Изобретение относится к упаковочной технике, в частности к автоматам для упаковки различных изделий: пищевых и непищевых штучных изделий различной формы и размеров, а также жидких и пастообразных и их комбинаций, предназначено для помещения изделий в упаковку, образуемую из двух лент.
Известно устройство для упаковки в пленку продукта, включающее рулонодержатель, направляющие ролики для пленки, питатель и подъемно-опускную каретку с прижимами для образования поперечных швов и режущим инструментом (см. а.с. 368122, МПК В 65 В 9/12). Это устройство и аналогичные ему предназначены для наполнения продуктом и запечатывания пакетов из ленточного термосклеивающегося материала.
Рукавообразоватедь, входящий в состав данных устройств, усложняет конструкцию автомата, данное устройство не позволяет сформировать упаковку из двух ленточных материалов.
Известно устройство для упаковки продуктов, например хлеба в пакеты. Устройство содержит подающий и разгрузочный узел для хлеба, лопаточный узел для растягивания каждого пакета, перемещаемый возвратно-поступательно поперек направления транспортирования продуктов. Лопаточный узел натягивает пакет на предназначенный для упаковки продукт, который при выполнении этой операции удерживается от транспортировки на месте. Лопаточный узел содержит верхнюю и нижнюю лопатки, которые могут перемещаться одна относительно другой. Нижняя лопатка содержит сопло, направляющее непрерывный воздушный поток с наклоном вперед на хлеб для удержания его от падения (см. патент Великобритании 2287925, МПК В 65 В 25/18). Однако данное устройство не позволяет упаковать изделия герметично, ограничен ассортимент упаковываемых продуктов, лопаточный узел сложен и не надежен в работе, т.к. должен, перемещаясь возвратно-поступательно, натягивать пакет на продукт, причем нижняя лопатка, имеющая сопло, вдувая воздушный поток, тем самым может сдернуть пакет с лопаток.
Известно устройство для упаковывания в пленку групп штучных предметов (см. а.с. 1578032, МПК В 65 В 9/06), которое состоит из двух платформ, установленных на одном уровне с зазором между собой. В зазоре натянута полиэтиленовая пленка. Приспособление для поддержания пленки состоит из рулонодержателей и направляющих роликов для натяжки и изменения направления пленки. Приспособление для запечатывания торцевых сторон пакета представляет собой сварочные траверсы, укрепленные на штоках пневмоцилинров. Сварочные траверсы осуществляют запечатывание торцевых и боковых швов пакета.
Данное устройство сложно конструктивно и в работе, позволяет упаковывать только штучные предметы. Сварка траверсами не обеспечивает качественного шва.
Наиболее близким к предлагаемому является устройство для упаковывания изделий в полосовой гибкий материал. Устройство содержит станину, смонтированные на ней бобинодержатели полосового гибкого материала, натяжные отклоняющие и направляющие ролики для равномерной подачи материала. Устройство содержит также загрузочный и отводящий транспортеры, механизмы поперечной и продольной сварки, тянущие и сваривающие ролики. Устройство позволяет использовать в качестве упаковывающего материала ламинированную полиэтиленом бумагу (см а.с. 1414713, МПК В 65 В 11/16).
Недостатками данного устройства являются ограничения на размеры упаковываемых материалов, отсутствие универсальности, ограничение применяемых материалов (использование только термосвариваемых материалов).
Задачей настоящего решения является создание герметичной упаковки различных изделий различной формы и размеров как пищевых, так и непищевых, т.е. создание универсального автомата простой конструкции, а также обеспечение многоместной упаковки, например для твердых и жидких продуктов одновременно.
