Уже известны устройства для контроля режима сварки в зависимости от затраченной на каждую точку сварного шва электрической энергии.
Предлагаемое устройство для контроля режима электрической сварки основано на этом известном принципе, и в нем для измерения 1мощности применяется ваттметр.
Согласно изобретению, вольтметровая обмотка этого ваттметра питается от трансформатора напряжения с двумя диференциально включенными первичными обмотками, из которых одна - основная - включена в участок сварочной цепи возможно ближе к месту сварки (например, у втулок осей электродов), а другая - корректирующая- в произвольно выбранный участок той же цепи, имеющий сопротивление, равное сопротивлению цепи между местом сварки и точками присоединения первой обмотки. Этим достигается компенсация погрещности, обусловливаемой невозможностью присоединить вольтметровую обмотку ваттметра к электродам в месте касания их со свариваемым металлом.
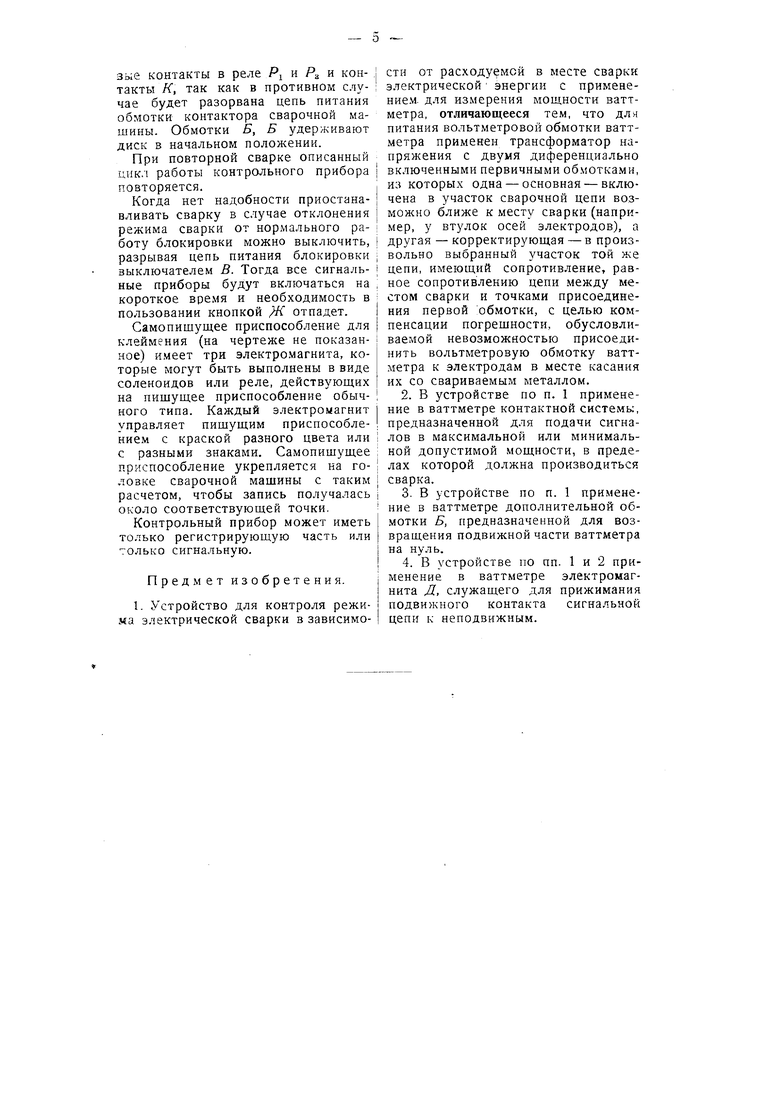
На чертеже фиг. 1 изображает предлагаемое устройство в виде принципиальной схемы; фиг. 2 и 3-усложненные применением вспомогательных приборов схемы того же устройства.
Основной частью устройства для контроля режима электрической сварки является ваттметр РВ, который для облегчения контроля может быть снабжен световой и звуковой сигнализацией (фиг. 1).
