1
Изобретение относится к автомату для изготовления изделий обувных, галантерейных и других из искусственной кожи или натуральных материалов с термопластической прослойкой. :
Известен автомат для изготовления изделий из искусственной кожи и натуральных материалов с термопластической прослойкой, например обувных, содержащий станину, рабочую головку, подвижную шторку защиты, механизм транспортировки и подачи материала, высокочастотный генератор, привод с силовым вырубочным цилиндром и схему управления работой автомата.
Предлагаемый автомат позволяет расширить возможность использования рабочих головок любой конструкции и повысить производительность труда.
Это достигается тем, что привод выполнен пневматическим, при этом выходная часть щтока силового вырубочного цилиндра выполнена в виде дополнительного сварочного пневмоцилиндра. На штоке дополнительного пневмоцилиндра закреплена рабочая головка, а его корпус является ударником для рабочей головки.
Схема для управления работой автомата имеет дополнительно блоки управления механизмом для транспортировки и подачи материала, синхронизации работы вырубочного и
сварочного пневмоцилиндров и перемещения шторки защиты.
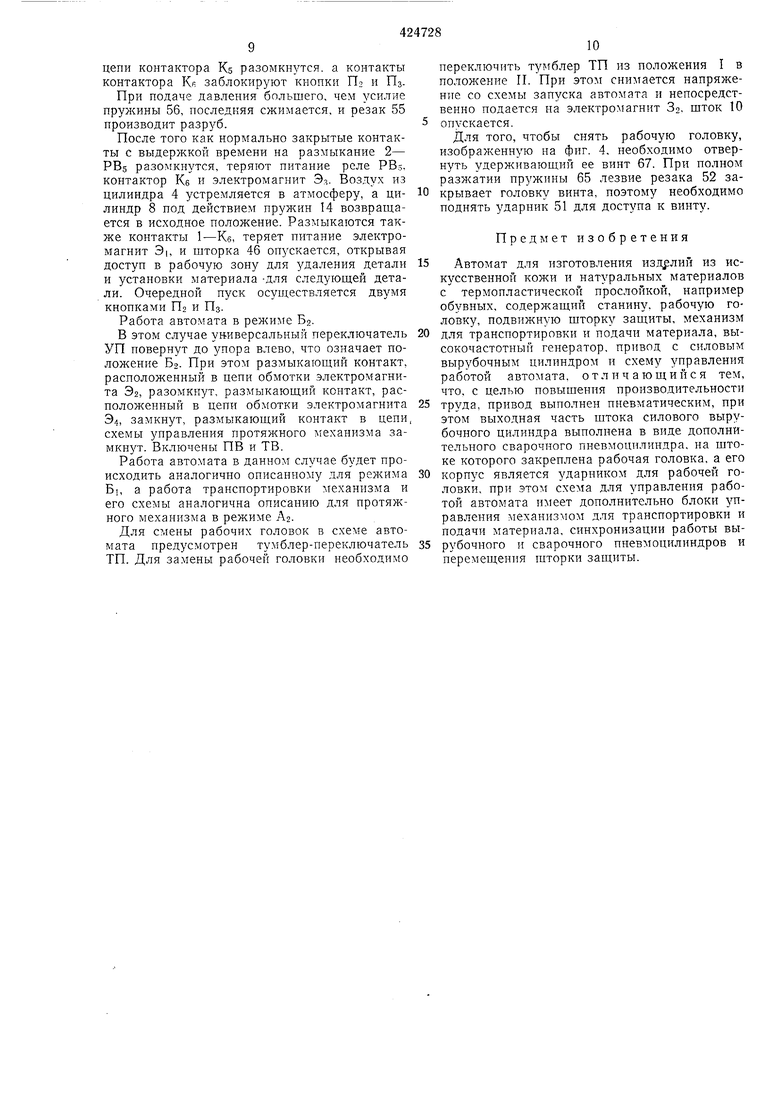
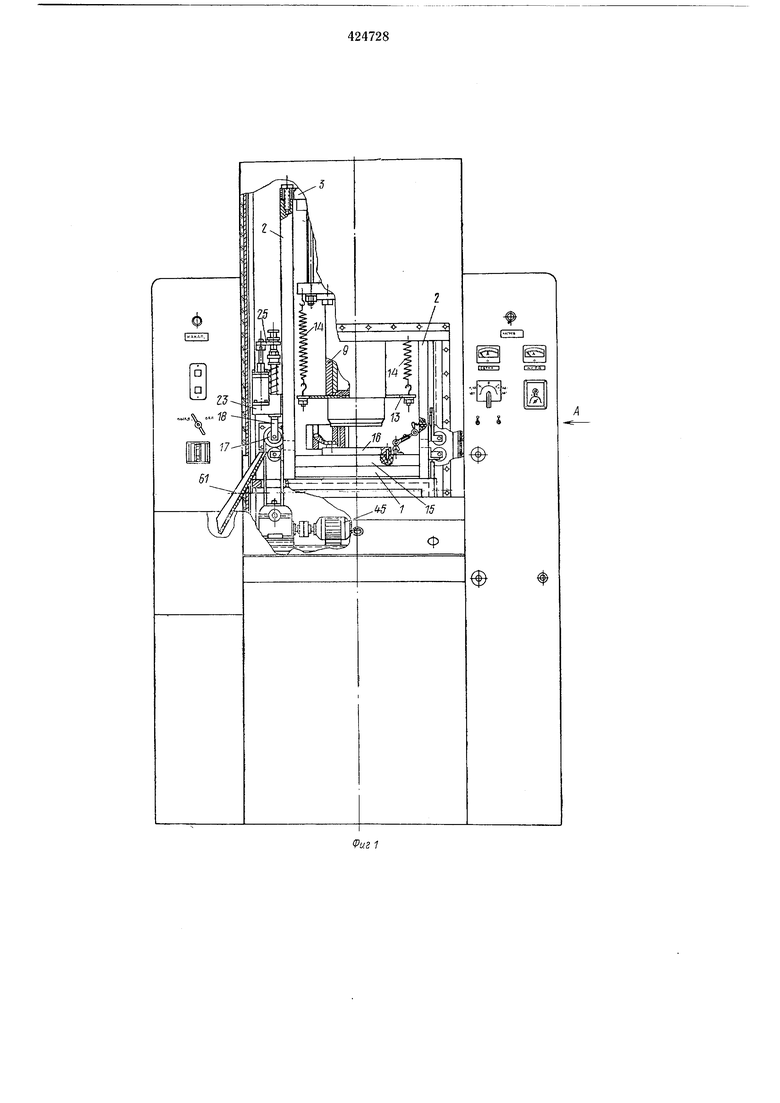
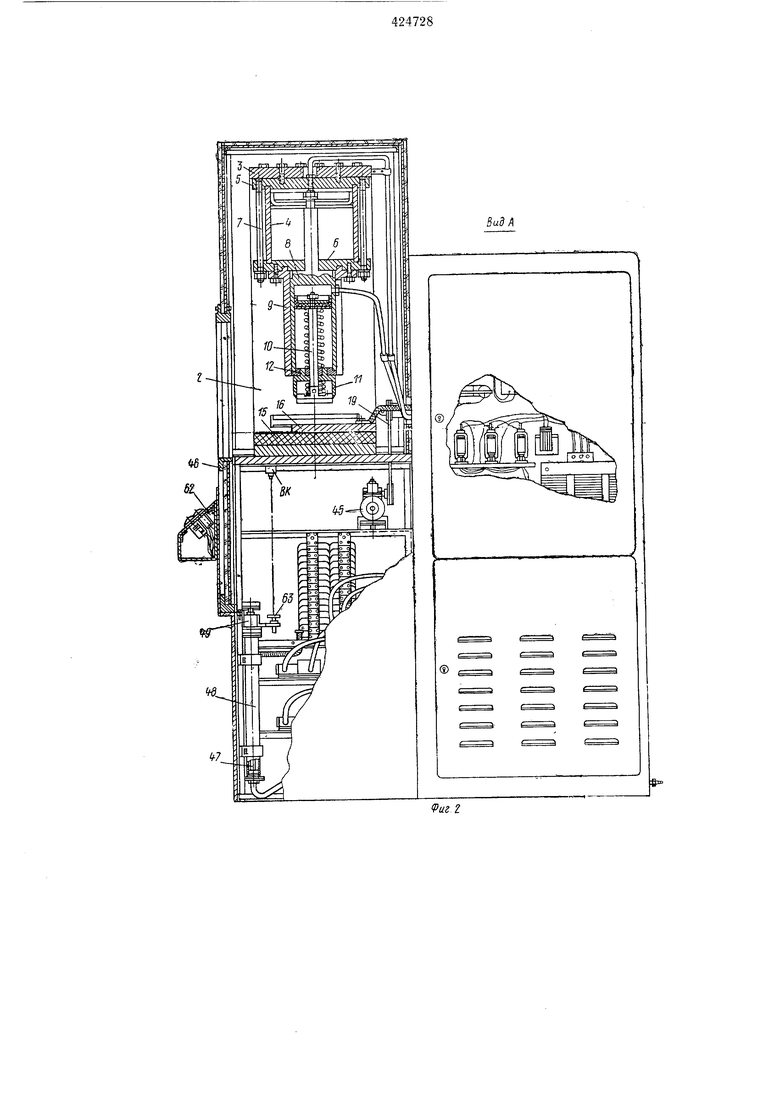
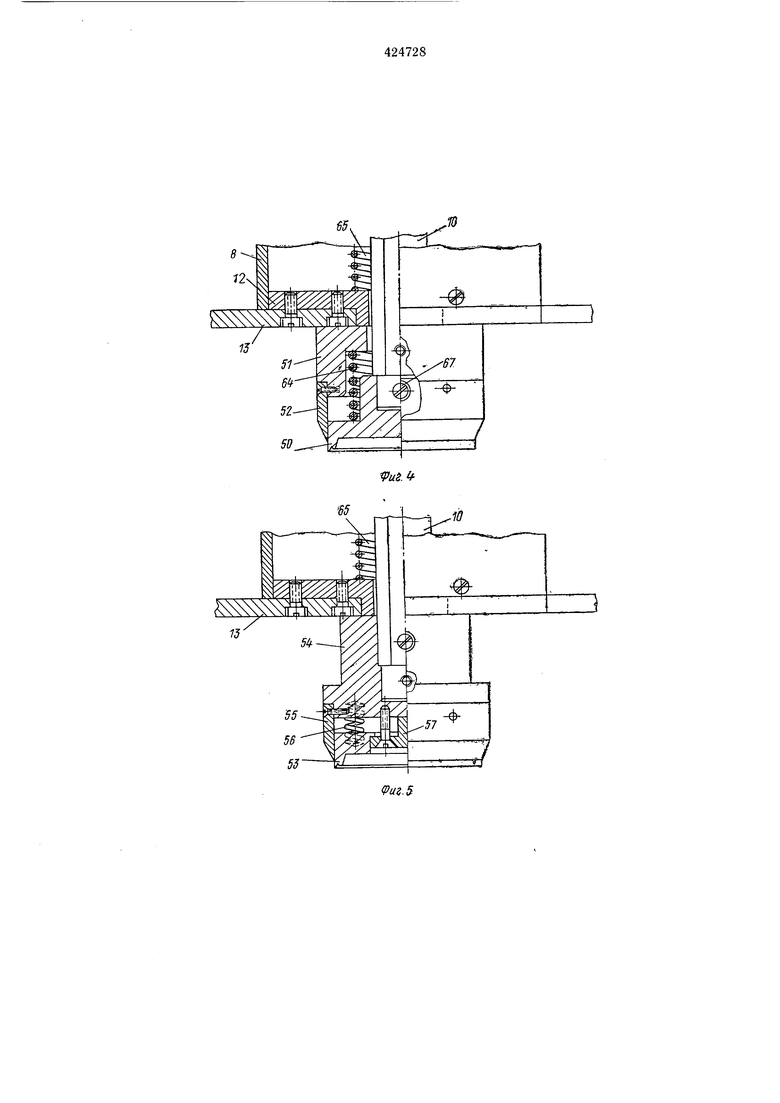
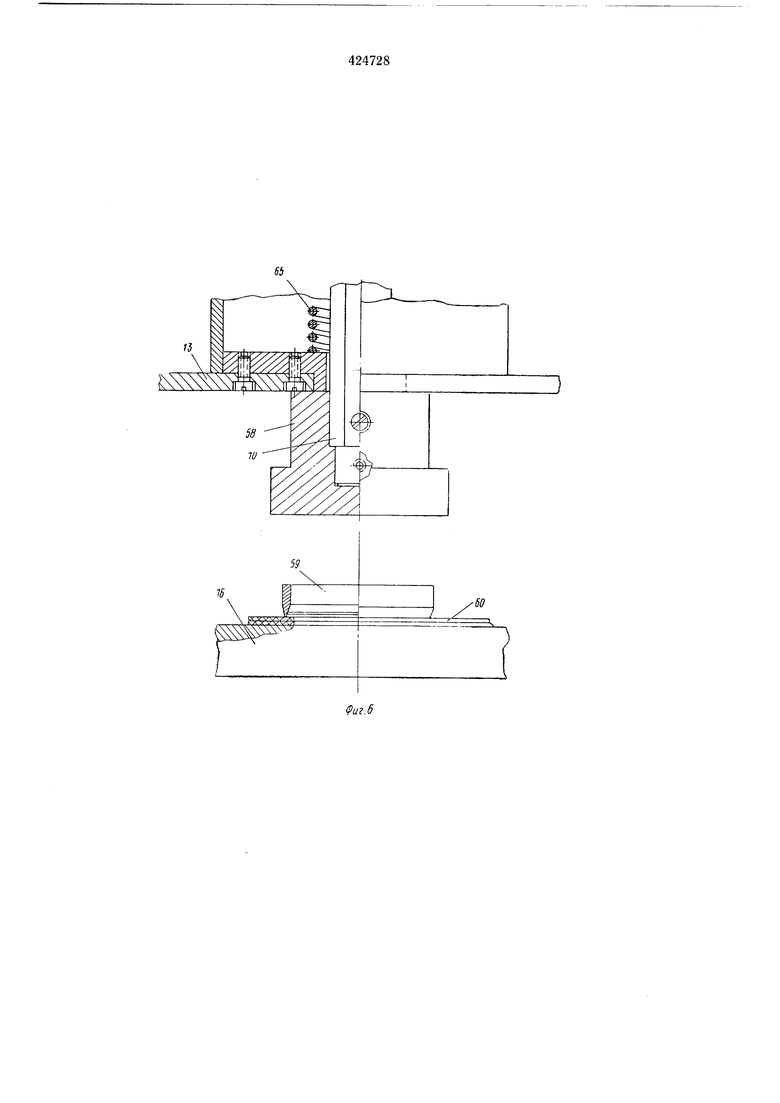