Поставленная задача решается тем, что в упаковочный автомат, содержащий смонтированные на каркасе два рулонодержателя, средства загрузки и разгрузки, механизмы продольной сварки с подогревными роликами и поперечной сварки с вмонтированными ножами, дополнительно введен формователь лент с рулонодержателей, расположенных с возможностью подачи верхней и нижней лент упаковочного материала, ролики механизма продольной сварки выполнены подпружиненными, установлены на двух отдельных валах по разные стороны формователя лент с возможностью изменения расстояния между ними, под роликами установлен с возможностью вращения и взаимодействия с ними резиновый или металлический протяженный вал, расположенный поперек каркаса.
Средство загрузки, выполненное в виде транспортера, консольно закреплено на каркасе с возможностью размещения между лентами и перемещения вдоль каркаса.
Перед механизмом поперечной сварки введены лопаточные элементы для заправки внутрь упаковки излишек упаковочного материала.
Механизм поперечной сварки может иметь съемные держатели ножей для обеспечения различных конфигураций поперечного шва, установленных на оси с возможностью вращения в противоположных направлениях, а нижний нож закреплен на каркасе неподвижно и подпружинен.
Формователь лент выполнен в виде двух пар ограничительных пластин, расположенных параллельно роликам и консольно закрепленных на каркасе, размещенных между лентами упаковочного материала и валиков формирования верхней ленты, взаимодействующих с дополнительным резиновым валом.
Формователь может иметь дополнительные ограничители и дополнительные пары роликов над дополнительным резиновым валом для создания многоместной упаковки требуемой формы.
Кроме того, автомат может содержать дозатор для жидких, пастообразных или сыпучих материалов, расположенный перед формователем лент.
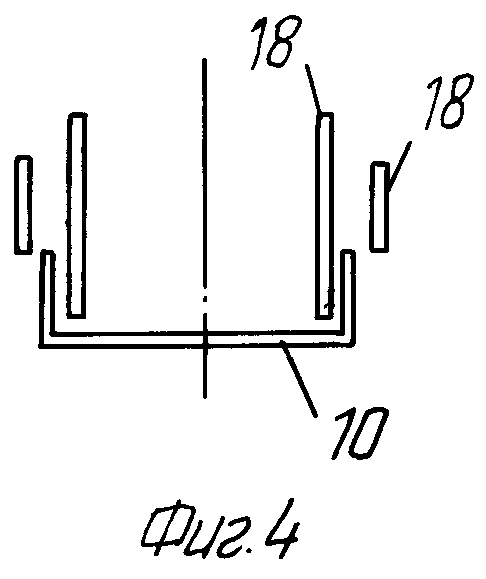
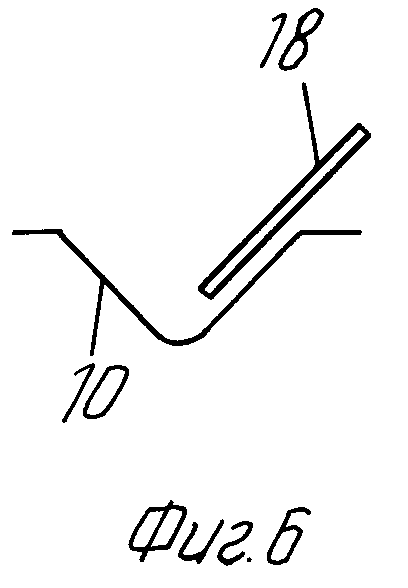
Предлагаемый упаковочный автомат иллюстрируется чертежами. На фиг.1 показан общий вид упаковочного автомата; на фиг.2 - то же, вид сверху; на фиг.3 - сечение А-А; на фиг.4, 5, 6 - элементы формирователя пленки для крупных, мелких штучных и сыпучих, для сыпучих, жидких и штучных изделий при многоместной упаковке соответственно; на фиг.7 - вид различных упаковок, где:
1 - каркас;
2 - ролики с подогревом;
3 - корпус роликов;
4 - корпус резиновых валов;
5 - резиновый вал механизма продольной сварки;
6 - корпус держателя ножа;
7 - нож верхний;
8 - нож нижний;
9 - подпружиненный корпус нижнего ножа;
10 - элементы (пластины) формователя нижней ленты;
11 - валик формователя верхней ленты;
12 - бобина верхняя;
13 - бобина нижняя;
14, 15 - валы-натяжители;
16 - транспортер;
17 - ограничитель;
18 - элементы формователя верхней ленты;
19 - ролик формования передней части упаковки;
20 - подпружиненные лопаточные элементы для загиба внутрь излишков ленты верхнего листа для исключения складок при образовании поперечных швов;
21 - дозатор для сыпучих и жидких продуктов;
22 - дополнительный резиновый вал формователя ленты.
