения щетки, выполненный под углом 3-35 к торцовой поверхности щетки и образуют плоскость А . Этот скос необходим для создапия угла между образующей проволочной ворсинки, обращенной в направле нии вращения щетки, и плоскостью обрабатываемого изделия, при котором происходит процесс резания. Кроме того, это способствует равномерному износу проволочных ворсинок по всей плоскости скоса, что позволяет поддерживать выщеуказанный угол в пределах, обеспечивающих стабильное резание. Подвижность проволочного ворса, торцы которого образуют плоскость А , ограничивается в направлении противоположном вращению щетки упругим опорным элементом, выполненным также из проволочного ворса и образующим своими свободными торцами плоскость Б, которая в процессе работы не соприкасаетс я с поверхностью обрабаты ваемого изделия. Величина угла скоса плоскости А к торцовой поверхности щетки зависит от механи ческих свойств -материала проволочного ворса, усилий действующих на щетку, жесткости проволочной ворсинки и определяется из соотношения 5 f Е-п d угол скоса на рабочей сто где: оС ,град роне секции; 1 ,кг/см- допускаемое напряжение на изгиб для материала ворса; Е ,кг/см- модуль упругости материала ворса; и , шт. - количество ворсинок в одном ряду ширины секции; Р , см - свободная длина ворсинок; d , см - диаметр ворсинок; 2/6 - жесткость проволочной ворсинки. Опытным путем установлено, что жесткость проволочной ворсинки находится в пределах 500 B/d 40. Следующие примеры подтверждают правильность выбора интервала изменения угл скоса ОС Пример 1, При п 1; 6 2400 кг/см ; Е 2-10 кг/см; e/d 40. 6О . 2400 A(L. г 30. П р и м е р 2. При и 1; 6 2400 кг/см Е e/d 500. 5 3 500 2-10 . 1 Торцовая щетка работает следующим образом. Вращающаяся от привода торцовая щетка подводится к поверхности обрабатываемого изделия и прижимается к ней с определенным усилием. При этом проволочные ворсинки, соприкоснувшиеся с обрабатываемой поверхностью, прогнутся и коснутся ее всей плоскостью скоса, образовав угол между образующей, обращенной в направлении вращения щетки, и плоскостью обрабатываемого изделия, при котором происходит процесс резания. Угол отгиба проволочного ворса, расположенного на стороне секции, противоположной рабочей, ограничивается упругим опорным элементом и поддерживается в пределах обеспечивающих резание. Износ проволочного ворса происходит по всей плоскости скоса, что позволяет длительное время сохранять вышеуказанный угол практически постоянным, и тем самым обеспечивать стабильное резание. Количество проволочных ворсинок, одновременно участвующих в работе, зависит от величины коробоватости обрабатываемой поверхности, т.е. происходит процесс саморегулирования количества проволочного ворса, эффективно участвующего в резании. Наличие у секций проволочных пучков скосов, расположенных по стороне, обращенной в направлении вращения к торцовой поверхности щетки, повышает эффективность работы щетки при обработке коробоватых поверхностей и позволяет использовать ее для зачистки слябов из алюминиевых сплаФормула изобретения Торцовая щетка, содержащая выполненный в виде диска корпус, на торцовой поверхности которого по радиусу размещены секции проволочных пучков, отличающаяся тем, что, с целью повышения эффективности очистки, каждая секция проволочных пучков на стороне, обращенной в направлении вращения щетки, имеет скос под углом 3-35 к торцовой поверхности
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая щетка | 1975 |
|
SU537670A1 |
| Торцовая щетка | 1982 |
|
SU1158159A1 |
| Иглофреза | 1986 |
|
SU1366320A1 |
| Торцовая щетка для обработки поверхностей | 1985 |
|
SU1279594A1 |
| Торцовая щетка | 1985 |
|
SU1353419A1 |
| Торцовая щетка | 1989 |
|
SU1701260A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2008367C1 |
| Торцовая щетка | 1980 |
|
SU925305A1 |
| Иглофреза | 1990 |
|
SU1738495A1 |
| Щетка | 1986 |
|
SU1391594A1 |
6-6
Фиг. 2
/ /4°
fuz. 3
