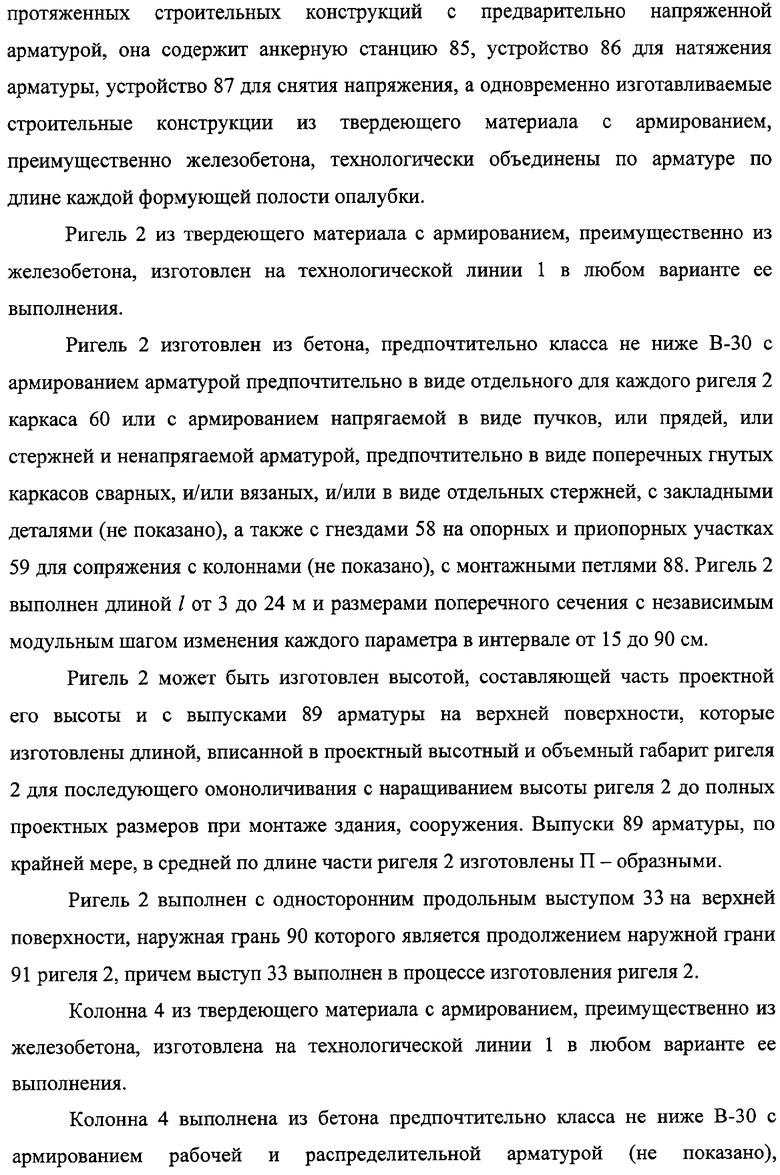
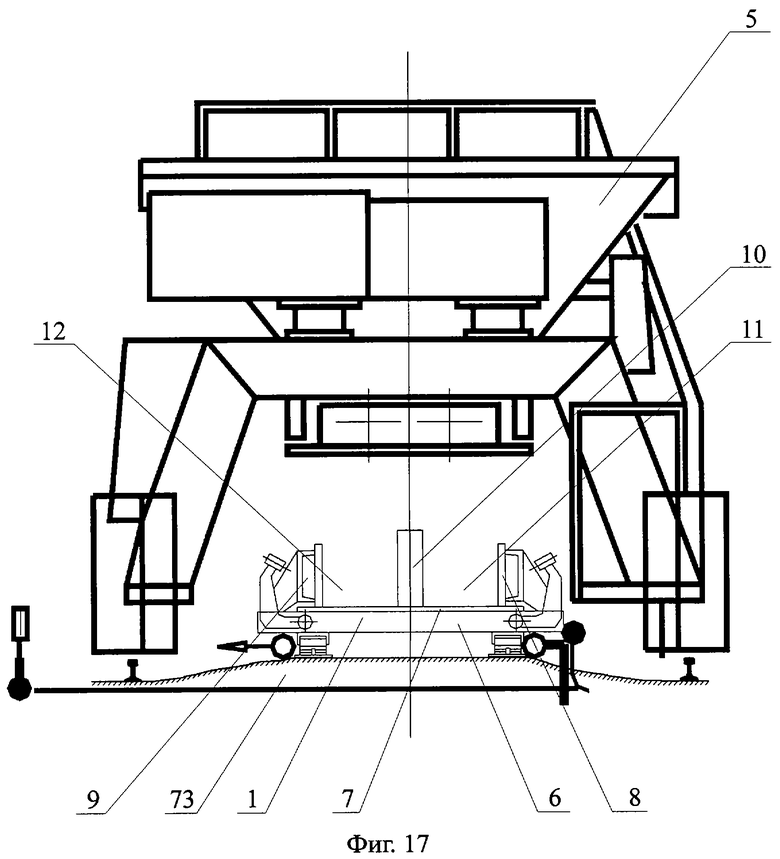
Изобретение относится к области строительства, а именно к установкам для изготовления протяженных строительных конструкций с ненапрягаемой арматурой, в том числе ригелей, балок и колонн, и самим конструкциям ригелей, балок, колонн, и может быть использовано при возведении жилых, общественных и административных зданий и сооружений, а также при их восстановлении или реконструкции. Технологическая линия для изготовления протяженных строительных конструкций с ненапрягаемой арматурой, предпочтительно ригелей, балок, колонн, согласно изобретению содержит по крайней мере один бетоноукладчик и опалубку в виде поддона и бортов, объединенных в единую ручьевую систему с образованием не менее чем двух смежных протяженных продольных формующих полостей под соответствующие предпочтительно одновременно изготавливаемые строительные конструкции из твердеющего материала с армированием, преимущественно железобетона. Смежные формующие полости разделены общим для них центральным продольным бортом с двумя формующими поверхностями, фиксированно размещенным на поддоне. Продольные наружные борта выполнены высотой, меньшей высоты центрального борта, с возможностью наращивания их по высоте до высоты, равной высоте центрального борта, откидными и установлены вдоль его внешних продольных граней с возможностью возвратных перемещений каждого из них по ширине поддона и изменения рабочей ширины каждой формующей полости в интервале от максимальной до составляющей не менее 0,3 ее максимальной величины и фиксации в требуемых, в том числе промежуточных по ширине поддона, положениях. Поддон установлен на дискретных опорах с возможностью юстировки высотного положения поддона на опорах с фиксацией, по крайней мере, от продольных перемещений в центральной по длине части и возможностью на остальной части длины направленного проскальзывания в обе стороны от центральной части, по крайней мере, по длине при температурных деформациях. При этом опалубка содержит комплект устанавливаемых перед бетонированием поперечных концевых и промежуточных по длине технологической линии формующих отсекательных инвентарных диафрагм разных типоразмеров, соответствующих типоразмерам поперечного сечения