Изобретение касается способа изготовления упаковочного контейнера из слоистого материала, в особенности упаковочного контейнера для напитков, выполненного с отверстием, которое закрывается с помощью отрывной полоски, а также касается упаковочного контейнера (пакета), изготовленного с использованием этого способа.
Жидкие продукты, а также достаточно вязкие продукты, содержащие компоненты в виде кусков, предлагаются сегодня в широком ассортименте в упаковочных контейнерах из слоистого материала. Весьма часто определенная часть потребителей испытывает необходимость в упаковочных контейнерах из слоистого материала, имеющих, в частности, простое приспособление для открывания при ручном воздействии. Известны различные виды приспособлений для вскрытия контейнера и извлечения его содержимого, такие как резьбовые укупорочные средства, укупорочные средства с защелкой, укупорочные элементы в виде клейких лент или отрывных полосок. Как правило, дополнительные затраты, связанные с присоединением таких приспособлений для вскрытия и извлечения содержимого, существенно увеличивают стоимость соответствующего упаковочного контейнера из слоистого материала.
Целью заявленного изобретения является обеспечение недорогого упаковочного контейнера, изготовленного из слоистого материала, с отверстием, закрытым с помощью отрывной полоски, а также обеспечение экономичного способа изготовления такого контейнера.
Указанная цель достигается согласно первой из альтернатив способа, общего для данного изобретения, посредством осуществления следующих операций:
пробивка отверстия в упаковочном материале,
нанесение покрытия на упаковочный материал, по меньшей мере, в области расположения пробитого отверстия,
формирование оболочки упаковочного контейнера из упаковочного материала с нанесенным на него покрытием,
подача оболочки упаковочного контейнера к упаковочной машине или же к устройству с оснасткой, расположенному перед упаковочной машиной по ходу транспортировки оболочки контейнера, и
прикрепление отрывной полоски к отверстию в оболочке упаковочного контейнера, осуществляемое в упаковочной машине или же в устройстве с оснасткой, расположенном перед упаковочной машиной по ходу перемещения оболочки.
Как альтернатива вышеуказанная цель достигается посредством следующих действий:
пробивка отверстия в упаковочном материале,
нанесение покрытия на упаковочный материал, по меньшей мере, в области расположения пробитого отверстия,
прикрепление отрывной полоски, или элемента для удаления содержимого, в упаковочной машине или же в устройстве с оснасткой, расположенном перед упаковочной машиной по ходу перемещения оболочки,
формирование оболочки упаковочного контейнера из упаковочного материала с нанесенным на него покрытием,
подача оболочки упаковочного контейнера к упаковочной машине или же к устройству с оснасткой, установленному перед упаковочной машиной, по ходу перемещения оболочки контейнера.
Способ согласно данному изобретению характеризуется тем, что пробивают отверстие в упаковочном материале и прикрепляют к пробитому отверстию отрывную полоску, или элемент для удаления содержимого контейнера, в испытанном процессе изготовления, используя упаковочную машину комплексного типа. Благодаря такому комплексному или подобному выполнению устройства требуемые технологические операции для формирования отверстия, закрытого отрывной полоской или элементом для удаления содержимого, выполняются, по существу, не требуя для этого дополнительного времени и, следовательно, с обеспечением экономичности. При этом нет необходимости ни в отдельном устройстве для покрытия пробитого отверстия, ни в приварке внутренней наклейки, ни в герметизации (снаружи) отрывной полоски, или элемента для удаления содержимого.
Если упаковочная машина оборудована устройством для стерилизации упаковочного контейнера, изготовленного из слоистого материала, то в этом случае отрывную полоску, или элемент для удаления содержимого, предпочтительно следует прикреплять до прохождения оболочкой позиции стерилизации.
В случае использования упаковочной машины, включающей оправочное колесо (колесо с установленными на нем оправками) для герметизации дна предварительно изготовленной оболочки упаковочного контейнера, было бы также желательно, чтобы и отрывную полоску прикрепляли на оправке этого оправочного колеса. В таком случае оправку используют в качестве элемента с опорной поверхностью. В особенности это выгодно, когда отрывную полоску прикрепляют посредством ультразвуковой сварки или высокочастотной сварки. В качестве альтернативы отрывную полоску можно прикреплять путем приклеивания.