Упаковочный автомат содержит каркас 1 с закрепленными на нем корпусами 3, в которых установлены на валах ролики 2 с подогревом, причем корпуса 3 с роликами 2 закреплены относительно друг друга на расстоянии, необходимом для установки между ними упаковываемого изделия. Под роликами 2 в корпусах 4 закреплен резиновый (металлический) вал 5 так, что торцевые поверхности роликов 2 и вала 5 соприкасаются друг с другом, причем валы с роликами 2 подпружинены, чем обеспечивается необходимый прижим роликов 2 к валу 5. Перед роликами 2 установлен формователь лент, включающий пластины 10, 18, закреплен к каркасу 1 консольно, валики 11, установленные в корпусах 3 (в таких же, что и ролики 2), также закреплены на каркасе 1. Под валиками 11 устанавливается в корпусах 4 вал 22 так, что валы 11 и вал 22 прижимаются друг к другу. Бобина 12 устанавливается над каркасом 1, а бобина 13 - на каркасе 1, валы 14 и 15 установлены соответственно на каркасе и над ним. Ролики 2 в корпусах 3, а также валики 11 в корпусах 3 имеют возможность, перемещаясь относительно друг друга, менять расстояние между собой в зависимости от размеров упаковываемого изделия. Между роликами 2 в корпусах 3, а также валиками 11 в корпусах 3 могут быть установлены дополнительно ролики 2 и валики 11 с целью получения многоместной упаковки. В корпусах 6 установлены на осях держатели с верхними ножами 7 с подогревом, а под ним в подпружиненном корпусе 9 установлен нижний нож 8. Нижний нож с держателем может быть выполнен идентичным верхнему. Держатели с ножами имеют возможность вращаться. Для формирования упаковки крупных изделий на держатели верхнего ножа 7 установлен ролик 19. Для формирования складок внутрь вдоль упаковки установлены подпружиненные лопаточные элементы 20. Для обеспечения определенного интервала между изделиями применяется ограничитель 17. Для подачи крупногабаритных изделий используют транспортер 16, устанавливаемый между валиками 11 и далее между роликами 2, при этом нижняя лента с бобины 13 укладывается на транспортер 16 или под ним. Для подачи жидких или сыпучих изделий предназначен дозатор 21.