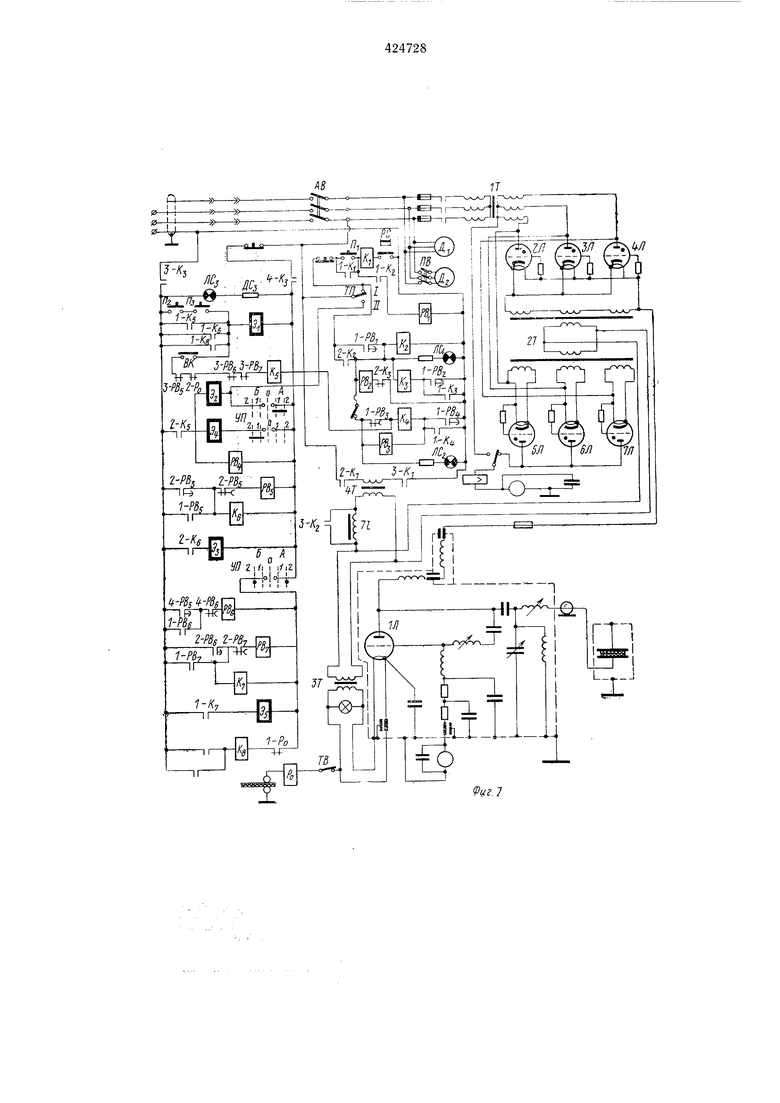
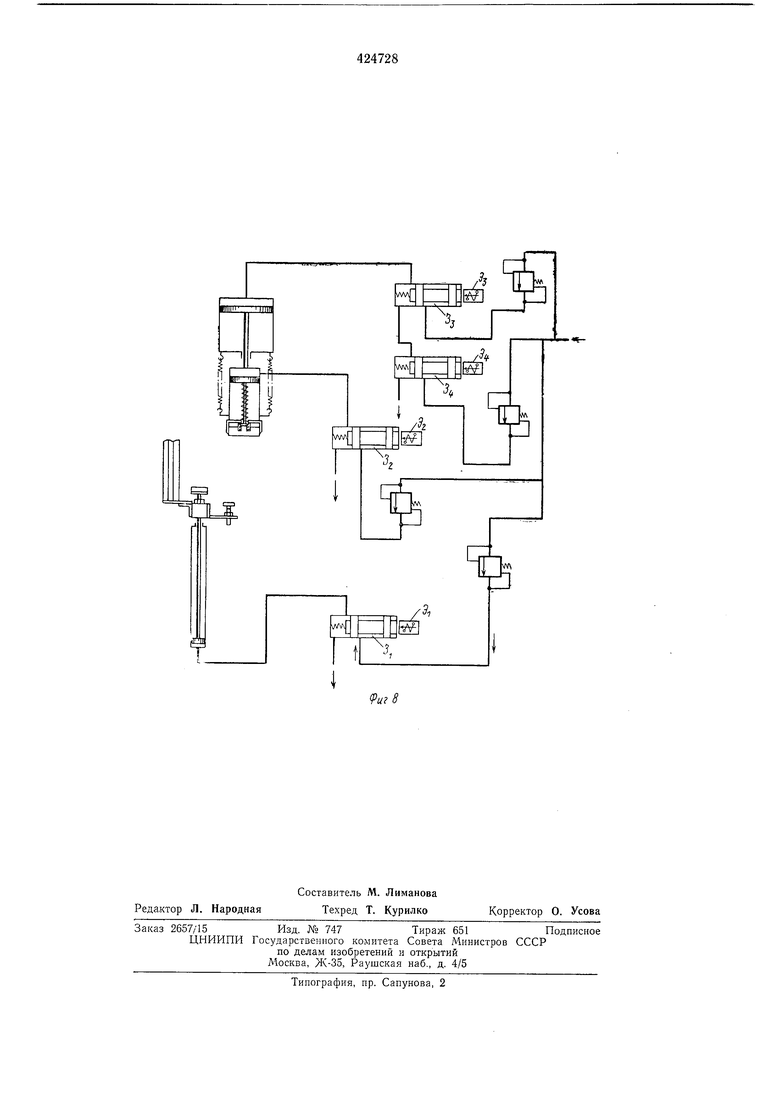
На фиг. 1 изображен автомат, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - механизм транспортировки и подачи материала; на фиг. 4 - рабочая головка с жестко укрепленной сварочной матрицей; на фиг. 5 - то же, с подпружиненной сварочной матрицей; на фиг. 6 - резак со специальной
заточкой; на фиг. 7 - электрическая схема управления работой автомата; на фиг. 8 - пневмосхема автомата.