Удобное возможное присоединение отрывной полоски, или элемента для удаления содержимого, достигается также в том случае, когда оболочку упаковочного контейнера подают к упаковочной машине таким образом, что отверстие в оболочке обращено во внешнюю сторону по отношению к упаковочной машине и поперек направления действия этой машины (направления, в котором в ней перемещают обрабатываемую оболочку контейнера).
В соответствии с другим имеющим преимущества вариантом осуществления способа согласно настоящему изобретению, соответствующая оболочка упаковочного контейнера может быть повернута вокруг своей продольной оси приблизительно на 90o в процессе ее прохождения между магазином, предназначенным для снабжения упаковочной машины предварительно изготовленными упаковочными оболочками, и позицией, где к оболочке прикрепляют отрывную полоску, или элемент для удаления содержимого контейнера.
Дополнительные преимущественные характеристики предложенного способа согласно данному изобретению определяются признаками зависимых пунктов формулы.
Настоящее изобретение поясняется ниже более подробно со ссылками на чертежи, иллюстрирующие различные примеры воплощения в соответствии с первой альтернативой предложенного способа изготовления согласно данному изобретению.
Фиг. 1 изображает схему, иллюстрирующую стадии изготовления оболочки упаковочного контейнера.
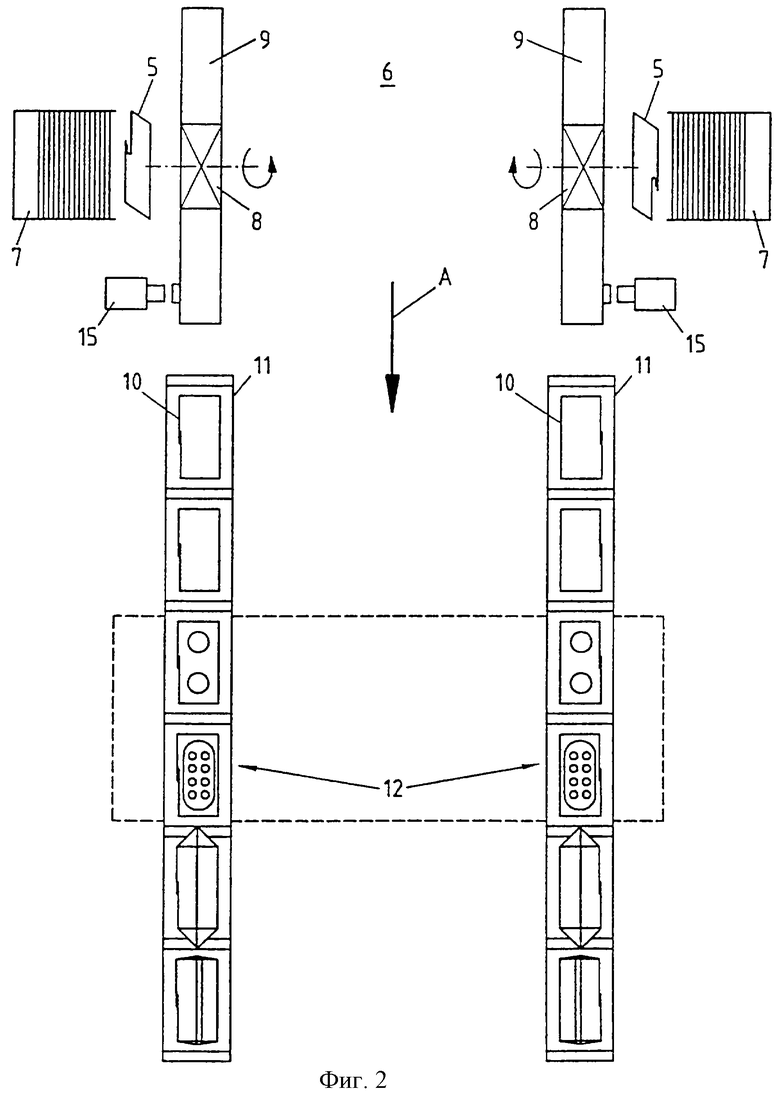
Фиг. 2 - схему упаковочной машины, выполненной с оправочным колесом, предназначенным для закрытия и герметизации дна предварительно полученной оболочки упаковочного контейнера в соответствии с фиг.1.