Р1змерительная и сигнальная части устройства электрически не связаны между собой и имеют разные источники питания.
Последовательная обмотка А ваттметра питается через трансформатор тока, включаемый в первичную цепь трансформатора сварочной машинь ; вторичная обмотка трансформатора тока присоединяется к зажимам 1 п 2 прибора. Вольтметровая обмотка Е ваттметра питается через специальный трансформатор напряжения Т, который имеет две первичные обмотки-основную 11 корректирующую, включенные диференциально; напряжением трансформатора будет разность напряжений обеих первичных обмоток.
Необходимость двух первичных обмоток вызываете ; тем, что конструктивно тр;:днс снять : апряжекне с электродов сварочной маипшы непосредственю у места сварки. Поэтому напряжение берется на двух точках, ближайших к месту сварки, например, на вт)лках осей электродов, где удобно присоединить ировода для питании основной перви-ной обмотки трансформатора 7 .
Удаление точек соединении проводов от места сзарки влечет за co6oii повышение напряжения на концах проводов на величину,соответствующую напряжения на излин1не участках втооичной пеня сварочной машины.
Можно во вторичной цени сварочной машины подобрать ; акой участок, электрическое сопротивлснкс- которого будет p;iBf:o электрическом сопротивлен ;м) взятьх частков; к этолп участку и дол;кн,: быть присоединены нровода коррекTHpyicuxeA ;;ер ичной опмотки трансформатора 7.
При измененни ;;адени; нанряженкк у места сзарки падение : анряжения на всех участках вторичноГг неги будет 1;оопорциона,1ьно эле-стрическому сопротивлеьпио; падения напряжения на излишне взято:: участке и на участке, питающем корректирующую обмотку, будут всегда равны. Следовательно, разность напряжений двух первичных обмоток трансформатора 7. будет всегда соответствовать паденгпо напряжения на электродах у места сварки и показания ваттметра РВ- соответствовать моншости, получаемой на электродах сварочной манпшы. Провода, питающие основную обмотку, присоединяются к зажимам и -/, а провода, иитаюш,ие корректируюгдую обмотку, - к зажимам 5 и 6.
Трансформатор Г, может быть встроен в корпус прибора и-/:;; установлен на сварочной машине.
Можно питать корректирующую обмотку от участка с большим иадением напряжения, но тогда последовательно с обмоткой надо подключить соответстзующее добавочное сопротивление.
Градуировку шкалы прибора удобнее производить 3 градусах отхлоиоНИН стрелки. Можно рад}; ировать н в единицах электрической мощности, но тогда надо учитывать потери в соединительных проводах.
По отношению к сигнальной части устройства ваттметр PIj играет роль ваттметрового контактного реле. Д,.;) этого на ось диска ваттметра насажен подвижной контакт П, враш;аюиийея вместе со стрелой ваттметр-а.
Положение контактов Л к //устапавлинается от руки по шкале, в зависимости от тех пределов, в которых получается качественная сварка данного rvieTa.Kia, что определяется 1|редвари7ельпыми исследованиями.
Питаюш,ий сигнальную часть устройства трансформатор Т., своей первичной обмоткой присоединен к той же сети, от которой питается сварочный трансформатор, причем o:i присоединяется ь; сети , чтобы включепие и вык.почение его получались одновременно со сварочны:. трансформатором. При положении подвижного контакта П между конактами // и Н ток от вторичной обмотки трансформатора Г, проходит последовательно чере:н все три сигнальные лампы Л;, Лз и Л,-;, имеющие стекла разного цвета, и ответвляется 1. звонки 3, и 3,. Так как сопротивления звонков 3i и 3,. значительно меньгне соиротивлеп я ламп и они ирисоединены параллельно к соответствующим ладша.м Л и Л.,, то сопроти:)ление лампы Л., будет значительно выше, чем на других участках цепи, питаедюй трансформатором Т.,, П поэтому почти все падение напряжения придется на ламиу Л:;. Следовательно, ламна Л-,
лампы Л, и
гоа также о уд у т оездействовать 3B(jHKn 3, и З,.. При отклонении показаний ваттметра до пределов, т. е. в тот момент, когда подвижный контакт // замкнет KOI;такты Л или Я, соответствующие участки сигнальной цепи замкнутся накоротко, вследствие чего прекратится питание током находящихся па этих участках сигнальных приборов. При замыкании контактов Л будут замкнуты накоротко лампы Л,. Л-,- и звонок 3.,; при iTOM /шмпа Л., погаснет, лампа же Л и звонок 3 получат полное напряжение, вследствие чего лампа Л загорится, а звонок 3j зазвонит. При замыкании контактов// загорится лампа Лз и зазвонит звонок Зд. При размыкании контактов Л или и снова вспыхнет лампа Л.
