Применяемые способы регулирования величины сварочного тока в аппаратах для ручной электродуговои сварки осуществляются вручную, что связано с большими затратами рабочего времени на переходы от места сварки к сварочному аппарату; выключение сварочного аппарата иа время хо/юстого хода с места свирки требует И1)оводки доно.миител1Л1ос() кабеля. Пе|)еход иа диетаниио1Н1ос управление сварочным дросселем с места сварки требует прокладки дополнительных проводов между сварочным аппаратом и местом сварки.
Предлагаемое устройство не имеет этих недостатков и позволяет устанавливать величину сварочного тока с места работы сварни1ка но проводам сгзарочной цепи, а также автоматически выключать сварочный трансформатор иа время холостого хода.
Ве/1ич11на сварочного тока уста)|авливается с портативного переносного устройства, состоян;его из омического секционированного сопротивления, которое подключается ла время установки величины сварочного тока к электроду и земле, и служит для установки тока в дистанционном реле, подключенном к вторичиой цепи сварочного
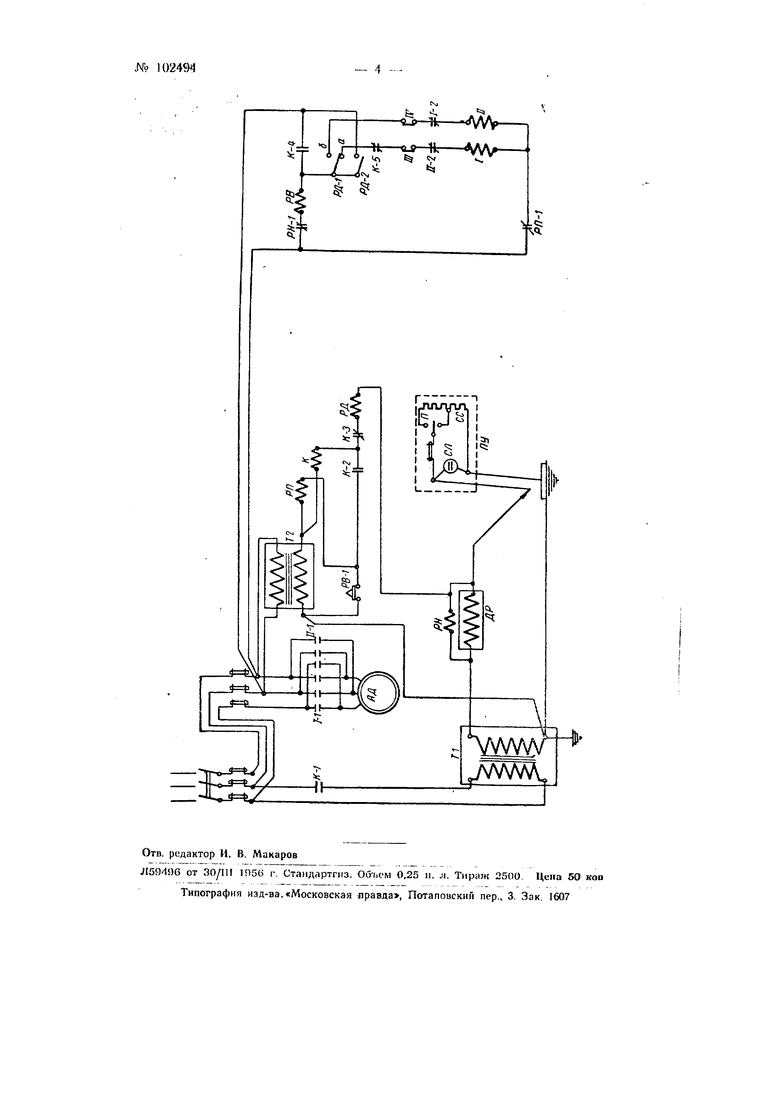
трансформатора и возбуждаемом током, протекаюншм по проводам сварочной цепи. Дистанциошюе ре.мс служит для включения цепи питания реверсивных магнитиых пускателей электродвигателя, устанавливающего положение сердечника дроссе.мя. Автоматическое выключение холостого хода траисформатора достигается системой реле. УстроИсшо состоит (см. че1)теж) из иодключс:;ных к сварочному трансформатору Т-1 и дросселю ДР электромагнитного коитактора К с линейным контактом К-1, нормально открытыми (н. о.) контактами К-2 и К-4 и нормально закрытыми (и. 3.) контактямн К-3 и К-5; асинхронного двигателя АД; вспомогательного траисформатора Т2; нромежуточного ро.ю РП с п. 3. контактом Я/7-/; дистанционного реле РД с переключаюи1нмся на два полол ення а и б контактом РД-} н н. о. контактом РД-2: реле напряжения РН с н. з. контактом РН-1; иереиосио1Ч) устрО| |ства ЯУ (на чертеже обведено пунктиром), состоящего из секционированного сопротивления СС, переключателя Я и сигнальной неоновой лампы СЛ; роле времени PS с н. з. контактом РВ-1; реверсивных контакторов (магнитных пускателей) асинхронного двигателя / и // с н. о. контактами
/-/ и //-/ и II. 3. ког(тактами 1-2 и П-2: конечных выключателей /// и /С.
