Ленты 3 и 4 упаковочного материала выполнены из экструдированного вспененного полистирола, с обеих сторон покрытого пленкой из однородного полистирола, а полоска 8 защитного покрытия - из гомогенного пластика.
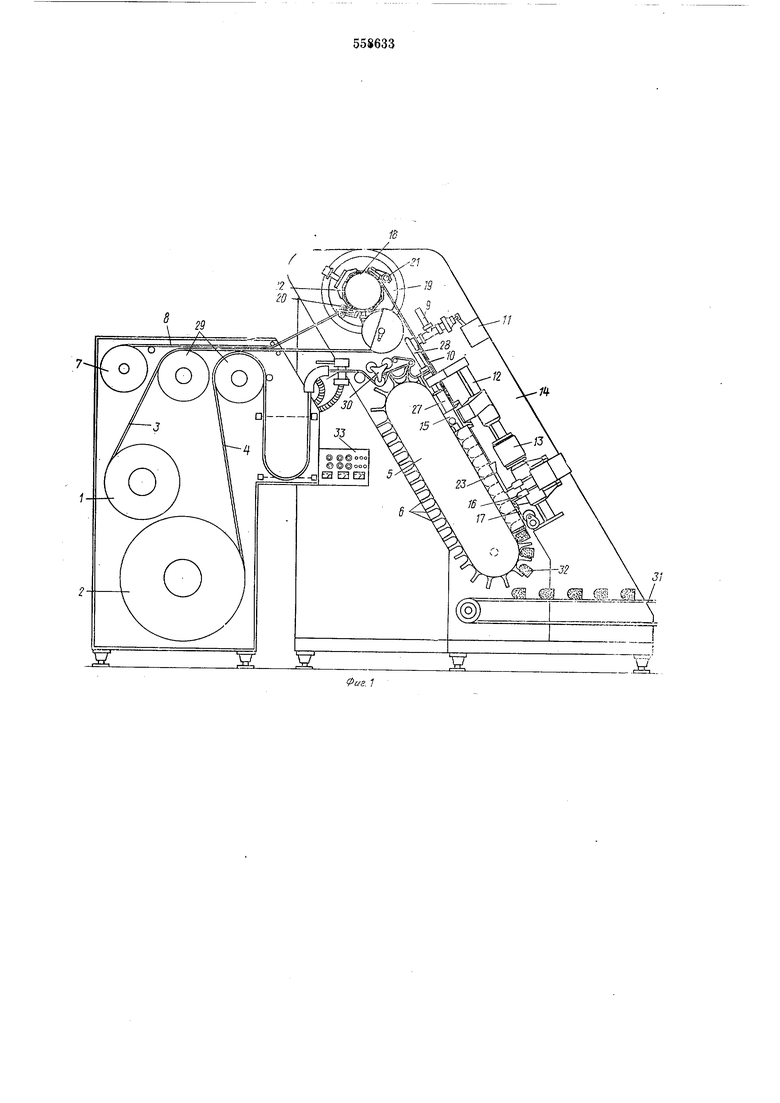
Дозатор продукта включает в себя патрубки 9 и 10 для подачи упаковываемого продукта и управляющий клапан 11.
Механизм для запечатывания и отделения пакетов содержит колонку 12, смонтированную в подшинниках 13, укрепленных на раме 14, установленные на колонке 12 фальцирующее приспособление 15, сваривающий и режущий элементы 16 и 17. Колонка 12 смонтирована с возможностью возвратно-поступательного перемещения, синхронного по отношению к ячейкам 6, которые движутся вниз при рабочем ходе. В колонке 12 имеются несколько формирующих поверхностей, щирина каждой из которых соответствует расстоянию между двумя рядом расположенными ячейками 6 транспортера 5.
Механизм для соединения лент унаковочного материала включает в себя барабан 18 с наружным ободом 19, выполненным в виде пластины с возможностью возвратно-поступательного перемещения вокруг барабана. На ободе 19 смонтированы перфоратор (не показан), приспособление 20 для нанесения отрывной полоски, формующий и реЛСущий элемент 21 и нагреватель 22.