Применение предлагаемого устройства для контроля режима сварки может обеспечить контроль качества сварки, так как оно реагирует на изменение всех факторов, влияющих на качество сварки, а именно на напряжение сети, силу тока, потери в сварочной машине, переходные сопротивления у места сварки, ширину роликов, давление электродов, время прохождения тока и перерывов и пр.
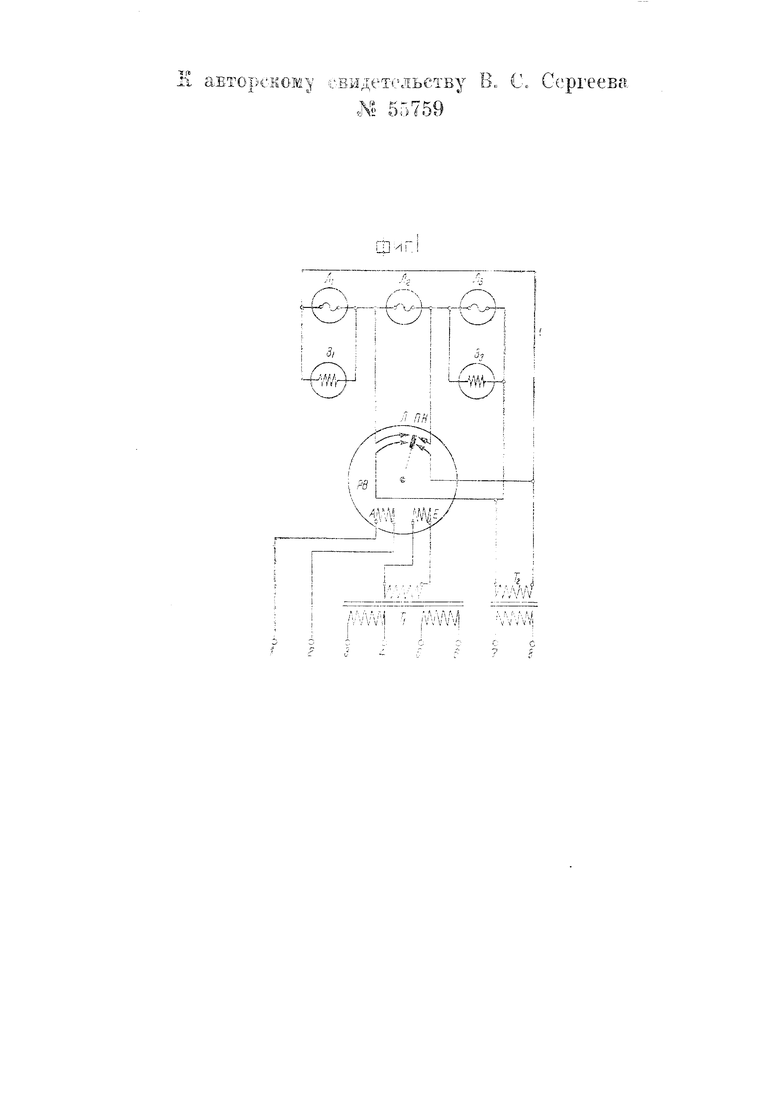
Устройство, изображенное на фиг. 2, отличается от устройства на фиг. 1 тем, что включение и выключение ламп Л- и Л осуществляется посредством реле PI и РЗ. а также применением, кроме сигнального, еще и регистрирующего приспособления (на чертеже не показанного).
