Изобретение относится к упаковочной технике, в частности к автоматам для упаковки различных изделий, а также к автоматам, создающим пакеты для различных изделий:
пищевых и непищевых штучных изделий различной формы и размеров, а также жидких, сыпучих, пастообразных от очень малых количеств, изделий фармацевтической промышленности (таблетки, бинты и т.д.), предназначено для помещения изделий в упаковку, образуемую как из двух лент упаковочного материала, так и из одной ленты, причем возможны различные комбинации лент для двухленточной упаковки: термосвариваемые ленты; ламинированные бумажные ленты; термосвариваемая лента - бумага или тонкий картон (позволяет упаковать хлебобулочные изделия, крупы, муку в так называемую "дышащую" упаковку).
Известно устройство для упаковки в пленку продукта, включающее рулонодержатель, направляющие ролики для пленки, питатель и подъемно-опускную каретку с прижимами для образования поперечных швов и режущим инструментом (см. а. с. 368122, МПК В 65 В 9/12). Это устройство и аналогичные ему предназначены для наполнения продуктом и запечатывания пакетов из ленточного термосклеивающегося материала.
Рукавообразователь, входящий в состав устройства, усложняет конструкцию автомата, устройство не позволяет сформировать упаковку из двух ленточных материалов.
Известно устройство для упаковки продуктов, например хлеба, в пакеты. Устройство содержит подающий и разгрузочный узел для хлеба, лопаточный узел для растягивания каждого пакета, перемещаемый возвратно-поступательно поперек направления транспортирования продуктов. Лопаточный узел натягивает пакет на предназначенный для упаковки продукт, который при выполнении этой операции удерживается от транспортировки на месте. Лопаточный узел содержит верхнюю и нижнюю лопатки, которые могут перемещаться одна относительно другой. Нижняя лопатка содержит сопло, направляющее непрерывный воздушный поток с наклоном вперед на хлеб для удержания его от падения (см. патент Великобритании 2287925, МПК В 65 В 25/18). Однако данное устройство не позволяет упаковывать изделия герметично, ограничен ассортимент упаковываемых продуктов, лопаточный узел сложен и не надежен в работе, т.к. должен, перемещаясь возвратно-поступательно, натягивать пакет на продукт, причем нижняя лопатка, имеющая сопло, вдувая воздушный поток, тем самым может сдернуть пакет с лопаток.
Известно устройство для упаковывания в пленку групп штучных предметов (см. а. с. 1578032, МПК В 65 В 9/06), которое состоит из двух платформ, установленных на одном уровне с зазором между собой. В зазоре натянута полиэтиленовая пленка. Приспособление для поддержания пленки состоит из рулонодержателей и направляющих роликов для натяжки и изменения направления пленки. Приспособление для запечатывания торцевых сторон пакета представляет собой сварочные траверсы, укрепленные на штоках пневмоцилиндров. Сварочные траверсы осуществляют запечатывание торцевых и боковых швов пакета.
Данное устройство сложно конструктивно и в работе, позволяет упаковывать только штучные предметы. Сварка траверсами не обеспечивает качественного шва.
Известно устройство для упаковывания изделий в полосовой гибкий материал. Устройство содержит станину, смонтированные на ней бобинодержатели полосового гибкого материла, натяжные отклоняющие и направляющие ролики для равномерной подачи материала. Устройство содержит также загрузочный и отводящий транспортеры, механизмы поперечной и продольной сварки, тянущие и сваривающие ролики. Устройство позволяет использовать в качестве упаковывающего материала ламинированную полиэтиленом бумагу (см. а.с. 1414713, МПК В 65 В 11/16).
Недостатком данного устройства является отсутствие универсальности, ограничение применяемых материалов.
Наиболее близким к предлагаемому является устройство для упаковывания изделий в полосовой гибкий материал. Устройство содержит смонтированные на каркасе два рулонодержателя, средства загрузки и разгрузки, механизмы продольной сварки и поперечной сварки с вмонтированными ножами, формирователи лент (см. свид. на полезную модель 9609, МПК В 65 В 11/00).
Недостатком данного устройства является его нецелесообразность использования для упаковывания очень малых доз жидких, пастообразных, сыпучих изделий, а также штучных изделий малых размеров по высоте и длине.