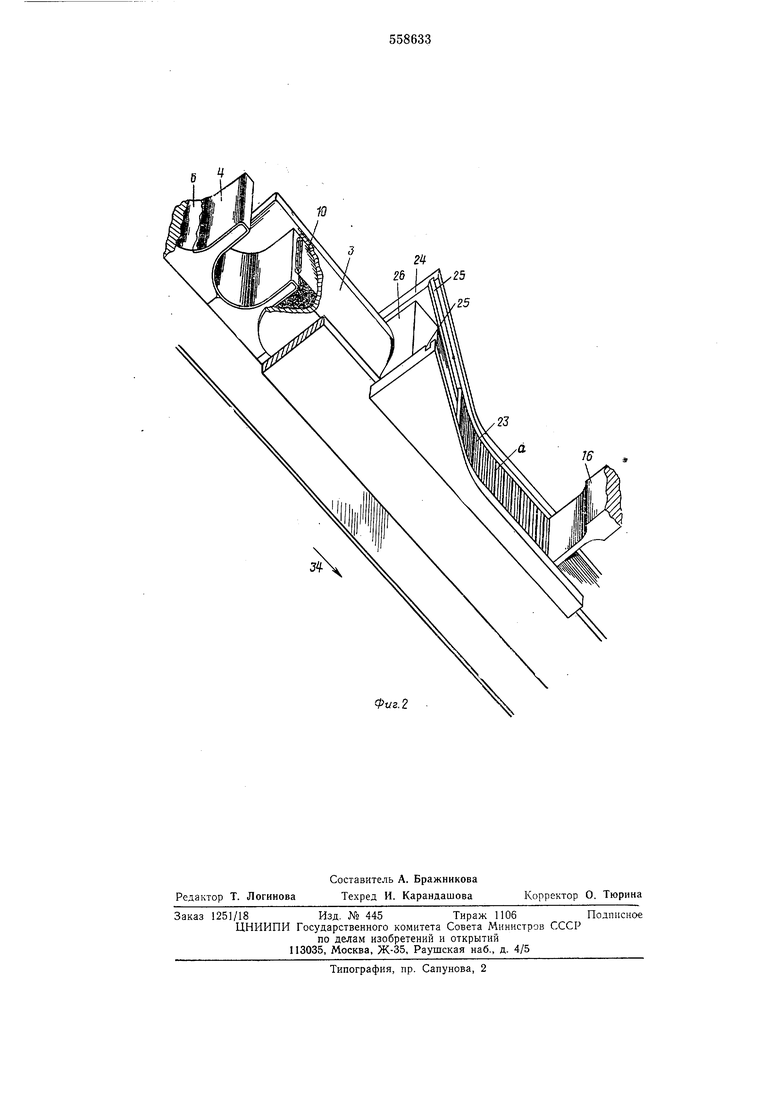
Перед механизмом для запечатывания и отделения пакетов установлен с возможностью возвратно-поступательного перемещения гибкий лист 23 (фиг. 2), выходной конец которого расположен параллельно направлению перемещения лент 3 и 4, а входной конец - под углом.
Гибкий лист 23 размещен между боковыми элементами 24, имеющими клиновидную форму и установленными параллельно один другому. В плоскостях элементов 24, обращенных одна к другой, имеются канавки 25, служащие для направления гибкого листа 23 при его перемещении, при этом длина гибкого листа равна половине длины канавки 25, а выходной конец гибкого листа укреплен на сваривающем элементе 16.
Под входным концом листа 23 параллельно канавке 25 расположен клиновидный элемент
26,нижняя поверхность которого имеет вогнутую форму, переходящую в направлении перемещения лент в плоскую форму.
Гибкий лист 23 выполнен из пластического материала (пластмассы) и может быть выполнен из нескольких шарнирно-соедпненных плоских элементов, например из нержавеющей стали. Лист 23 имеет поперечно расположенные канавки а для возможности сгибания листа нри его угловом перемещении вдоль канавки 25.
В устройстве имеются также нагреватель
27,патрубок 28 для подачи воздуха, направляющие ролики 29 для лент 3 и 4 упаковочного материала, механизм 30 для формования на ленте 4 гофр, транспортер 31 для удаления заполненных и запечатанных пакетов 32 из устройства и панель 33 управления, включаю5 щая в себя все необходимые управляющие и контрольно-измерительные нриборы для контроля за температурой в различных зонах нагрева и т. д. Устройство работает следующи.м образом.
10 Лента упаковочного материала с помощью подающего барабана 18 проводится через приспособление 20 для нанесения отрывной полоски, формующий и режущий эле.мент 21 и нагреватель 22, при этом осуществляются про15- бивка разливочного отверстия, номещение на последнее отрывной полоски, нагрев и термоформование и обрезание кромок ленты в основном под прямым углом к продольной оси ленты.
0 Полоска 8, сматываясь с рулона 7, накладывается посредством приспособления 20 на разливочное отверстие и закрепляется на ленте 3, причем на боковых кромках последней образуются язычки, длина которых соответствует
5 высоте ячеек 6 транспортера 5. Лента 3 подается со скоростью, равной скорости перемещения ячеек 6, проходит в направлении движения последних и при этом ориентируется относительно них таким образом, что ее централь0 пая часть помещается на верщине ячеек, а язычки ленты выступают за их пределы.
С помощью управляющего механизма (не показан) лента 3 перемещается таким образом, что ее прорези помещаются на фланцы ячеек 6.
Одновременно колонка 12, достигнув верхнего конечного положения, начинает перемещаться также вниз синхронно с перемещением ячеек 6. С помощью нагревателя 27 и патрубка 28 горячий воздух подается к нижней поверхности язычков ленты 3, в результате чего материал ленты размягчается и, тем самым, подготавливается к сварке. Язычки ленты 3 с помощью фальцирующего приспособления 15 загибаются вниз та-к, что прижимаются к боковым нагретым кромкам ленты 4, находящимся под боковыми кромками ячеек 6, при этом участки лент 3 и 4, наложенные один
0 на другой, свариваются, образуя механически прочное и герметичное соединение, стабилизируемое охлаждением места сварки фальцирующим приспособлением 15 в течение контакта.