При положении подвижного контакта /7 между контактами Л н Н ток от вторичной обмотки трансформатора Т-у проходит через лампу Л,, и через правые контакты П и 10 обоих реле Я и Рц, замкнутые при отсутствии тока в обмотке указанных реле. При этом лампа Л будет гореть. При отклонении показаний ваттметра до пределов, когда подвижный контакт /7 замкнет контакты Л или Н, ток пройдет через катущку соответствующего реле PI или Р. Реле сработает, размыкая в контакте /7 или 10 цепь питания лампы Л и замыкая через левый контакт 9 или 12 этого реле цепь питания соответствующей лампы Л- или Ла и звонка 3 или 3,. При этом загорится соответствующая лампа Л-i или Лд и зазвонит звонок 3i или Зд. При размыкании контактов Л или Н снова вспыхнет лампа Ло.
Самопишущее приспособление имеет три электромагнита, которые могут быть выполнены в виде соленоидов или реле, действующих на пищущее приспособление обычного типа. Каждый электромагнит управляет пишущим приспособлением с
краской разного цвета или с разными знаками. Самопищущее приспособление укрепляется на головке сварочной, машины с таким расчетом, чтобы запись получалась около соответствующих участков сварного щва.
Электромагнит, .соответствующий лампе Д, питается от контактов 9 н 10; электромагнит, соответствующий лампе Л;, питается от контактов 10 и П, г электромагнит, соответствующий лампе Лз, - от конта; тов ;/ и 12.
Автоматическая запись - непосредственно у сварного щва - отклонений от заданного режима сварки и сварки по заданному режиму механизирует контроль качества щва, обеспечивает надежность проверки сварных соединений прн приемке их контрольными мастерами, и в значительной степени упрощает весь процесс приемки.
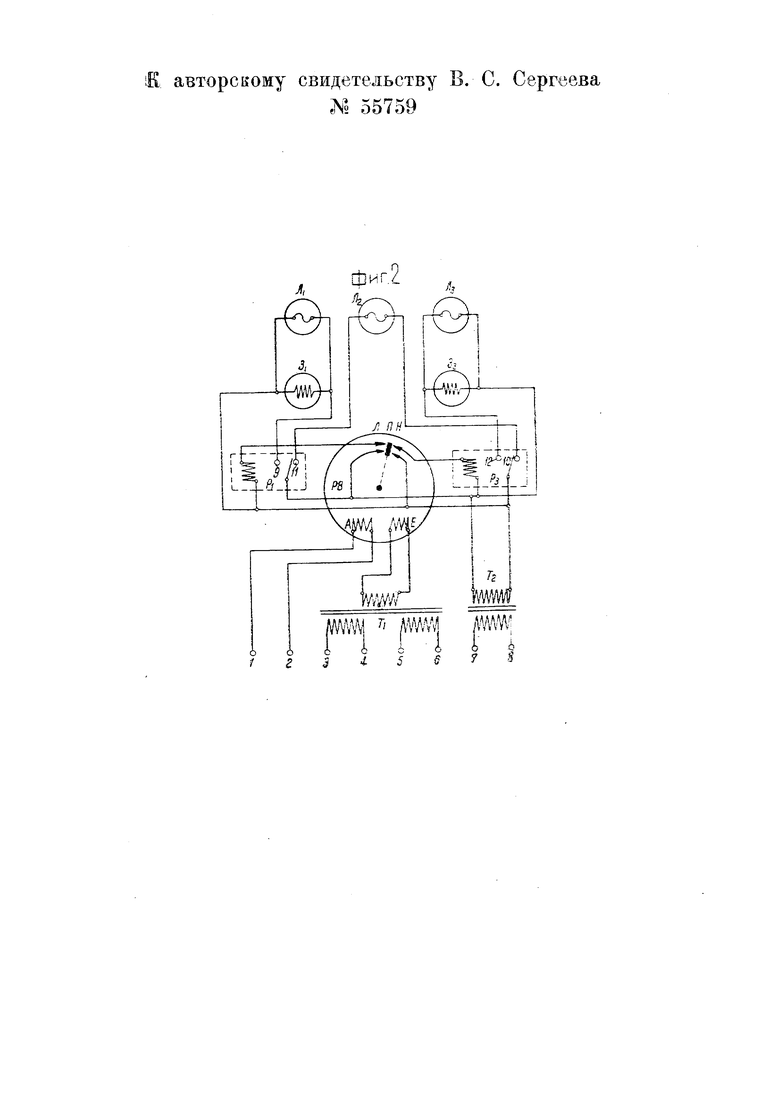
В устройстве, изображенном на фиг. 3 и принципиально не отличающемся от устройства на фиг. 2, применены вспомогательные приспособления.