Задачей настоящего решения является создание герметичной упаковки различных изделий, различных форм для упаковывания изделий малых доз и размеров как для пищевых, так и непищевых, т.е. создание универсального автомата малых размеров простой конструкции с возможностью обеспечения многоместной упаковки, с использованием одной или двух лент упаковочного материала в различных ее комбинациях, а также изготовления пакетов, гофр.
Сварочные валы выполнены с элементами в виде дисков с пазами для продольной сварки и в виде поперечин с пазами для ножей - для поперечной сварки и резки.
Сварочные валы могут быть как цельные, так и разъемные, т.е. сварочные элементы в виде дисков и поперечин с пазами для ножей выполнены отдельно и закреплены на валах.
Один из валов с элементами продольно-поперечной сварки и резки подпружинен для создания необходимого усилия между сварочными элементами. Внутри сварочных валов установлены тэны.
Средствами загрузки и разгрузки могут быть:
для штучных изделий
- транспортеры и другие загрузочные устройства;
для жидких, сыпучих, пастообразных
- различные дозаторы.
Для упаковки штучных изделий оси сварочных валов модуля установлены параллельно вертикальной оси, для упаковки сыпучих, жидких, пастообразных - горизонтально оси, для разных изделий - под углом.
При многоместной упаковке для резки вдоль введены ножи на валах.
Предлагаемый автомат упаковочный иллюстрируется чертежами, представленными на фиг.1-7.
На фиг.1 показан общий вид автомата для штучных изделий.
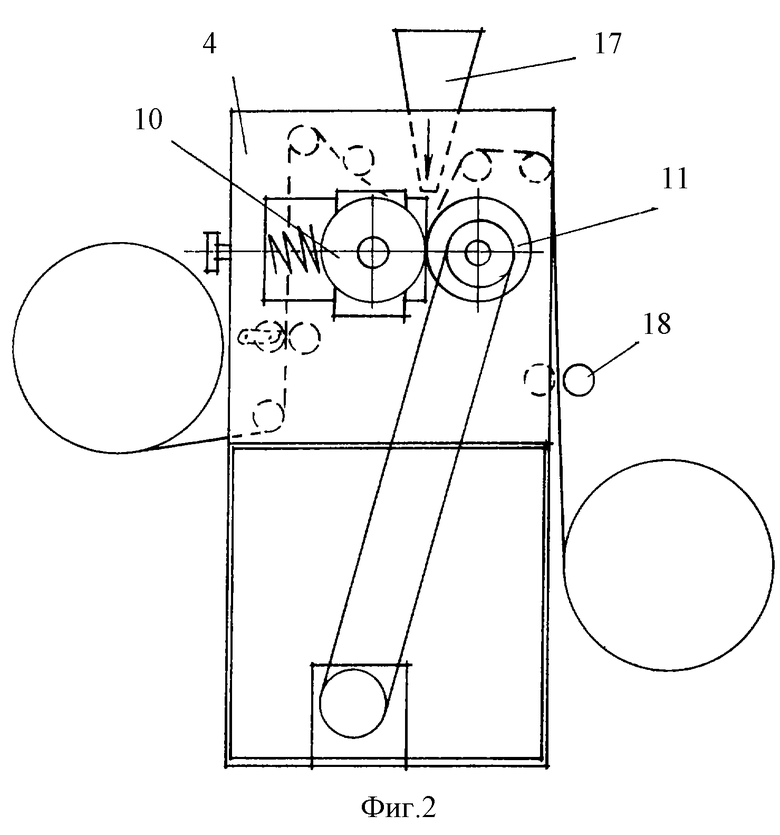
На фиг.2 - для сыпучих, жидких и пастообразных изделий.