Автомат для изготовления изделий из искусственной кожи и натуральных материалов
с терполастической прослойкой содержит станину, высокочастотный генератор, схему управления и рабочие механизмы.
На плите 1 станины укреплены стойки 2, соединенные в верхней части плитой 3. На
плите смонтирован пневматический привод, содержащий силовой вырубочный цилиндр 4, верхний фланец 5 которого соединен с нижним фланцем 6 шпильками 7. Выходная часть штока силового цилиндра выполнена в виде
дополнительного пневмоцилиндра 8, обеспечивающего сваривание детале изделия и перемещающегося в направляющей 9. На подпружиненном штоке 10 дополнительного пневмоцилиндра закреплена рабочая головка 11,
ударником которой является корпус 12 пневмоцилиндра. В прорезях крышки корпуса укреплена плапка 13 с пружинами 14, концы которых соединены с нижним фланцем 6 силового вырубочного цилиндра. На плите I установлен изолятор 15 с вырубочной металлической плитой 16, которая является электродом.
Для транспортировки и подачи материала имеется механизм с электромагнитным приводом, схема управления которого позволяет производить настройку на соответствующую длину транспортировки материала установкой реле времени. Механизм содержит ведущий вал 17, закрепленный на серьге 18 и вращающийся от щкива 19, свободно сидящего на оси 20, жестко укрепленной на станине.
С торцом щкива шарнирно соединен шлицевой валик 21, входящий во втулку 22, конец которой щарнирно связан с валом 17. Серьга 18 подвещена на кронщтейне 23, который укреплен на одной из стоек 2 и имеет опоры для электромагнита 24. Сердечник электромагнита соединен с рычагом 25, имеющим вннт для установки сердечника по высоте.
К серьге прикреплены щпильки 26, соединенные планкой 27 и несущие пружины 28.
Под ведущим валом 17 расположен вал 29, свободно установленный в подшипниках.
Для натяжения материала прслчусмотрен вал 30, свободно установленный в подпружинепных подшипниках, укрепленных в направляющих 31. Крайнее верхнее положение вала 30 фиксируется упорами 32. Натяжение материала осуществляется валом 33, свободио установленным в серьге 34, с обеих сторон которой раеполол ены ползуны, обхватывающие направляющие 35.
Винт 36 служит для регулирования усилия прижима вала 33 к материалу.
Для остановки автомата при окончании подачи материала имеется механизм, содержащий телескопический рычаг 37, соединенный с подпружиненной планкой 38, которая свободно установлена на нальце 39, жестко укрепленном на рычаге 40. На конце телескопического рычага укреплен ролик 41, взаимодействующий с контактным роликом 42, свободно сидящем в проушинах планки 43, которая установлена с возможностью перемещепия вместе с роликом 42 по пазу в плите 15. Нланка 43 фиксируется винтом 44, который соединен с реле останова.
Вращение щкива 19 осуществляется через ременную передачу от щкива редуктора, приводимого во вращение электродвигателем 45.
Для экранирования высокочастотного нагрева и для безопасности рабочая зона автомата снабжена антимагнитной шторкой защиты 46, перемещаемой по направляющим от щтока 47 цилиндра 48 через насадку 49, взаимодействующую с конечным выключателем, осуществляющем контроль за онусканием щторки.
Автомат имеет несколько сменных рабочих головок разной конструкции. Рабочая головка, изображенная на фиг. 4, содержит сварочную матрицу 50, жестко укрепленную на щтоке 10 пневмоцилиндра 8, и нодвижный подпружиненный ударник 51 с резаком 52.
На фиг. 5 изображена рабочая головка с подпружиненной сварочной матрицей 53 и жестко укрепленным на штоке 10 ударником 54 с резаком 55. Между основанием ударника и сварочной матрицей установлены пружины 56. Упор 57 служит для удержания матрицы под
воздействием пружин.
На фиг. 6 изображен ударник 58, жестко укрепленный на щтоке 10 для воздействия на резак 59 со специальной заточкой, устанавливаемый на материал 60. Для отвода готовых
деталей служит лоток 61.
Схема управления работой автомата предусматривает возможность работы в разных режимах в зависимости от вида рабочей головки, а также имеет дополнительно блоки
управления механизмом транспортировки и подачи материала, синхронизацией работы вырубочного и сварочного пневмоцилиндров и перемещением щторки защиты. Для управления автоматом служит пульт
62, на который выведены кнопки управления, сигнальные лампы и контрольные приборы.
Автомат работает следующим образом. При нажиме па кнопку П сработает контактор Ki (если контакты струйного реле PC будут замкнуты, т. е. при наличии протока воды для охлаждения анода лампы 1Л), который заблокирует контактами 1-Ki кнопку fli и запитает обмотку реле времени PBi, а контакты 2-KI и 3-ivi подадут напряжение на стабилпзирующий трансформатор 4Т. Через пусковой дроссель 71 получают гп тание трансформаторы накала тиратронов и генераторной лампы 2Т и ЗТ, а дроссель ограничивает пусковой бросок тока в цепи холодного катода
лампы 1Л. Через 25-30 сек замыкаются контакты 1-РВ|, вызывая срабатывание контактора К2. При этом контакты 3-Кг шунтируют дроссель 7/ и на накал ламп 1Л и 2Л-7Л подается но.л1инальное напряжение, одновременно контакты 2-Кг запитывают сигнальную ла.мпу ЛС, сигнализирующую о накале ламп 1Л и 2Л-7Л и обмотку реле времени РВг, время срабатывания которого равно времени разогрева тиратронов 2/1-7Л и составляет
2-2,5 мин, а нормально закрытые контакты 1-Кг обесточат реле PBi.