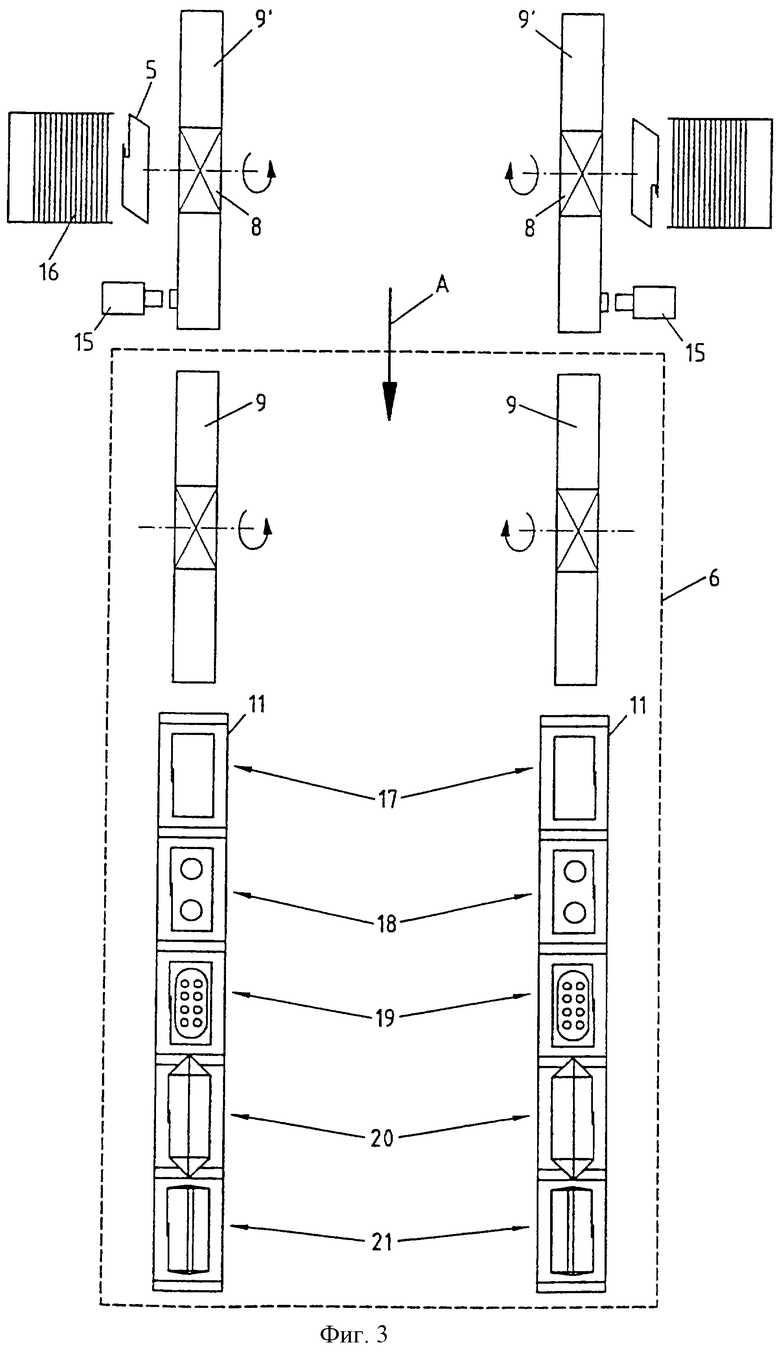
Фиг.3 - схему технологических операций в соответствии с данным изобретением, осуществляемых в упаковочной машине, где отрывную полоску прикрепляют на справочном колесе, размещенном перед упаковочной машиной по ходу перемещения оболочки упаковочного контейнера.
