1
Изобретение относится к обработк металлов резанием и может быть использовано для удаления с поверхнос ти изделий окалины, ржавчины, дефек ного слоя и при других отделочно-за чистных операциях.
Целью изобретения является повышение производительности обработки путем обеспечения положительной геометрии передних углов резания при иглофрезеровании.
Ка фиг. изображена иглофреза; н фиг.2 - вид А на фиг.1; на фиг.З - узел 1 на фиг.1 (режущий участок иг лофрезы;); на фиг.4 - геометрия режущего элемента; на фиг.З - схема рзания.
Иглофреза (щетка) состоит из корпуса J, в продольных пазах которого
по периферии радиально запрессован профильные рабочие секции 2. Каждая рабочая секция 2 представляет собой набор режущих элементов, состоящих из петлеобразных отрезков проволоки 3, закрепленных в пластмассовом корпусе 4 и огибающих стержень 5. Форма корпуса 4 секции выполнена по профилю паза, что фиксирует секции 2 от выпадения в радиальном направлении. Боковые фланцы 6 и 7 препятствуют осевому смещению секции 2. На свободных концах проволочек (режущи элементов) выполнены утолщения в виде шаровых сегментов 8, торцовые плоскости 9 которых образуют профилную рабочую поверхность иглофрезы, выполненную по профилю обрабатываемой поверхности детали 10.
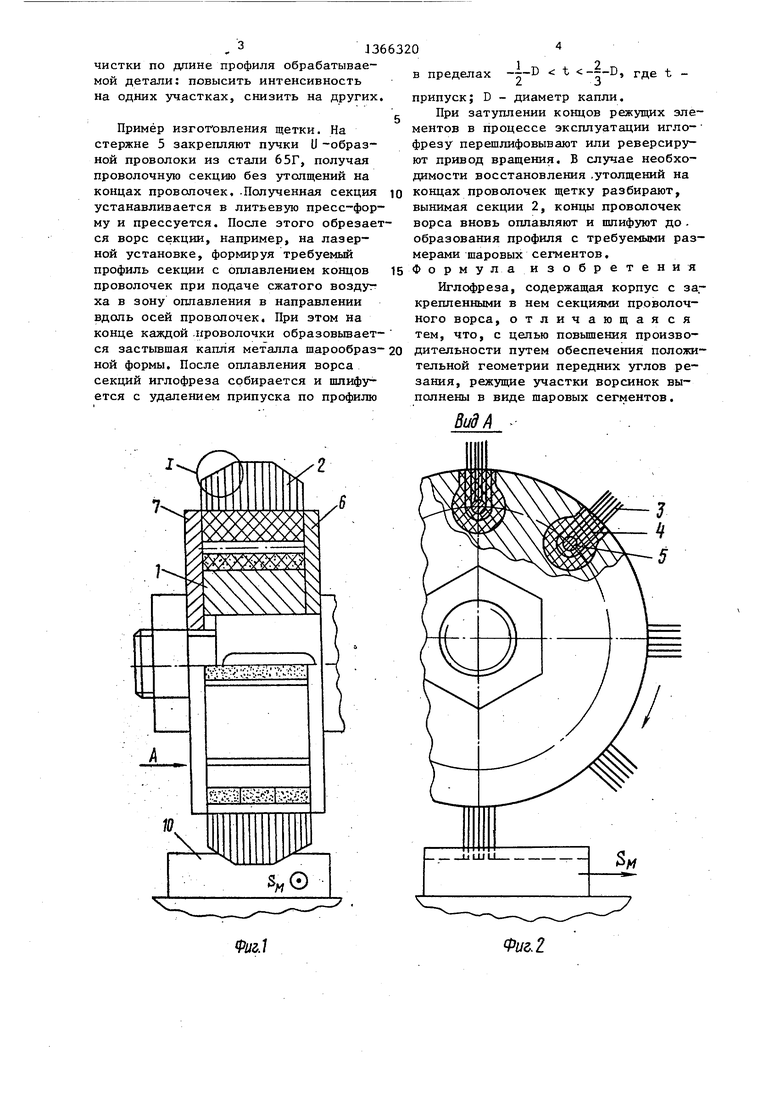
К элементам шарового сегмента, участвующим в образовании режущего клина, относятся плоскость сегмента (задняя поверхность), сферическая поверхность JJ (передняя поверхност и линия 12 пересечения плоскости семента со сферой утолщения (режущая кромка - дуга окружности). Условие образования острого угла режущего . клина выражается соотношением t -y
(фиг.4), где t - высота удаляемой части шарового утолщения; D - диаметр шарового утолщения. При соблюднии указанного условия образуются статические углы резания: fj - передний угол ( Усг 0); сг - задний угол (oi;. 0)..