После того, как замкнутся нормально открытые контакты с выдержкой времени на замыкание 1-РВ2, сработает контактор Кз, заблокирует контактами 1-Кз контакты 1 - РВа, разомкнет нормально закрытые контакты 2-Кз, обесточив реле времени PBj, замыкаются контакты 3-Кз и 4-Кз- В цепи схемы управления автоматом, загорается сигнальная лампа ЛСз на пульте 62, сигнализирующая О прогреве тиратронов 2Л-7Л и разрешении работать на автомате.
Автомат может работать в четырех режимах в зависимости от вида работы (полуавтоматическая - работа без протяжки матетериала и с протяжкой материала - автоматическая) и от вида применяемых рабочих головок.
Каждому режиму соответствует определениое положение универсального переключателя УП, который может занимать пять положений: О - нейтральное, AI и Аа - поворот в в два положения, BI и Б2 - поворот в два положения.
Установка универсального переключателя УП соответствует следующим режимам: А, - полуавтоматическая работа без протяжки материала с применением рабочей головки, изображенной на фиг. 6; АЗ- автоматическая работа с протяжкой материала с применением рабочей головки, изображенной на фиг. 6; BI- полуавтоматическая работа без протяжки материала с применением рабочих головок, изображенных на фиг. 4 и 5; BS - автоматическая работа с протяжкой материала с применением рабочей головки, изображенной на фиг. 5.
Автомат работает в режиме AI следующим образом.
Выключатель ПВ и тумблер ТВ должны быть разомкнуты. Универсальный переключатель УП должен быть повернут вправо (положение AI). При этом размыкающий контакт УП, расположенный в цепи обмотки электромагнита Эз, замкнут, размыкающий контакт в цени электромагнита Э разомкнут, размыкающий контакт в цепи схемы управления протяжного механизма разомкнут.
Далее включают автоматический выключатель АВ, приводится в действие электродвигатель Д1 вентилятора для обдува генераторной лампы 1Л. Материал укладывается на плиту 16. Одновременным нажимом на кнопки П2 и Пз запитывается обмотка электромагнита Эь в результате щток золотника 3 перемещается, закрывая полость выхода в атмосферу, и открывается полость подачи воздуха в цилиндр 48, щток 47 которого перемещает насадку 49. Шторка защиты 46 перемещается вверх по направляющим, закрывая рабочую зону автомата.
Как только щторка закроется полностью, кнонки П2 и Пз освобождают, т. к. специальный винт 63 с дисковой головкой нажмет на телескоп конечного выключателя ВК, контак-. ты которого, замыкаясь, занитают контактор Ks, который заблокирует контактами 1-Ks кнопки Пз и Пз, а контактами 2-Ко запитает обмотки электромагнита Эз и реле времени PBi. Шток золотника 32 переместится, цилиндр 8 заполнит воздух требуемого давления, щток 10 опустится и прижмет сварочную матрицу 50 к материалу, подлежащему обработке. После того, как произойдет полное прижатие с требуемым усилием, реле времени РВ4 настраивается на время заполнения цилиндра 8 воздухом, сработает реле времени РВ4 и замкнет контактами 1-РВ4 цепь обмотки контактора К4, нормально открытые
контакты которого подают напряжение на анодный трансформатор IT.
Контакты 1-РВ4 блокируются контактами 1-К п эти же контакты подают напряжение на обмотку реле времени РВз.
Высокое напряжение со вторичной обмотки трансформатора IT подается на высоковольтный выпрямитель и далее - на анод генераторной лампы 1Л. Выдержка времени реле РВз равна времени высокочастотного нагрева материала, а контроль подачи нагрева осуществляется спгнальной лампой ЛСз. Сработав, реле времени размыкает свои нормально закрытые контакты с выдержкой времени на размыкание 1-РВз. обесточив контактор Ki, контакты которого размыкаются в цепи первичной обмотки трансформатора IT.
Прекращается высокочастотный нагрев и контактор Ks теряет питание, размыкая контакты 1-Ко и 2-Ко- При этом теряет питание электромагнит Эь но щторка 46 не успевает отойти, пбо воздух ПЗ цилиндра 48 еще не выщел. Функцию контактов 1-КБ принимают контакты 1-Кб и 3i и ставятся вновь под напряжение.
Потеряв питание, электромагнит Эз прекращает воздействовать на щток золотника Зг, и пружина перемещает щток, который перекрывает входную полость и соединяет цилиндр 8 с выходной полостью, но т. к. выход золотника Зо заужен, то воздух не сразу выходит из цилиндра 8, поэтому некоторое время сварочная матрица продолжает оставаться в рабочем положении.
Контакты 2-РВз подают нанрялчение на обмотку реле времени РВ и на контактор KG. который запитает электромагнит Эз контактами 2 - Кб. Шток золотника Зз переместится, и воздух заполнит цилиндр 4. При этом цилиндр 8 опускается и ударяет ударником 12 по подвпжному ударнику 51. Резак 52 производит разруб материала.