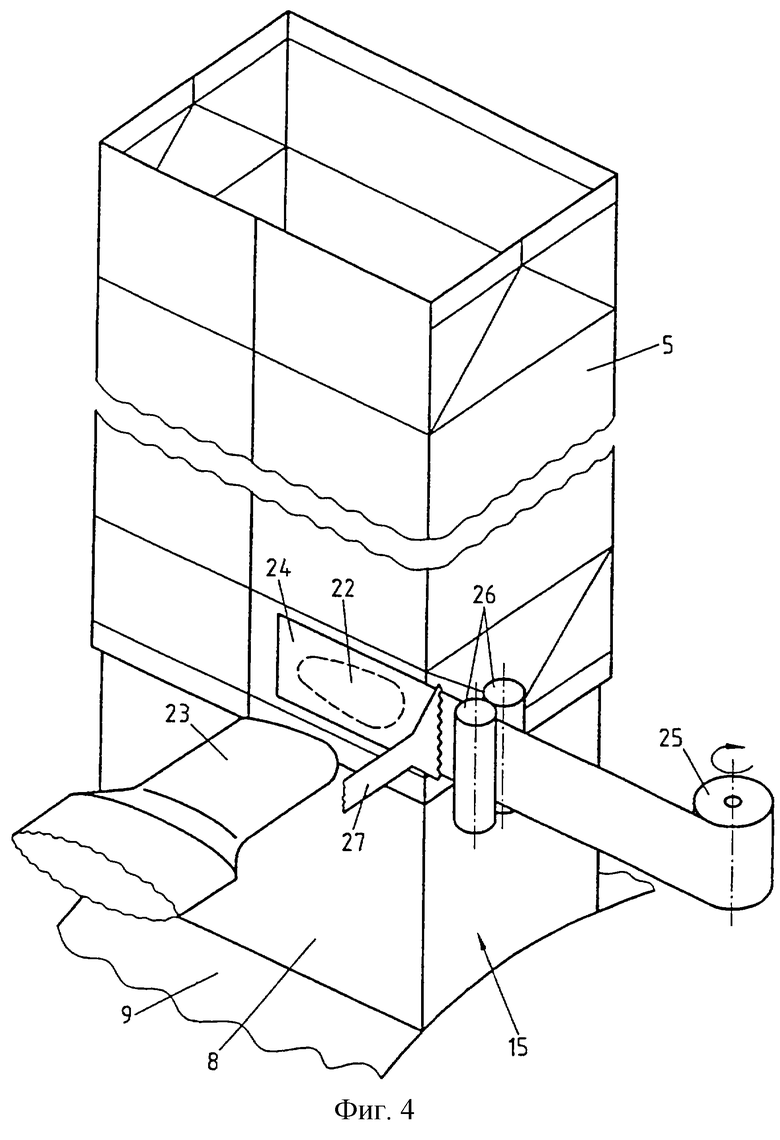
Фиг. 4 - схематично общий вид устройства для приваривания отрывной полоски, производимого на оправке оправочного колеса.
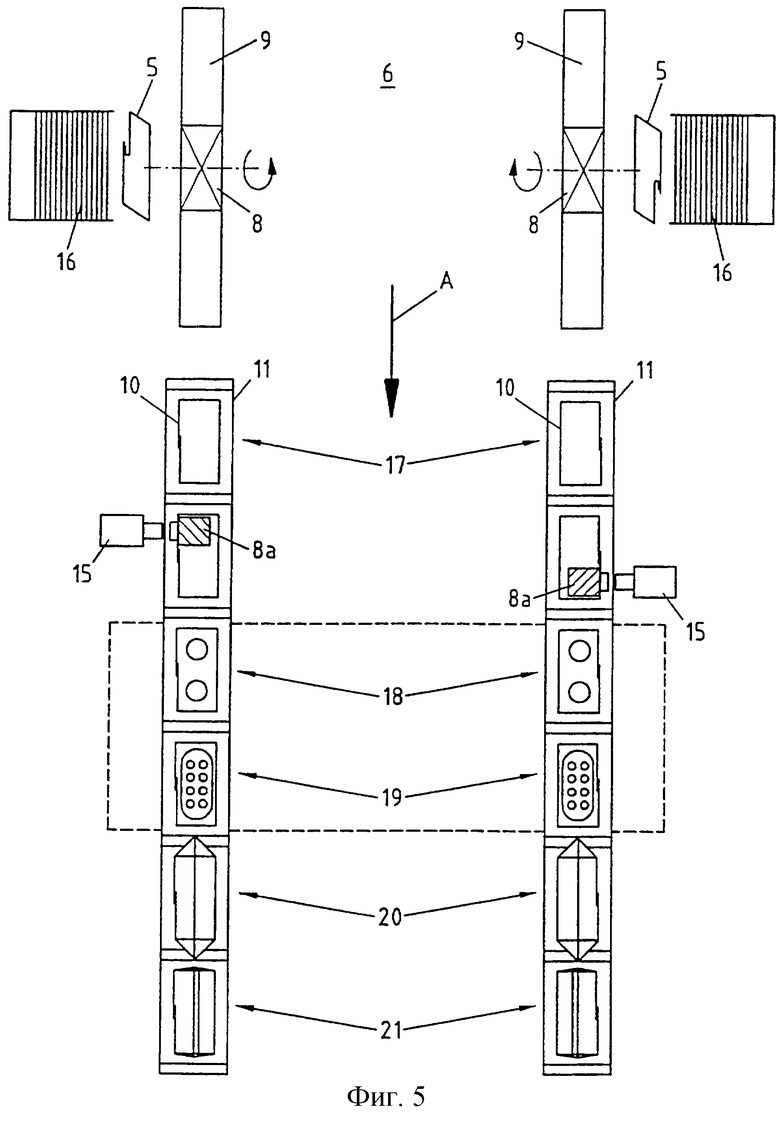
Фиг.5 - схему, иллюстрирующую технологические операции, осуществляемые в упаковочной машине, работающей в соответствии со способом, предложенным согласно данному изобретению так, как это показано на фиг.2, где отрывную полоску прикрепляют к оболочке, находящейся на транспортирующей цепи, на участке между справочным колесом и позицией стерилизации.