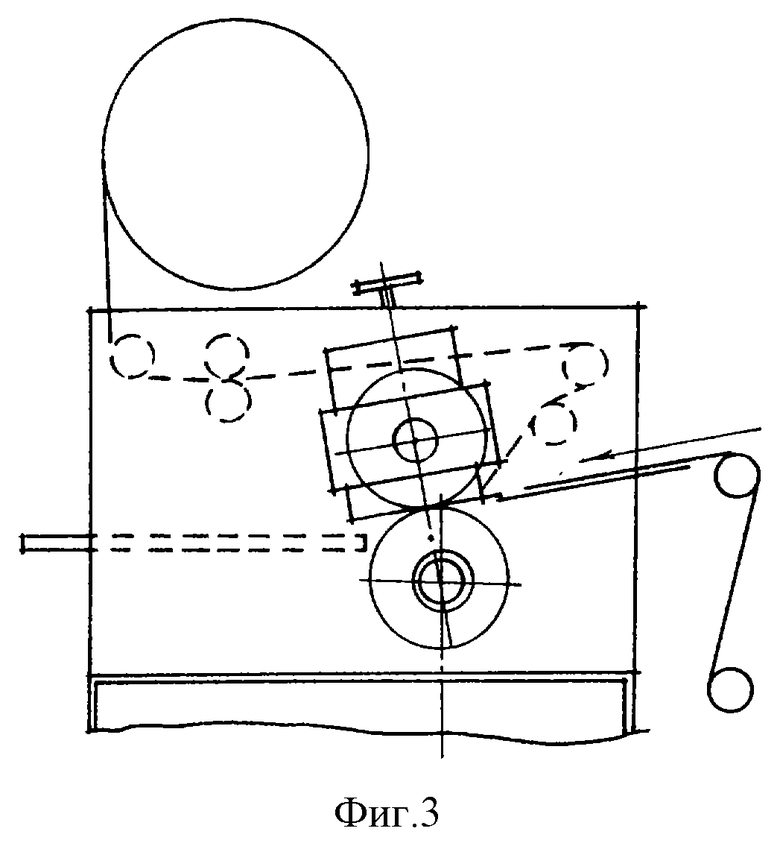
На фиг.3 - для различных изделий.
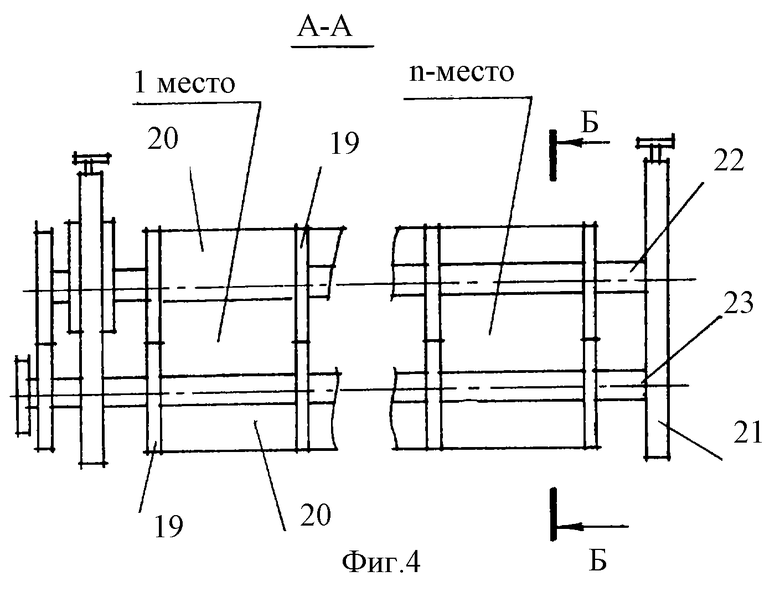
На фиг.4 - сечение А-А.
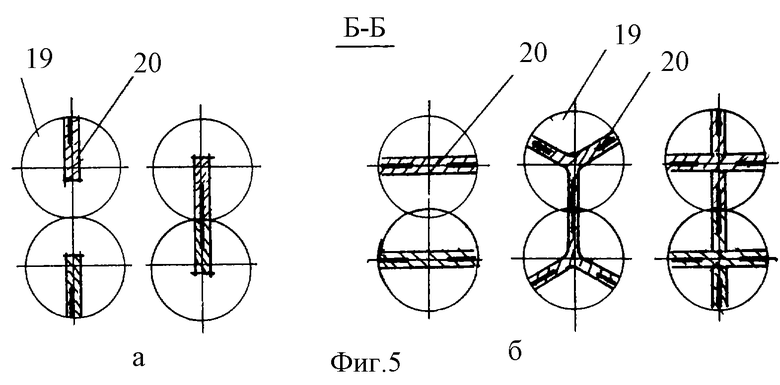
На фиг. 5 а, б - сечение Б-Б с различным расположением сварочных поперечин между сварочными дисками, в пазах которых расположены ножи.