Величина давления на резак зависит не только от цилиндра и давления на поршень, но и от времени заполнения цилиндра 4, на которое и настраивается реле PBs. Сработав, реле РВз размыкает нормально закрытые контакты с выдерл кой времени, необ.ходимой на размыкание 2-PBs, размыкая цепь собственной обмотки в цепи обмотки контактора Кб, который разомкнет контакты 1-Ке и 2-Кв. Электромагниты Эз и Э1 теряют питание, цилиндр 8 под действием 14 возвращается в исходное положение, так как усилие пружины 64 рабочей головки больще усилия пружины 65 щтока 10 цилиндра 8. Сварочная матрица выдвигается ниже плоскости лезвия резака 52, поэтому готовая деталь выпадет после вырубки.
Потеряв питание, электромагнит Э1 не будет воздействовать на щток золотника Зь который пружиной вращается в исходное положение. Воздух выходит из цилиндра 48 в атмосферу, щток 47 под тял естью насадки и щторки опускается, открывая доступ в рабо7чую зону для удаления детали и установки материала для следующей детали. Очередной пуск осуществляется кнопками П2 и Пз. Работа автомата в режиме АЗ. В этом режиме выключатель ПВ включен5 для пуска в работу двигателя Да, также включен тумблер ТВ для подачи напряжения на реле РО. Универсальный переключатель УП повернут до упора вправо, что означает положение Аг. При этом размыкающий контакт10 УП, расположенный в цепи обмотки электромагнита Э2 замкнут, размыкающий контакт в цени обмотки электромагнита 84 разомкнут, размыкающий контакт в цени схемы управления протяжного механизма замкнут.15 Копец рулона закладывают между валами 33 и 30 и между валами 17 и 29. Далее работа автомата происходит аналогично описанному для режима АЬ Однако, носле того как сработает реле времени РВз, оно замкнет20 свои нормально открытые контакты с выдержкой времени на замыкание 4-PBs, сработает реле времени РВе и разомкнет свои нормально закрытые контакты З-РВе в цепи контактора Ks, а контактами 1-РВе заблокирует25 контакты 4-PBs. Реле времени РВе предназначено для того, чтобы включить механизм транспортировки носле того, как выйдет воздух из цилиндра 4, в результате этого резак и сварочная матри-30 ца отойдут от материала. По истечении времени, необходимого на выход воздуха из цилиндра 4, замыкаются нормально открытые контакты с выдержкой времени на замыкание 2-РВб, сработает реле времеии РВ/, ра-35 зомкнет нормально закрытые контакты 3- РВу в цепи контактора Ks н заблокирует контактами 1-РВ/ контакты 2-PBg. Одновременно получает питание контактор К/. Контакты I-К нодадут напряженне на40 электромагнит Эз, который, сработав, нереместит рычаг 25, винт 66, планку 27 и соответственно шпильки 26, которые опустят серьгу 18 с ведущим валом 17 до соприкосновения с материалом. При этом происходит транснор-45 тировка материала, представляющего высечку, и одновременно вырубленную носле нагрева готовую деталь. Транспортировка происходит на длину, онределяемую временем нахождения ведущего вала 17 в рабочем положе-50 НИИ. После того как нормально закрытые контакты 2-РВг с выдер ккой времени на размыканне разомкнутся, потеряют нитание реле РВ7, контактор К н электромагнит Эь- Под55 воздействием пружины 28 ведуншй вал 17 возвратится в исходное положение, и транснортировка прекратится. Как только обмотка реле времени РВу потеряет питание, замкнутся нормально закрытые60 контакты 3-РВу, сработает контактор Ks, и весь нроцесс работы автомата повторится. Когда материал закончится, ролик 41 соприкоснется с контактным роликом 42, сработает реле РО, разомкнет нормально закрытые кон-65 8 такты I-РО в цени контактора Кз и 2-РО в цепи контактора Ks- Потеряв нитание, контакторы Ks и Кз размыкают свои контакты 1-Кз и 1-Ks, электромагнит 3i теряет питание, в результате этого шторка 46 опускается, Р абота автомата в режиме Б В этом случае универсальный переключатель УП повернут влево, что означает положение Bj. При этом размыкающий контакт, расположенный в цепи электромагнита Эа, разомкнут, размыкающий контакт в цени обмотки электромагнита Э замкнут, размыкаюЩий контакт в цени схемы унравления механизма транспортировки разомкнут. Разомкнуты ПВ и ТВ. В этом режиме применяются рабочие головки, изображенные на фиг. 5 и 6. При нажатии на кнонки Пг и Пз сработает электромагнит Эь закроется шторка 46, замкнутся контакты ВК, сработает контактор Ks, контакты 1-Кз заблокируют кнонки П2 и Пз, контакты 2-Ks подадут нитание на электромагнит 84 и реле времени РВ4. Электромагнит i переместит шток золотника 3, и воздух через нерабочую нолость золотника Зз заполнит цилиндр 4, цилиндр 8 опустится и прижмет через ударник 12, жестко посаженный на шток 10, ударник 54, который через пружины 56 прижмет сварочную матрицу 53 к обрабатываемому материалу. Однако резак 55 не касается материала, так как усилие, создаваемое цилиндром 4, не превышает усилия нолного сжатия пружин 56, и воздух, подаваемый в цилиндр 4, находится под давлением, которое ниже