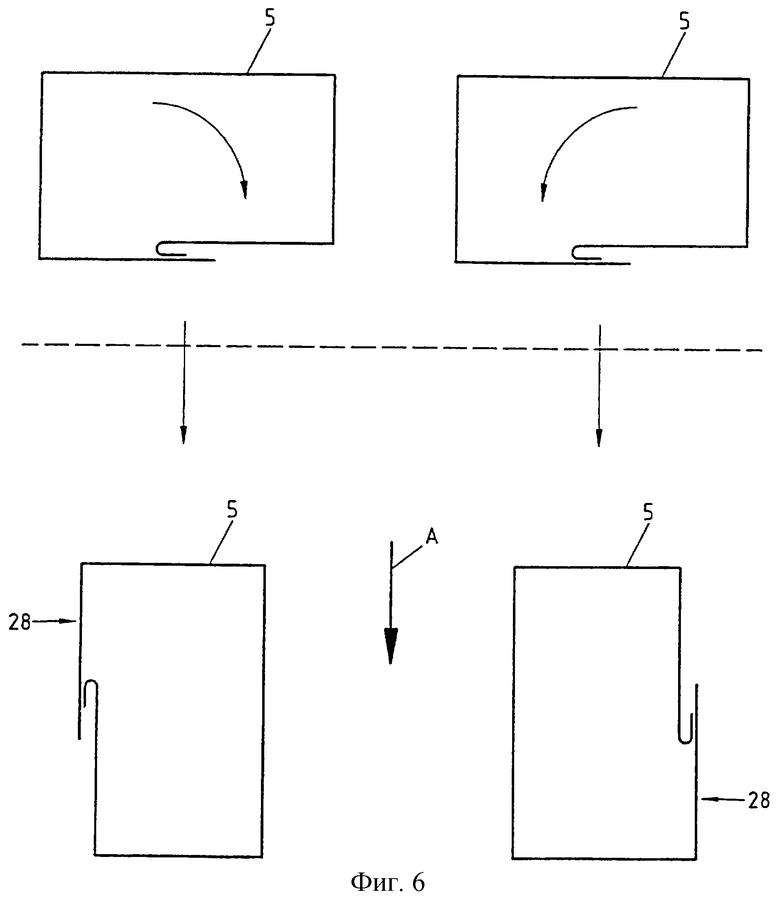
Фиг.6 - поворот предварительно изготовленной оболочки упаковочного контейнера в упаковочную машину, выполненную с двумя производственными линиями.
Фиг. 1 отображает стадии изготовления оболочки упаковочного контейнера. Свернутый в рулон исходный упаковочный материал 1, в качестве которого используют картон, известным образом покрывают с одной стороны защитным слоем 2, предпочтительно алюминиевой фольгой, после чего обе стороны исходного материала покрывают снаружи полиэтиленовой пленкой 3. Перед нанесением покрытия в исходном материале пробивают отверстия, предназначенные предпочтительно для использования в качестве отверстий для удаления содержимого (выливных отверстий). Однако возможно также, чтобы пробивка отверстий выполнялась после покрытия исходного материала 1 (картона) только полиэтиленовой пленкой 3 с наружной стороны, после чего наносят другое покрытие из алюминиевой фольги и/или полиэтиленовой пленки. На упаковочный материал с таким покрытием затем наносят печатные оттиски, разделяют материал на отдельные листовые заготовки 4 в подходящем устройстве для вырубки заготовок и, кроме того, делают бороздки или насечки для последующего загибания элементов заготовки при формировании упаковочного контейнера, имеющего форму брикета (параллелепипеда).