Ваттметр РД кроме контактов Л и Н, имеет контакт Ai, поворачивающийся вместе с контактом Л, и контакт Р, поворачивающийся вместе с контактом //, Контакт Р на половине своей длины вдоль контакта Н несколько выше и равняется по вы-, соте контакту И, на другой же половине своей длины он равен по высоте контактам Л и М. Подвижный контакт /7 прн вращении диска ваттметра свободно вращается, не касаясь контактов Л, jVJ, Н и Р; он замыкает контакт Р с одним из остальных трех контактов после того, как кончится вращение диска, при помощи электромагнита Д. Контакты К являются блокировочными U они замыкаются подвижным контактом /7 в начальном положении стрелкп ваттметра РВ и только в этом случае позволяют включить ток в сварочную мащину.
Реле Pi работает замедленно к з комбинации с реле р2 заменяет реле времени.
При включении главного рубильника сварочной мащины трансформа.,-vr-, Т
i J 2
ЖИМЫ 7 и 5. Обмотки Б,
метра РВ при этом оказываются под
током, получая etO через п)авыс
М-, и Л. Магнитное
контакты рел{
поле обмоток Б, S вращает диск Б обратном направлении, в результате чего контакт /7 замкнет контакты /V. Реле Р., и р4 получают питание че рез зажим //, который соединяется проводом с прерывателем тока ОЕШроч.чой машины так, чтобы реле Р;; сработало непоередственно перед включением тока в сварочный транс-форматор и разорвало iiertb питании обмоток Б, Б.
Реле А и Р получают питание от зажима 7/ через правые контакты реле Я, и Я;; и контакты К на шкале ваттметра РВ. Реле /Л, сработав, замыкает контакты К накоротко.
Контактор сварочной мап1икь ioлучает питание от за;кима 1 через зажим /2 по той }Кс цепи, что и пеле А и Я,.
При прохождении тока через сяарочный трансформатор обмотки А и ваттметра получают возбуждение - - и диск делает поворот на угол, соответствующий мощност;;, выдс-ленной между электродами.
По окончании сварки питани-г реле Р-, и А прекращается и контакты реле Я займут начальное положение. Разрыв левых контактов ре.че прекратит возможность повторного включения сварочного тока до замыкания контактов К на ваттметровом реле РВ, размыкая цепь питания обмотки контактора сварочной мапппЕы. Замыкание правых к(нтактов ре;;е PI влечет за собой замыкание цеп:: питания обмотки э.тектромагнит Д, так как реле Я работает с выдержкой времени и левые контакты рг-ле Я остаются некоторое speNin замкнутыми после прекращения ::итания его обмотки,
Обмотка электромагнита Д аозб -ждается и электромагнит фижимает подвижный контакт ;7 к контактам, питающим сигнальные и регистрирующие приборы.
Если ваттметр Рй получил импульс, соответствующий нормальному ежиму, то подзижный уонта.::
:;ам:-;не: контакты Л1 л Р. вследстзие чего вспыхнет лампа Л У- сработают счс-тное реле С-. и соответствующий о,-;октрома -1ит, присоединенный к зажимам 14 и /6 приспособления для клейлгения качества очек,
Ксли импульс был недостаточен, то контакт /7 замкнет контакты Л и Я; тогда вспыхнет лампа Л, сработакгг счетное реле С, и соответствующий электромагнит, присоединенный к зажимам 13 и /6, зазвонит звонок 3, и сработает реле Р-. Через замкнутые левые контакты последнего будет продолжаться питание током сигнальных приборов и обмотки самого реле после т.рекращения питания через подвижный конт; кт П. Правые контакты реле Я, при возбуждении обмотки реле разомкнутся и разорвут цепи питаьгия обмотки контактора сварочной машины, прекратив возможность дальнейшей сварки. Для восстановления нормального положения надо нажать ма кнопку снятия блокировки Ж; тогда питание обмотки реле Я и сигнальных приборов прекратится, контакты реле Р займут начальное положение и возможность включения контактора сварочной мащины восстановится.