основного давления воздуха в магистрали. После того как сработает реле времени РВ контакты 1-РВ4 с выдержкой времени на замыкание запитают коптактор К4, через нормально открытые контакты которого нодается напряжение на анодный трансформатор IT, контакты 1-РВ4 блокируются контактами 1-К4, подавая одновременно нанряжение на обмотку реле времени РВз. Высокое напрял ение со вторичной обмотки трансформатора IT подается на высоковольтный вынрямитель и далее - на анод лампы 1Л. Происходит высокочастотный нагрев материала. Сработав, реле РВз размыкает нормально закрытые контакты с выдержкой времени на размыкание, 1-РВз обесточит контактор К4, теряет питание трансформатор IT и прекращается нагрев, теряет питание и контактор Кз, одновременно замыкаются контакты 2-РВз. Потеряв питание, контактор Ks размыкает свои контакты 1-Ks н Кз-Кз. Шток золотни- ка Зц возвращается в исходное положение, но так как контакты 2-РВз подают питание на реле времени PBs и контактор Ке, который контактами 2-Кб запитает электромагнит Эз, то цилиндр 4 занолняется воздухом еще большего давления, т. е. давлением, равным давлению в магистрали. При подаче напряжения на реле времени PBs нормально закрытые контакты 3-PBs в
9
цепи контактора Ks разомкнутся, а контакты контактора KR заблокируют кнопки По и ПзПри подаче давления большего, чем усилие пружины 56, последняя сжимается, и резак 55 производит разруб.
После того как нормально закрытые контакты с выдержкой времени на размыкание 2- PBs разомкнутся, теряют питание реле РВ., контактор Кб и электромагнит Эз. Воздух из цилиндра 4 устремляется в атмосферу, а цилиндр 8 нод действием пружин 14 возвращается в исходное положение. Размыкаются также контакты 1-Кб, теряет питание электромагнит Э|, и гиторка 46 опускается, открывая доступ в рабочую зону для удаления детали и установки материала -для следующей детали. Очередной пуск осуществляется двумя кнопками П2 и Пз.
Работа автомата в режиме Б2.
В этом случае универсальный переключатель УП повернут до упора влево, что означает положение Бо. При этом размыкающий контакт, расположенный в цепи обмотки электромагнита Эг, разомкнут, размыкающий контакт, расположенный в цепи обмотки электромагнита Э4, замкнут, размыкающий контакт в цепи, схемы управления протяжного механизма замкнут. Включены ПВ и ТВ.
Работа автомата в данном случае будет происходить аналогично описанному для режима Б,, а работа транспортировки механизма и его схемы аналогична описанию для протяжного механизма в режиме А2.
Для смены рабочих головок в схеме автомата предусмотрен тумблер-переключатель ТП. Для замены рабочей головки необходимо
10
переключить тумблер ТП из положения I в положение П. При этом снимается напряжение со схемы запуска автомата и непосредственно подается на электромагнит Зо, щток 10 опускается.
Для того, чтобы снять рабочую головку, изображенную на фиг. 4, необходимо отвернуть удерживающий ее винт 67. При полном разжатии пружины 65 лезвие резака 52 закрывает головку винта, поэтому необходимо поднять ударник 51 для доступа к винту.
Предмет изобретения
Автомат для изготовления изделий из искусственной кожи н натуральных материалов с термопластической прослойкой, например обувных, содерлсащий станину, рабочую головку, подвижную щторку защиты, механизм
для транспортировки и подачн материала, высокочастотный генератор, привод с силовым вырубочным цилиндром и схему управления работой автомата, отличающийся тем, что, с целью повыщенпя производительности
труда, привод выполнен пневматическим, при этом выходная часть щтока силового вырубочного цилиндра выполнена в виде дополнительного сварочного пневмоцилиндра, на щтоке которого закреплена рабочая головка, а его
корпус является ударником для рабочей головки, при этом схема для управления работой автомата имеет дополнительно блоки управления механизмом для транспортировки и подачи материала, синхронизации работы вырубочного и сварочного пневмоцилиндров и перемещения щторки защиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления гидроприводом вырубочного пресса | 1988 |
|
SU1567632A1 |
| Противоугонное устройство транспортного средства | 1987 |
|
SU1516399A2 |
| Автоматическая линия для изготовления стержней | 1986 |
|
SU1386359A1 |
| Устройство для автоматической дуговой сварки | 1989 |
|
SU1715527A1 |
| Устройство управления гидроприводом вырубочного пресса | 1986 |
|
SU1454859A1 |
| Устройство для управления гидроприводом вырубочного пресса | 1983 |
|
SU1326618A1 |
| Устройство для определения кредитоспособности телефонных абонентов на право ведения междугородних телефонных переговоров | 1939 |
|
SU57749A1 |
| УСТРОЙСТВО для ДИСТАНЦИОННОГО УПРАВЛЕНИЯ ГРУППОЙ ДВУХПОЗИЦИОННЫХ ОБЪЕКТОВ | 1973 |
|
SU368704A1 |
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ | 1966 |
|
SU182267A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ОБУВИ | 1971 |
|
SU303352A1 |
X
7J
5
55 56 55
5
58 1U