Работа упаковочного автомата осуществляется следующим образом. Устанавливается нижняя лента с бобины 13 по валам 14 между валиками 11 и валом 22, далее между роликами 2 и валом 5 через формирователь лент. Верхнюю ленту с бобины 12 по валу 15 через формователь лент устанавливают так же, как и нижнюю ленту между валиками 11 и валом 22 и далее между роликами 2 и валом 5, при этом образуется под формователем лент объем для упаковываемого изделия. Т.о. две ленты нижняя и верхняя устанавливаются одновременно между валиками 11 и валом 22, а также между роликами 2 и валом 5, образуя при этом необходимый объем для упаковываемых изделий, далее обе ленты вместе поступают между держателями 6 и 9 с ножами 7 и 8. Включают подогрев роликов 2 и держателей ножей 6 и 9. На нижнюю ленту устанавливают изделия. Ограничитель 17 в определенный момент открывает проход, изделие на нижней ленте, как на транспортере, передвигаясь вместе с ней, проходит между валами 11, верхняя лента бобины 12 через формователь лент накрывает упаковываемое изделие, горячие вращающиеся ролики 2 и вал 5, сваривают концы лент вдоль, так формируются два боковых шва двумя роликами 2 и валом 5. Далее формируется поперечный шов вращающимися навстречу друг другу горячими держателями 6 и 9, где происходит и поперечная резка ножами 7 и 8. Скорость перемещения транспортируемых изделий равна скорости перемещения лент с бобин 12 и 13. В результате одновременной подачи двух лент с бобин 12 и 13, свариванием их кромок вдоль между роликами 2 и валом 5, а также свариванием поперек держателями ножей 6 и 9 с ножами 7 и 8 получаем упакованное между двумя лентами изделие с двумя боковыми и двумя поперечными герметичными швами. При этом могут быть использованы ленты 12 и 13 в различных комбинациях: допустим бобина 13 - пленка или бумага или картон, а бобина 12 - пленка (или наоборот). При определенной конфигурации держателей ножей получаем различные конфигурации термосварочных швов. Для формирования пакетов при упаковке крупных изделий без складок на держатель установлен ролик 19, а также лопаточные элементы 20.
Разогретые ролики и резиновый (металлический) вал, находящиеся в движении, обеспечивают качественный шов при простоте конструкции, т.к. разогретые ролики находятся во вращательном движении, то разогревая пленку и действуя на нее с усилием, обеспеченным пружинами, постоянно меняют участки пленки. Т. о. не происходит излишнего разогревания, нет прилипания пленок к роликам. Предлагаемое устройство позволяет использовать ленты упаковочного материала в различных комбинациях: нижняя лента возможна из пленки или бумаги, верхняя лента - пленка, или бумага, или картон. При этом швы проходят по периметру пакета.
Устройство позволяет получать швы различной конфигурации, позволяющей выдерживать большие нагрузки. Наличие возможности регулировки расстояния между роликами, формирующими боковые швы, обеспечивают упаковку различной конфигурации и различных размеров.




Изобретение относится к упаковочной технике и может быть использовано для упаковки пищевых и непищевых изделий различной формы и размеров, а также жидких и пастообразных веществ и их комбинации. Упаковочный автомат содержит смонтированные на каркасе рулонодержатели, средства загрузки и разгрузки и сварочные механизмы. Аппарат содержит также формователь лент, идущих с рулонодержателей, ролики механизма продольной сварки выполнены подпружиненными и установлены на двух отдельных валах по разные стороны формователя лент с возможностью изменения расстояния между ними. Под роликами установлен с возможностью вращения и взаимодействия с ними резиновый или металлический протяженный вал, расположенный поперек каркаса. Формователь лент выполнен в виде двух пар ограничительных пластин, расположенных параллельно роликам, консольно закрепленных на каркасе и размещенных между лентами упаковочного материала, и валиков формирования верхней ленты, взаимодействующих с дополнительным валом. Средство загрузки может быть выполнено в виде транспортера, консольно закреплено на каркасе с возможностью размещения между лентами и перемещения вдоль каркаса. Для заправки внутрь упаковки излишков упаковочного материала перед механизмом поперечной сварки установлены лопаточные элементы. Для обеспечения различных конфигураций сварного шва механизм поперечной сварки имеет съемные держатели. Устройство позволяет получать швы различной конфигурации, позволяющие выдерживать большие нагрузки, а возможность регулировки расстояния между роликами, формирующими боковые швы, обеспечивает получение упаковок различных размеров и конфигурации. 5 з.п. ф-лы, 7 ил.
| Устройство для упаковывания изделий в полосовой гибкий материал | 1987 |
|
SU1414713A1 |
| ВСЕСОЮЗНАЯ I | 0 |
|
SU368122A1 |
| Устройство для изготовления,наполнения изделиями и запечатывания пакетов из термосклеивающегося материала | 1979 |
|
SU863459A1 |