Заготовки 4 упаковочного контейнера затем сгибают с образованием оболочки упаковочного контейнера 5 и герметизируют ее вдоль наложенных внахлест продольных кромок с помощью воздухонепроницаемого и непроницаемого для жидкости соединения. Каждую оболочку упаковочного контейнера 5 с герметично соединенным (запечатанным) продольным швом сплющивают до плоскосложенного состояния, располагают одну за другой в ряды и объединяют в определенном количестве с образованием транспортируемой тары или тому подобного.
После этого предварительно изготовленную оболочку упаковочного контейнера 5 подают в упаковочную машину, которая может содержать две, три или более производственных поточных линий. Упаковочная машина 6, схематически изображенная на фиг.2, имеет две производственные линии и оборудована двумя магазинами 7 соответственно. Для облегчения процесса отделения оболочек 5 упаковочных контейнеров друг от друга их подвергают вибрационному воздействию в магазинах 7, наложенному известным образом, и располагают в ряд в поперечном направлении. Каждую из оболочек 5 контейнеров затем отбирают поштучно из магазинов 7 с помощью вакуумных захватывающих устройств, придают им форму четырехгранников и надевают на оправку 8. Упаковочная машина оборудована двумя оправочными колесами 9, смонтированными на одном общем валу, при этом каждое колесо имеет шесть оправок 8, установленных по окружности на равном угловом расстоянии друг от друга.
На периферии, по окружности оправочных колес 9 размещают различные приспособления, служащие для формования дна упаковочного контейнера в соответствующей оболочке упаковочного контейнера 5. Прежде всего участки поверхности дна упаковочного контейнера, которые необходимо герметично соединить, обрабатывают горячим воздухом. По мере того, как соответствующее оправочное колесо 9 перемещает оболочку упаковочного контейнера 5 дальше, по направлению к устройству для сдавливания дна, поворотные механизмы поперечного загибания и механизм продольного загибания формуют дно упаковочного контейнера. Затем на позиции прессовки дна указанное дно упаковочного контейнера целиком сдавливают и герметизируют (запечатывают) с помощью штампа, предназначенного для сдавливания дна на торцевой поверхности оправки 8.
Вслед за этим упаковочный контейнер 10 снимают с оправки и помещают в ячейку (на чертеже позиция ячейки не показана), которая, наряду с множеством других таких ячеек, смонтирована на бесконечном замкнутом цепном конвейере 11 и берет на себя роль транспорта для дальнейшего перемещения упаковочного контейнера через позиции различных устройств, размещенных вдоль цепи конвейнера 11 до тех пор, пока контейнер 10 не будет передан из ячейки (в накопитель). Стрелка А показывает направление работы упаковочной машины, т.е. направление транспортировки контейнера 10 в упаковочной машине.
Вдоль цепи конвейера 11 упаковочной машины 6, перед позицией 12 наполнения контейнеров продуктом 12, по ходу перемещения контейнеров, может быть размещена позиция (одна или более чем одна) стерилизации упаковочного контейнера. Стерилизация предпочтительно может осуществляться путем инжекции пара перекиси водорода внутрь упаковочных контейнеров 10, которые при этом открыты сверху. За позицией 12 заполнения контейнеров, по ходу их транспортировки, установлены приспособления для герметизации, которые загибают торцевую часть упаковочного контейнера и предпочтительно с помощью ультразвуковой сварки герметизируют ее выше уровня заполнения контейнера продуктом, с обеспечением воздухонепроницаемости. За герметизирующими приспособлениями установлены дополнительные загибающие приспособления, которые загибают торец упаковочного контейнера с образованием плоской верхней торцевой стенки. Затем с помощью горячего воздуха нагревают полиэтилен у торцевых треугольных элементов (так называемых "ушек") и вдоль узких сторон контейнера 10. После этого готовый упаковочный контейнер удаляют из соответствующей ячейки, направляют в накопитель (не показан) и, в конечном счете, транспортируют в приемное устройство (не показано) для осуществления рабочего цикла в следующей установке.