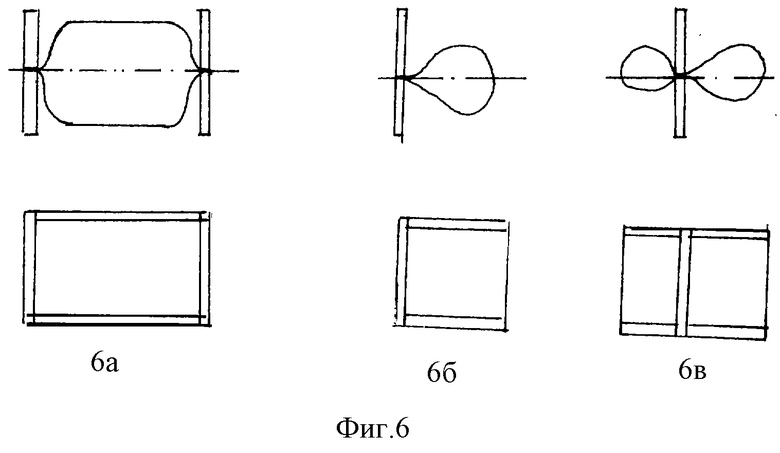
На фиг.6 - различные виды получаемых упаковок.
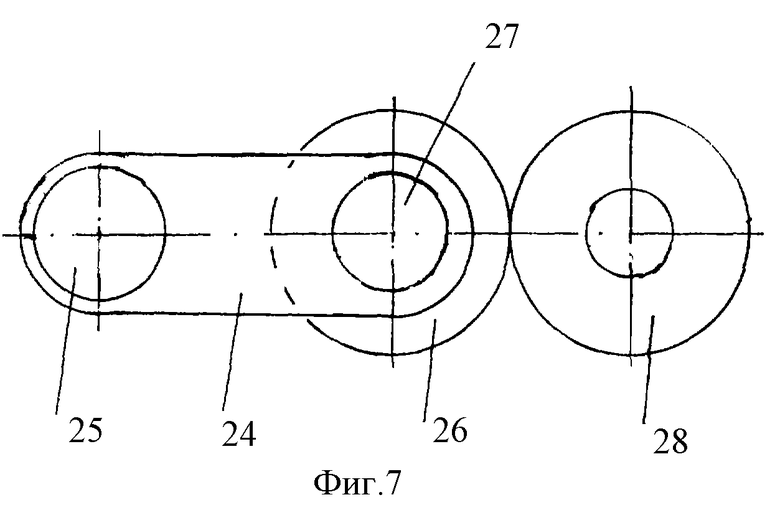
На фиг.7 - маркирователь, где
1 - каркас;
2 - двигатель,
3 - бобина;
4 - модуль;
5 - пружина;
6 - винт регулировочный;
7 - корпус подпружиненный;
8 - бобина;
9 - ролики;
10 - зубчатое колесо;
11 - звездочка;
12 - маркирователь;
13 - формователь лент;
14 - разгрузочный транспортер;
15 - материалы с подогревом и вытяжкой воздухом;
16 - резиновый вал;
17 - дозатор;
18 - устройство для холодной штамповки;
19 - диск для продольной сварки;
20 - поперечина для поперечной сварки;
21 - плита;
22 - вал,
23 - вал;
24 - кронштейн,
25 - ось;
26 - диск, на торцовой поверхности которого нанесены необходимые надписи;
27 - ось;
28 - резиновый вал,
29 - дисковые ножи для резки вдоль.
Автомат для упаковки пакетов содержит каркас 1, на котором установлен модуль 2, предназначенный для одновременной продольно-поперечной сварки и поперечной резки.
Модуль 2 содержит ролики 9 для обеспечения нужного направления движения лент с бобин 3 и 8, формирователь лент 13. Валы 22, 23 с конструктивными элементами в виде дисков 19 для продольной сварки, причем длина упаковки или пакета определяется длиной окружности диска, расстоянием от поперечины до поперечины 20 с встроенными в пазы ножами, установлены в плиты 21, параллельно расположенные. Вал 22 установлен в подпружиненном корпусе, где пружиной 5 и винтом 6 обеспечивается необходимое усилие на свариваемые материалы. Расстояние между дисками 19 определяет ширину упаковки или пакета, а расстояние между валами 22 и 23 - высоту упаковки.