5 Продукт подается по патрубку 10, расположенному под лентой 3 над ячейками 6, и заполняет пространство под лентой. Одновременно ленты 3 и 4 упаковочного материала и ячейки 6 перемещаются в направлении стрелки 34 с постоянной скоростью и проходят через вогнутую нижнюю поверхность клиновидного элемента 26, с помощью которого последовательно выравнивается поверхность, центральной зоны ленты 3 упаковочного материала к тому моменту, когда она вводится в контакт с участками ленты 4, находящимися на вершинах фланцев ячеек 6.
В течение повторного формования центральной зоны ленты 3 упаковочного материала отводятся излишки последнего.
Когда лента 3 упаковочного материала проходит над поверхностью клиновидного элемента 26, то она прижимается к участкам ленты 4 благодаря взаимодействию с гибким листом 23, в результате чего продукт пе может проникнуть между соседними полостями, подготовленными для запечатывания.
Возвратно-поступательное перемешение гибкого листа 23 определяется перемещением сваривающего элемента 16, поэтому его возврат в направлении, противоположном стрелке 34, осуществляется очень быстро, в то время, как скорость гибкого листа 23 при рабочем ходе в направлении стрелки 34 соответствует скорости движения ячеек 6. Гибкий лист 23 всегда перекрывает полностью расстояние между клиновидным элементом 26 и свариваюп1им элементом 16. Этим достигается то, что центральная зона лепты 3 имеет плоскую поверхность, а нродукт удаляется из зоны скрепления леит 3 и 4.
Вогнутая нижняя поверхность клиновидного элемента 26 может иметь выступы или канавки, которые ориентированы в направлении перемещения материала и способствуют равномерному распределению излишков продукта по всей его свободиой ширине таким образом, что они не образуют продольной складки под лентой 3.
Запечатывание пространства между лентами 3 и 4 осуществляется сваривающим элементом 16, при этом запечатывание осуществляется при опускании колонки 12 синхронно с ячейками 6. Полученные запечатанные пакеты
32 отделяются один от другого с помоип ю режлщего элемента 17 по линиям в зоне сварки. Готовые пакеты 32 переносятся с транспортера 5 на транспортер 31 для их удаления из устройства и размещения в коробки пли подобные им предметы (не показаны).
Управление работой устройства осуществляется с помощью панели 33 управления, где разметены необходимые управляющие и контрольно-измерительные приборы.
Формула изобретения
1. Устройство для упаковки продукта между двух лент, содержащее два рулонодержателя,
транспортер с ячейками для гофрирования ленточного материала, дозатор продукта, механизм для соединения другого леиточного материала с гофрированной лентой по линиям их контакта и механизм для запечатывания и
отделения пакетов, отличающееся тем, что, с целью повышения качества готового изделия, перед мехаиизмом для запечатывания и отделения пакетов установлен с возможностью возвратно-поступательного перемещения
гибкий лист, выходной конец которого расположен параллельно направлению перемещения лент, а входной - под углом.
2.Устройство по п. 1, отличающееся тем, что под входным концом листа расиоложеп клиновидный элемент, нижняя иоверхпость которого имеет вогнутую форму, переходящую в паправлении перемещения лент в ПЛОСКУЮ форму.
3.Устройство но пп. I и 2, отличающеее я тем, что лист выполиеи пз пластического
материала.
4.Устройство ио пп. 1-3, отличающееся тем, что лист состоит из шарпирио-соединенпых илоских элемеитов.
25
Фчг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ УПАКОВКИ И ИЗГОТОВЛЕНИЯ ПАКЕТОВ "МАЛЮТКА" | 2000 |
|
RU2200690C2 |
| УПАКОВОЧНЫЙ АВТОМАТ | 1998 |
|
RU2191722C2 |
| Устройство для упаковывания гибких листов из светочувствительного материала | 1986 |
|
SU1409524A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОГО КОНТЕЙНЕРА ИЗ СЛОИСТОГО МАТЕРИАЛА И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ИЗГОТОВЛЕННЫЙ С ПОМОЩЬЮ ЭТОГО СПОСОБА | 2000 |
|
RU2224698C2 |
| УСТАНОВКА И СПОСОБ РАСКРЫВАНИЯ, ЗАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ УПАКОВОЧНЫХ ПАКЕТОВ | 2014 |
|
RU2616817C1 |
| УПАКОВОЧНАЯ СКЛАДНАЯ КОРОБКА | 2000 |
|
RU2258646C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ С ОТКУПОРИВАЮЩИМ УСТРОЙСТВОМ И ОТКУПОРИВАЮЩЕЕ УСТРОЙСТВО | 1993 |
|
RU2118279C1 |
| СОНОТРОД | 2011 |
|
RU2564343C2 |
| ПАЧКА СИГАРЕТ И СПОСОБ ИЗГОТОВЛЕНИЯ ПАЧКИ СИГАРЕТ | 2010 |
|
RU2541752C2 |
| УПАКОВКА | 2011 |
|
RU2576006C2 |