До lie IB не устропств;).
При включении сварочного трансформатора в сеть (нагрузка во вторичной непи трансформатора Т отсутств -ет) через вспомогательный Т ра1 сформатор Т2 получаст питание катушка электромагнитного контактора К; однако сработать последний не может, так как индуктивное сопротивление вторичной обмотки трансформатора Т1 велико. Срабатывая в момент зажигания дуги, контактор К н. 3. контактом /С-5 исключает возможность срабатывания реверсивного магнитного пускателя /; н. о. контактом К-4 подает питание на катушку реле времени РВ; н. о. контактом К-2 переводит пита1П1е катушки контактора /С через н. 3. блок-коптакт реле времени РВ-}; и. 3. контактом К-3 отключает трансформатор Т2 от вторичной обмотки трансформатора /) и лннейUbiNt контактом /С-/ подает питание па сварочный трансформатор TJ.
Пои разрыве дуги реле папрял ення РН свонм II. 3. контактом РН-1 замыкает день питания катушки реле времени РЛ, которое с необходимой выдержкой времени разрывает цепь пита ПИЯ катушки контактора К через свой н. з. контакт РВ-}, а следовательно, отключает сварочный трансформатор Т1 на время холостоIo хода.
При кратковременном разрыве дуги (меньше, чем выдержка РВ) контактор /С пе срабатывает.
Установка величины сварочного тока осуш,ествляется с помощью переносного устройства ЯУ при обесточенной катушке контактора /С, т. е. при отсутствнн дуги (сигнальная неоновая лампочка СЛ в приспособлении пе горит).
Для уве.чичсния сварочного тока переключатель Я секционированного сопротивления ставится в положение, включаюш,ее обе секцни сопротивления. Дистанционное реле РД, получая питание через н. з. контакт К-3, срабатывает и своим н. о. контактом РД-2 подает питание катудгке реле времени РВ (переключающийся контакт РД-} остается в положении а),
которое через свой н. з. контакт РВ-} отключает Н1иание катушки промежуточного реле РП. Последпее замкнет свой п. 3. блок-коптакт ЯЯ-/ в цепи питания катушки реЕзерсивного пускателя /.
Реверсивный пускатель / замыкает через свой н. о. контакт /-/ цень питания асинхронного электродвигателя АД, который, будучи соединен с сердечником дросселя ДР, при вращении увеличивает .зазор в последнем и тем самелм увеличивает силу сварочиого тока.
Для уменьшения величины сварочного тока переключатель Я секционированного сопроти голени я СС ставится в положение, включающее одну секцию сопротизлепия. В данiroM случае переключающийся контакт РД-} дистанционного реле РД переключится на положе1П1е 6 и питание получит катушка реверсивного нускателя, который замкнет через свои н. о. контакты Я-/ цепь питания электродвигателя АД, который будет вращаться в обратную сторону, тем самым уменьшит зазор в дросселе, и, следовательно, уменьшит величину сварочного тока.
Для ограничения хода сердечника дросселя в обе стороны устанавливаются конечные выключатели /// и IV.
Предмет изобретения
1. Устройство для диста1щионной установки величины сварочного тока в аппарате для электродуговой сварки, снабженном сварочным дросселем, подвижной элемент которого перестанавливается с помощью реверсивного электродвигателя, переключаемого реверсирующими контакторами, управляемыми дистангитонным реле, о т л и чаю щ е е с я тем, что, с целью осуществления у;правления дросселем с места сварки без дополнительных проводов между сварочным аппаратом и местом сварки, применено секционированное сопротивление, которое при установке сварочного тока включается между сварочным электродом и земле и служит для установки тока в дистанционном реле, подклю- 3 -№ 102494
ЧС11ИОМ к вторичной цепи сварочного2. В устройстве по п. 1 применение
трансформатора и возбуждаемом то-реле времени, служащего для отклюком, протекающим по проводам сва-чеиия сварочного аппарата при хорочной цепи../чостом ходе.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дистанционной установки величины сварочного тока | 1980 |
|
SU893444A1 |
| Устройство для дистанционного управления магнитным пускателем | 1952 |
|
SU95130A1 |
| Устройство для ограничения холостого хода сварочного трансформатора | 1958 |
|
SU117928A1 |
| Устройство для сварки электрозаклепками | 1957 |
|
SU108344A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ВКЛЮЧЕНИЯ И ОТКЛЮЧЕНИЯ ПОДАЧИ ЗАЩИТНЫХ ГАЗОВ | 1965 |
|
SU174742A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДЛЯ УГОЛЬНЫХ КОМБАЙНОВ И ЗАБОЙНЫХ КОНВЕЙЕРОВ | 1972 |
|
SU326363A1 |
| Автоматическое устройство для понижения напряжения холостого хода | 1972 |
|
SU445540A1 |
| Способ сварки электрозаклепками | 1957 |
|
SU108351A1 |
| Устройство для автоматического включения сварочного трансформатора | 1944 |
|
SU66846A1 |
| Автоматический выключатель холостого хода сварочного трансформатора | 1948 |
|
SU83590A1 |