Подогрев валов 22 и 23 с конструктивными элементами 19 и 20 осуществляется тэнами, установленными в отверстиях валов 22 и 23.
Валы 22 и 23 могут быть выполненными совместно с дисками 19 и поперечинами 20, или раздельно с последующей сборкой дисков 19 и поперечин 20 на валах 22 и 23.
Валы 22 и 23 могут обеспечивать многоместную упаковку или пакеты за счет увеличения количества конструктивных элементов 19 и 20.
При установке валов 22 и 23 с конструктивными элементами 19 и 20 так, чтобы их оси находились в вертикальной плоскости, получим автомат для упаковки и для изготовления пакетов штучных изделий (фиг.1), при установке осей в горизонтальной плоскости - автомат для сыпучих, жидких, пастообразных изделий (фиг.2), при установке осей под углом - для упаковки различных изделий (фиг.3).
На каркасе 1 установлен двигатель 2, через звездочки 11, зубчатые колеса 10 обеспечивает вращение валов 22 и 23 с конструктивными элементами 19 и 20 со встроенными в них ножами.
Маркирователь, состоящий из кронштейнов 24, оси 25, набора дисков 26, вала 27 и резинового вала 28, приводится в движение двигателем 2. На торцовой поверхности дисков 26 нанесены необходимые надписи, рисунки. Изменение цифр, дат или других надписей производится вращением дисков 26 и дальнейшим их стопорением. Вращаясь вокруг вала 27, диски с надписями касаются резинового вала (между дисками и резиновым валом установлена лента упаковочного материала), т.о. производятся необходимые надписи.
На каркасе 1 может быть установлена матрица 15 с подогревом, где проводится разогрев упаковочного материала с дальнейшим вытягиванием его в форму матрицы воздухом для получения необходимого объема для упаковывания.
Устройство для холодной штамповки 18 состоит из двух вращающихся валов с необходимыми выпуклостями и впадинами, упаковочный материал, проходя между этими валами, принимает необходимую форму, например гофр, круглые впадины, поперечные впадины и т.д. В валы устройства 18 можно ввести подогрев, т.о. получим более жесткий лист упаковочного материала.
Валы для резки вдоль имеют диски, установленные параллельно друг другу.
Работа автомата для упаковки и пакетов осуществляется следующим образом. Устанавливаются ленты с бобин 3 и 8 через ролики 9 между валами 22 и 23 под дисками для продольной сварки 19. При необходимости ленты устанавливаются через маркирователь 12, матрицу 15 или устройство холодной штамповки 18.
Через загрузочное устройство 13 или дозатор 17 производится загрузка необходимого количества упаковываемого изделия. После подогрева валов 22 и 23 с дисками для продольной сварки 19 с поперечиной 20 для поперечной сварки и встроенных в них ножей производится сварка поперек и вдоль ленты, в сформировавшееся начало упаковки начинает поступать изделие с устройств 13 и 17. Т.о. одновременно производятся сварка, резка и загрузка упаковки.
Далее упакованное изделие попадает на разгрузочный транспортер 14.
При многоместной упаковке вводятся дополнительные ножи 29, режущие вдоль ленты.
Для получения пакетов ленты проходят через валы 22 и 23, при этом одной парой дисков 19 и поперечинами 20 с ножами производятся сварка и резка пакетов.