Иглофреза работает следующим образом.
0
F
0
5
g
0
Включают привод вращения щетки (не показан) и прижимают ее с определенным усилием (натягом) к фасонной обрабатьшаемой поверхности детали 10, которой сообщают давление подачи Зд,. Происходит процесс обработки, при этом концы проволочек воздействуют на обрабатываемую поверхность, режущие элементы проволочек, выполненные в виде шаровых сегментов, срезают металл со всех участков фасонной обрабатываемой поверхности при положительных передних углах резания.
При зачистке участков детали,параллельных оси вращения щетки, когда плоскости шаровых сегментов также параллельны оси щетки, происходит отгиб проволочек в сторону, противоположную вращению щетки. При этом происходит т еньшение значений передних углов резания и увеличение задних углов ( ot 0). Изгиб режущих элементов в зоне резания выражается соотношением jfcr-p Д / угол изгиба режущих элементов в зоне об- работки. При соблюдении указанного условия динамические передние углы резания у, имеют положительные значения. Сход стружки происходит симмет- - рично по обеим сторонам сферической поверхности утолщения. При этом поверхность детали взрыхляется, что. облегчает удаление дефектного слоя последующими режущими элементами.
Аналогично протекает процесс обработки участков детали, расположенных под углом к оси вращения щетки, так как параметры утолщений (шаровых сегментов) одинаковы на всех участках ворса щетки. Отличие состоит в том, что шаровые сегменты повернуты плоскостями на угол, соответствующий углу профиля детали относительно оси вращения щетки. Помимо возможности получать режущий клин с положительным передним углом резания независимо от наклона плоскости сегмента к оси вращения использование шарового сегмента в качестве рабочего участка режущего элемента позволяет реализовать возможность регулирования передних углов резания за счет изменения высоты шарового сегмента (путем из- 5 менения размера D и t).
Реализация этих свойств шарового сегмента позволяет не только повысить интенсивность обработки, но и изменять условия протек.ания процесса за-
Б
0
5
0
,3J366320
чистки по длине профиля обрабатываев
мой детали: повысить интенсивность на одних участках, снизить на других
Пример изгоговления щетки. На стержне 5 закрепляют пучки U-образной проволоки из стали 65Г, получая проволочную секцию без утолщений на концах проволочек, -Полученная секция устанавливается в литьевую пресс-форму и прессуется. После этого обрезается ворс секции, например, на лазерной установке, формируя требуемый профиль секции с оплавлением концов проволочек при подаче сжатого воздуха в зону оплавления в направлении вдоль осей проволочек. При этом на конце каждой .проволочки образовьшает- ся застывшая капля металла шарообраз- ной формы. После оплавления ворса секций иглофреза собирается и шлифуется с удалением припуска по профилю
пределах
4 t , 3
где t 0
припуск; D - диаметр капли.