Как показано на фиг.2, упаковочная машина 6 согласно первому варианту воплощения способа в соответствии с заявленным изобретением может быть снабжена устройством 15, с помощью которого к отверстию в оболочке упаковочного контейнера 5 (в области указанного отверстия на материал нанесено покрытие) может быть приварена или приклеена отрывная полоска.
На фиг. 3 представлен схематичный чертеж, иллюстрирующий второй вариант воплощения способа согласно заявленному изобретению. Чтобы предоставить больше времени для прикрепления отрывной полоски по сравнению со способом, иллюстрируемым на фиг. 2, в этом варианте воплощения изобретения для прикрепления отрывной полоски предусмотрено дополнительное оправочное колесо 9', размещенное по ходу перемещения оболочек контейнеров, перед оправочным колесом 9, обеспечивающим в упаковочной машине 6 герметизацию дна контейнера. Оболочку упаковочного контейнера 5, переправленную в стопку 16, отделяют, в свою очередь, с помощью вакуумного захватывающего приспособления из магазинов, размещенных поперек направления А потока упаковочной машины 6, придают ей форму четырехгранника и насаживают на соответствующую оправку 8 вышеуказанного оправочного колеса 9'. Таким образом, присоединение отрывной полоски выполняют в данном случае до осуществления герметизации дна.
Продольный шов изготовленного из слоистого материала упаковочного контейнера, имеющего форму брикета, обычно формируют на его широкой стороне, при этом отверстие (выливное отверстие) в упаковочном контейнере обычно выполняют вблизи продольного шва и в области торца упаковочного контейнера. Хороший доступ к этому отверстию (выливному отверстию) облегчает надежность крепления отрывной полоски. Поэтому каждая из оправок 8 оправочных колес 9 и 9' на фиг.2 и фиг.3 повернута на 90o по отношению к оправкам известных упаковочных машин 6. По этой причине и продольный шов оболочки упаковочного контейнера выполнен по оси и с внешней по отношению к упаковочной машине стороны колеса 9 или 9', на котором размещено устройство 15 для крепления отрывной полоски.
Позиция 17 передачи согласно фиг.3 обеспечивается (контейнерами) с помощью оправочного колеса 9', соответствующего оправочному колесу 9, показанному на фиг.2; после формования и герметизации дна упаковочный контейнер удаляют с оправки и помещают в ячейку цепи конвейера 11. За позицией передачи, в направлении А потока упаковочной машины, размещены позиция 18 стерилизации, позиция 19 заполнения контейнеров, позиция 20 герметизации торцевого соединительного шва, позиция 21 придания формы торцу (позиция запайки "ушек"), накопитель и отводящее устройство.
На фиг. 4 представлен схематический чертеж устройства 15 для крепления отрывной полоски к отверстию 22 оболочки 5 упаковочного контейнера. Сформованную оболочку 5 упаковочного контейнера надевают на оправку 8, служащую в качестве оправки и для сварочного приспособления - сонотрода 23, с помощью которого отрывную полоску 24, предпочтительно выполненную в виде алюминиевой полоски, способной к свариванию и оказывающей сопротивление разрыву, приваривают к отверстию 22 оболочки упаковочного контейнера 5 (в области указанного отверстия на материал нанесено покрытие). С этой целью отрывную полоску 24 сматывают с расходного рулона 25 и направляют к месту ее крепления с помощью подающих роликов 26, которые установлены параллельно и протягивают отрывную полоску за счет трения сцепления. Когда отрывная полоска 24, которую необходимо прикрепить, точно ориентирована и достаточно надежно прилегает к оболочке упаковочного контейнера 5, ее отрезают от расходного рулона 25 с помощью режущего инструмента 27. Как можно видеть, в этом случае широкая сторона оболочки упаковочного контейнера 5 с отверстием 22 ориентирована в направлении вращения оправочного колеса 9. Оправочное колесо в данном случае вращается периодически, и сонотрод 23 вводится снаружи в промежуток между двумя оправками во время пауз во вращении оправочного колеса 9 и затем вновь отводится после осуществления сварки герметизирующей отрывной полоски на соответствующей оправке.