На фиг.6 показаны виды получаемых упаковок:
6а - сваренные с четырех сторон по периметру;
6б - сваренные с трех сторон "подушечкой";
6в - сваренные в середине и с торцов, причем возможны различные комбинации лент:
пленка - пленка,
бумага - пленка,
Т. о. устройство позволяет получать упаковку различного вида с использованием различных комбинаций упаковочного материала, а также пакеты бесконечной длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНЫЙ АВТОМАТ | 1998 |
|
RU2191722C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И РУКАВОВ | 2005 |
|
RU2299841C2 |
| УПАКОВКА ОБЪЕМНАЯ (ВАРИАНТЫ) | 2007 |
|
RU2391271C2 |
| УПАКОВКА В РАМКУ | 2005 |
|
RU2312048C2 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| УСТРОЙСТВО НАМОТКИ И ФОРМИРОВАНИЯ ЗАГОТОВОК БУМАЖНЫХ МНОГОСЛОЙНЫХ МЕШКОВ С ЛАМИНИРОВАННЫМ СЛОЕМ | 2002 |
|
RU2233745C1 |
| Автомат для упаковывания вязких продуктов в термосклеивающуюся пленку | 1991 |
|
SU1807963A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ СЫПУЧИМ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 2000 |
|
RU2182106C2 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |
Изобретение относится к упаковочной технике, в частности к автоматам для упаковки различных изделий, а также для изготовления пакетов. Автомат содержит смонтированные на каркасе средства загрузки и разгрузки, механизм продольной и поперечной сварки с вмонтированными ножами и подогревом, рулонодержатели и формирователь лент. Механизм продольной и поперечной сварки выполнен в виде модуля с установленными параллельно относительно друг друга валами одновременной продольно-поперечной сварки и резки, причем один из валов подпружинен. Модуль смонтирован с возможностью его различной ориентации в пространстве и перед ним установлен маркирователь. Автомат может быть оснащен матрицей с подогревом для получения при необходимости объемной упаковки или устройством холодной штамповки. Загрузочные средства могут быть выполнены в виде дозаторов или транспортеров. Для выполнения многоместной упаковки автомат может быть снабжен дополнительными валами с дисковыми ножами. Такое выполнение автомата позволяет упаковывать различные изделия малых размеров различных форм, обеспечивает получение многоместной упаковки с использованием одной или двух лент упаковочного материала, а также изготовление пакетов. 6 з.п. ф-лы, 7 ил.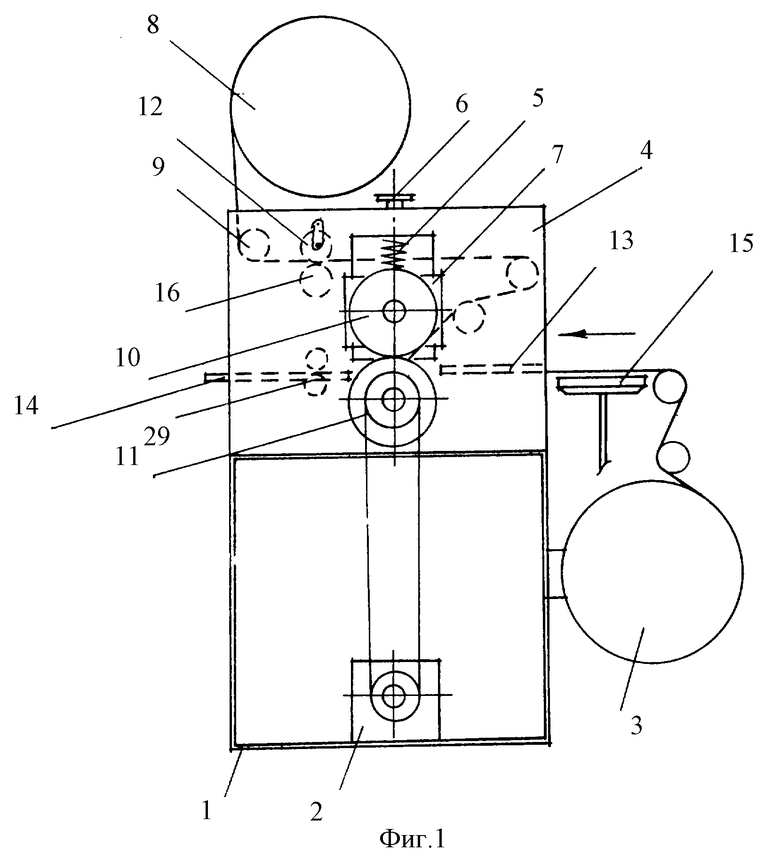
| ВЫДВИЖНОЙ КИЛЬ ДЛЯ СУДОВ | 1928 |
|
SU9606A1 |
| Устройство для упаковывания изделий в полосовой гибкий материал | 1987 |
|
SU1414713A1 |
| Устройство для упаковки в пленку штучных предметов | 1977 |
|
SU710869A1 |