При затуплении концов режущих элементов в процессе эксплуатации игло- фрезу перешлифовывают или реверсируют привод вращения, В случае необходимости восстановления .утолщений на концах проволочек щетку разбирают, вынимая секции 2, концы проволочек ворса вновь оплавляют и шпифуют до - образования профиля с требуемыми размерами шаровых сегментов, 5ФО рмула и 3 о бр е т е ни я
Иглофреза, содержащая корпус с закрепленными в нем секциями проволочного ворса, отличающаяся тем, что, с целью повьш1ения производительности путем обеспечения положительной геометрии передних углов резания, режущие участки ворсинок выполнены в виде шаровых сегментов,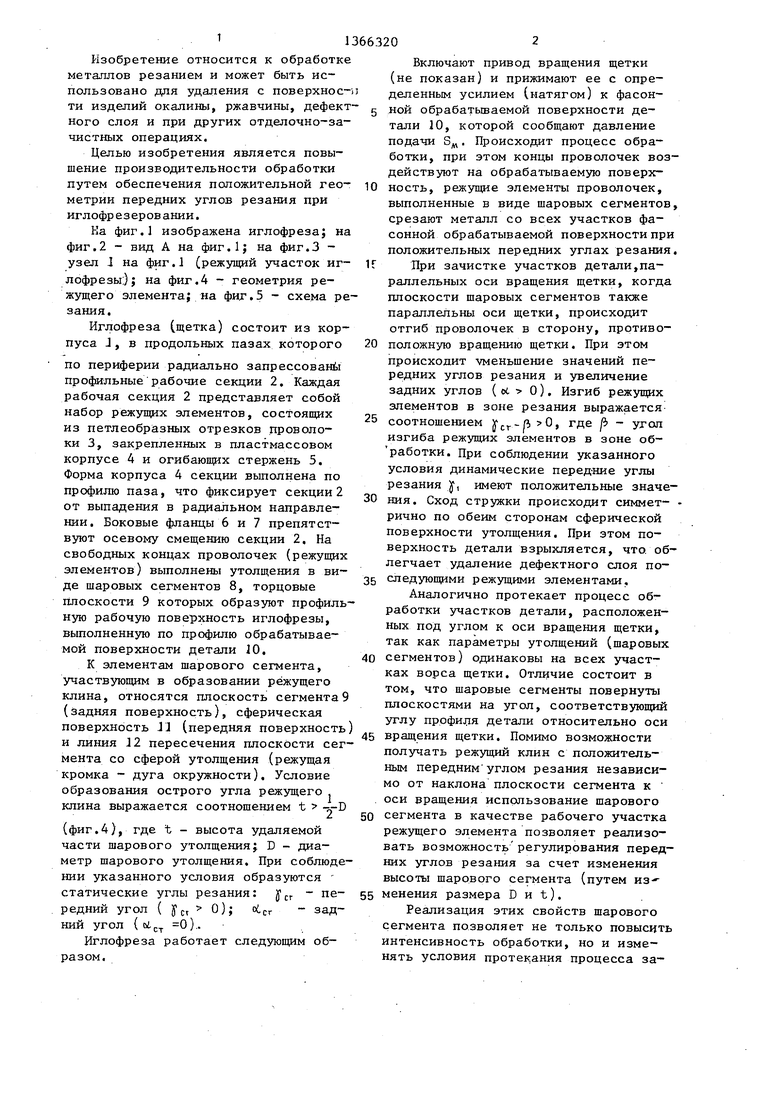
| название | год | авторы | номер документа |
|---|---|---|---|
| Иглофреза | 1990 |
|
SU1738495A1 |
| ИГЛОФРЕЗА | 1992 |
|
RU2015862C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ИЛИ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367565C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367561C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371296C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367560C1 |
| Цилиндрическая щетка | 1978 |
|
SU707568A1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367559C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371297C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
Изобретение относится к области обработки металлов резанием и может быть использовано для удаления с поверхности изделий окалины, ржавчины, дефектного слоя и при других отделоч- но-зачистных операциях. Целью изобретения является повышение производительности обработки путем обеспечения положительной геометрии передних углов резания при иглофрезерова- нии. В продольных пазах корпуса по периферии радиально запрессованы профильные рабочие секции с проволочным ворсом. Каждая секция содержит набор режущих элементов из петлеобразных отрезков проволоки, закрепленных в пластмассовом корпусе. На свободных концах проволочного ворса (режущих элементах) выполнены утолщения в виде шаровых сегментов, торцовые плоскости которых образуют профильную рабочую поверхность иглофрезы, соответствующую профилю обрабатываемой поверхности. К элементам шарового сегмента, участвующим в образовании режущего клина,относятся торцовая плоскость (задняя поверхность), сферическая поверхность (передняя поверхность) и линия пересечения плоскости сегмента со сферой (режущая кромка- дуга окружности). Изгиб режущих элементов в зоне резания в зависимости от условий обработки .выражается соотношением |р р О, где /рет тический передний угол, (5 - угол изгиба режущих элементов в зоне обработки. 5 ил. (Л со о Oi 00 IsD
Й/г./
Вид А Фиг. 2
ФигЧ
Фиг.З
Фиг. 5
| Цилиндрическая щетка | 1978 |
|
SU707568A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
