1
Изобретение относится к строительной индустрии, а имеиио к конструкции форм для изготовления железобетонных изделий.
Известна форма для изготовления железобетонных изделий, содержащая иоддон с бортами и с наружными балками жесткости.
Недостатком известной формы является ее низкая жесткость, что ириводит к значительным деформациям.
На иболее близкой к предлагаемой является форма для изготовления железобетонных изделий, содержащая поддон с бортами и с наружными балками жесткости, часть высоты которых расположена ниже поддона.
Однако для этой формы характерен низкий коэффициент использования пропарочных камер.
Цель изобретения - увеличение коэффициента использования пропарочных камер.
Это достигается тем, что наружные балки жесткости прикреплены к поддону под острым углом к его формовочной поверхности.
Благодаря вынесению части высоты стенок наружных балок ниже поддона получаем общую высоту стенок балок, складывающуюся из высоты изделия, высоты иоддона и той части стенок балок, которая находится ниже поддона, любой величины, необходимой по расчету. Эта общая высота стенок балок обеспечивает высокую жесткость формы, а следовательно, неиревышение допускаемых деформаций на всех стадиях технологического процесса получения сборного железобетона. Увеличение жесткости форм дает возможность получить более прогрессивные и более долговечные формы, что способствует удешевлению получаемых в пих изделий, экономии материала на формы, уменьшению затрат на ремонт форм и уменьщенпю вероятности их преждевременного списания.
Вынесение части высоты стенок наружных балок ниже поддона и прикрепление их к поддону под острым углом к его формовочной поверхности дает возможность величить количество форм в щтабеле. Поскольку в щтабеле часть высоты стенок наружных балок верхней формы располагается в пределах нижней формы из-за наклона балок (одна форма находит на другую), то имеется возможность более рационально исиользовать объем пропарочных камер, т. е. увеличить коэффициент их загрузки. Высота формы в штабеле будет складываться пз высоты изделия и высоты поддона. Высоту поддона предлагаемой формы можно уменьшить по сравнению с высотой поддона известных форм, поскольку основная часть усилия от предварительного натяжения п от вертикальных нагрузок будет восириниматься наружными балками. Для изгибаемого или см атоизогнутого элемента поперечное сечение
тем рациональнее, чем большая часть его находится дальше от центральной оси, что и имеется в предлагаемой форме, ввиду того, что наиболее удаленные точки в ней (верхние н нижние слои иаружных балок жесткости) находятся на значительном расстоянии от центральной оси ио сразиению с наиболее удаленными точками (слоями) известных форм.
Таким образом, в предлагаемой форме устраняются недостатки, характерные для известных решений форм.
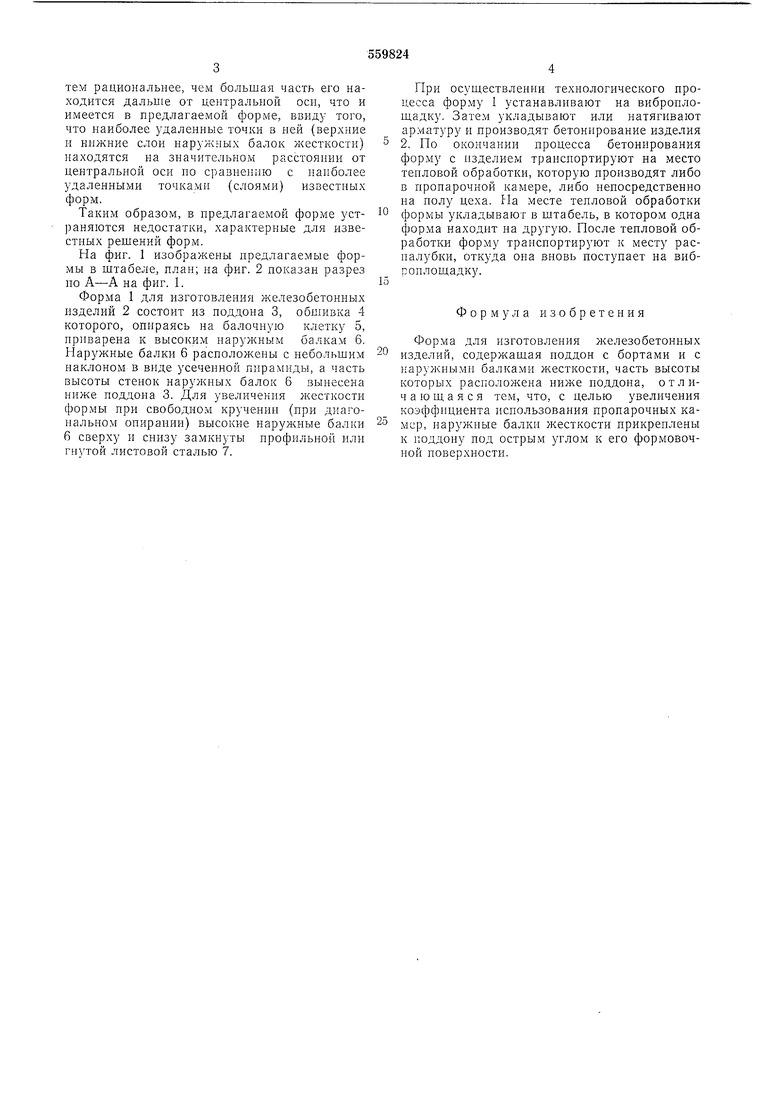
На фиг. 1 изображены предлагаемые формы в штабеле, план; на фиг. 2 показан разрез ио А-А на фиг. 1.
Форма 1 для изготовления железобетонных изделий 2 состоит из поддона 3, обшивка 4 которого, опираясь на балочную клетку 5, приварена к высоким наружным балкам 6. Наружные балки 6 расположены с небольшим наклоном в виде усеченной пирамиды, а часть высоты стенок наружных балок 6 вынесена ниже поддона 3. Для увеличения жесткости формы при свободном кручении (при диагональном опираини) высокие иарун ные балки б сверху и снизу замкнуты нрофильиой или гнутой листовой сталью 7.
При осуществлении технологического процесса форму 1 устанавливают на виброилошадку. Затем укладывают нли натягивают арматуру и производят бетонирование изделия 2. Но окончании процесса бетонирования форму с изделием траиспортируют на место тепловой обработки, которую производят либо в пропарочной камере, либо непосредственно на полу цеха. На месте тепловой обработки формы укладывают в штабель, в котором одна форма находит на другую. Носле тепловой обработки форму транспортируют к месту расиалубки, откуда оиа вновь поступает на виброилощадку.
Формула изобретения
Форма для изготовления железобетонных изделий, содержашая поддон с бортами и с наружными балками жесткости, часть высоты которых расположена ниже иоддоиа, отличаюш,аяся тем, что, с целью увеличения коэффициента исиользоваиия пропарочных камер, наружные балки жесткости ирикренлены к иоддону под острым углом к его формовочной поверхности.
ЧС ic :r т
Ы

LJ
LJ