Фиг.5 изображает другой вариант воплощения настоящего изобретения. В отличие от воплощений изобретения, иллюстрируемых на фиг.2 и фиг.4, в этом случае отрывную полоску присоединяют к оболочке 5 не на оправке 8 оправочного колеса 9, а между позицией передачи 17 и позицией стерилизации 18, вдоль цепи конвейера 11 с ячейками, с помощью сварочного или склеивающего приспособления 15 и опорной площадки элемента 8а. Оболочку упаковочного контейнера 5 в этом случае опять же помещают в стопку 16, ориентированную по отношению к упаковочной машине поперек направления ее потока, при этом отверстие в оболочке 5, размещенной на цепи конвейера 11, обращено во внешнюю сторону. Широкие стороны оболочки упаковочного контейнера 5 или оправки 8, таким образом, перемещаются параллельно направлению работы А потока упаковочной машины. Оправочное колесо 9 здесь служит только лишь в качестве направляющего средства для оболочки 5 при герметизации ее дна. Другие позиции, размещенные вдоль цепи конвейера 11, те же, что и на фиг.3.
В случае, когда оболочки упаковочных контейнеров 5 подают к упаковочной машине поперек направления ее потока, как это показано на фиг.2, 3 и 5, упаковочная машина должна иметь относительно большие габариты по ширине, поскольку магазины со стопками 16 в этом случае устанавливают поперек продольной оси упаковочной машины. Упаковочная машина с малыми габаритами по ширине может быть реализована, если оболочку упаковочного контейнера 5 повернуть примерно на 90o в промежутке между соответствующим магазином 7 и позицией, где прикрепляют отрывную полоску. Это иллюстрируется с помощью схематичного изображения на фиг.6 для упаковочной машины с двумя производственными технологическими линиями, где стрелка А указывает направление потока упаковочной машины. Видно, что расположенную слева оболочку, которой уже придана форма, поворачивают в упаковочной машине в этом случае на 90o по часовой стрелке, в то время как расположенную справа оболочку упаковочного контейнера, которой также уже придана необходимая форма, поворачивают на 90o против часовой стрелки. Различные направления поворота приводят к несовпадению в двух технологических линиях участков 28 для присоединения отрывных полосок. Однако оба эти участка 28, где производят присоединение отрывных полосок, обращены во внешнюю сторону и, следовательно, легкодоступны.
Предлагаемое решение касается способа изготовления упаковочного контейнера из слоистого материала, в особенности упаковочного контейнера для напитков, выполненного с отверстием, которое закрывается с помощью отрывной полоски, а также касается упаковочного контейнера (пакета), изготовленного с использованием этого способа. В способе изготовления контейнера с отверстием, герметизируемым с помощью отрывной полоски, пробивают отверстие в упаковочном материале. На упаковочный материал, по меньшей мере, в области размещения отверстия наносят покрытие, из упаковочного материала формируют заготовку упаковочного контейнера и к отверстию в заготовке упаковочного контейнера прикрепляют отрывную полоску. При этом заготовку упаковочного контейнера надевают на оправку оправочного колеса, установленного перед упаковочной машиной по ходу перемещения обрабатываемой заготовки, и отрывную полосу прикрепляют или на оправке оправочного колеса, или между позицией передачи и позицией стерилизации вдоль конвейера. Такой способ экономичен и контейнеры, изготовленные этим способом, недороги. 2 с. и 11 з.п.ф-лы, 6 ил.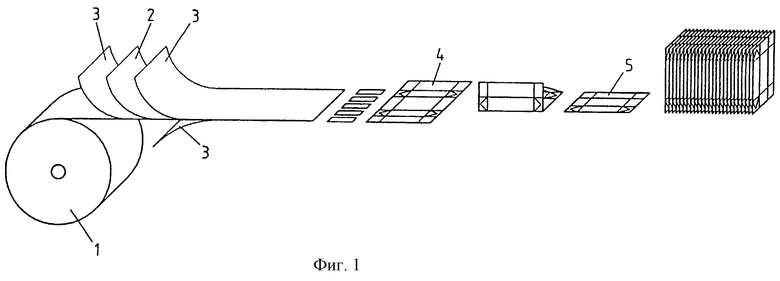
| GB 1545738 А, 16.05.1979 | |||
| Роторный пленочный аппарат | 1979 |
|
SU965438A1 |
| US 4730769 А, 15.03.1988 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ С ОТКУПОРИВАЮЩИМ УСТРОЙСТВОМ И ОТКУПОРИВАЮЩЕЕ УСТРОЙСТВО | 1993 |
|
RU2118279C1 |