Если ваттметр РВ получит импульс больше нормального, то контакт /7 замкнет контакты // и Я и дальше все произойдет нодобно тому, как бы.Ю описано для недостаточного импульса, только в работу включатся ламгь .//.,, счетное реле С,,, звонок О;, реле Я; и электромагнит, присоединенный к за: кимам 15 ;; 16. ,чля снити:.; ;, Окирс}ВКм с/1ужит та же кноп:.:а /Л.
По ::стечении выдержки времени ре/:-:- Я. отпадет, пс.едствие чего -егс. левые контакты разомкнутся. ; правые - замкн тся. При это.м питание э;гектрома -нита Д прекратится, а вспомогательные обмотки Б. Б в: ттметра получат питание и повернут диск вместе с контактом /7 и стрелкой нрибора в начальное полоxeiJHe. Контакт П замкнет блокировочные контакты .-ч. Повторная сварка стацет возможной лишь тогда, когда буду: :-::шкнуть; одноврекенно п:,:зые контакты в реле Р и Р. и контакты К, так как в противном случае будет разорвана цепь питания обмотки контактора сварочной машины. Обмотки Б, Б удерживают диск в начальном положении.
При повторной сварке описанный цикл работы контрольного прибора повторяется.
Когда нет надобности приостанавливать сварку в случае отклонения режима сварки от нормального работу блокировки можно выключить, разрывая цепь питания блокировки выключателем В. Тогда все сигнальные приборы будут включаться на короткое время и необходимость в пользовании кнопкой /К отпадет.
Самопишущее приспособление для клеймения (на чертеже не показанкое) имеет три электромагнита, которые могут быть выполнены в виде соленоидов или реле, действующих на пишущее приспособление обычного типа. Каждый электромагнит управляет пищущим приспособлением с краской разного цвета или с разными знаками. Самопишущее приспособление укрепляется на головке сварочной машины с таким расчетом, чтобы запись получалась около соответствующей точки.
Контрольный прибор может иметь только регистрирующую часть или только сигнальную.
Предмет изобретения.
1. Устройство для контроля режима электрической сварки в зависимости от расходуемой в месте сваркк электрической энергии с применением, для измерения мощности ваттметра, отличающееся тем, что для питания вольтметровой обмотки ваттметра применен трансформатор напряжения с двумя диференциально включенными первичными обмотками, из которых одна - основная - включена в участок сварочной цепи возможно ближе к месту сварки (например, у втулок осей электродов), а другая -корректирующая - в произвольно выбранный участок той же цепи, имеющий сопротивление, равное сопротивлению цепи между местом сварки и точками присоединения первой ;обмотки, с целью компенсации погрешности, обусловливаемой невозможностью присоединить вольтметровую обмотку ваттметра к электродам в месте касания их со свариваемым металлом.
2.В устройстве по п. 1 применение в ваттметре контактной системы, предназначенной для подачи сигналов в максимальной или минимальной допустимой мощности, в пределах которой должна производиться сварка.
3.В устройстве по п. 1 применение в ваттметре дополнительной обмотки Б, предназначенной для возвращения подвижной части ваттметра на нуль.
4.В устройстве по пп. 1 и 2 применение в ваттметре электромагнита Д, служащего для прижимания подвижного контакта сигнальной цепи к неподвижным.
ь Гй р Г7 f П
Л 5о/5У
iK авторскому свидетельству В. С. Сергеева
.Л 55759
Шиг
г4. г 1
авторскому свидетельству В. С. Сергеева
Ли 55759