изготавливаемых строительных конструкций. На описанной технологической линии изготавливают ригель, балку и колонну, являющиеся самостоятельными объектами изобретения. Технический результат изобретения заключается в сокращении трудо- и материалозатрат и обеспечении возможности проведения работ при любых погодных условиях преимущественно в регионах, относящихся к суровым климатическим зонам с низкими отрицательными температурами в зимнее время при одновременном уменьшении сроков производства работ, получении надежной конструкции с улучшенными технологическими характеристиками и повышенным качеством, причем возможно получение одновременно нескольких изделий различных типоразмеров, в том числе длинномерных. 4 н. и 21 з.п. ф-лы, 45 ил.
1. Технологическая линия для изготовления протяженных строительных конструкций, характеризующаяся тем, что она содержит по крайней мере один бетоноукладчик, устройства для подачи и установки арматуры и опалубку, которая выполнена в виде поддона и бортов, объединенных в единую ручьевую систему с образованием не менее чем двух смежных протяженных продольных формующих полостей под соответствующие предпочтительно одновременно изготавливаемые строительные конструкции из твердеющего материала с армированием, преимущественно железобетона, причем смежные формующие полости разделены общим для них центральным продольным бортом с двумя формующими поверхностями, фиксированно размещенным на поддоне, а продольные наружные борта выполнены высотой, меньшей высоты центрального борта, с возможностью наращивания их по высоте до высоты, равной высоте центрального борта, откидными и установлены вдоль его внешних продольных граней с возможностью возвратных перемещений каждого из них по ширине поддона и изменения рабочей ширины каждой формующей полости в интервале от максимальной до составляющей не менее 0,3 ее максимальной величины и фиксации в требуемых, в том числе промежуточных по ширине поддона положениях, причем поддон установлен на дискретных опорах с возможностью юстировки высотного положения поддона на опорах с фиксацией, по крайней мере, от продольных перемещений в центральной по длине части и возможностью на остальной части длины направленного проскальзывания в обе стороны от центральной части, по крайней мере, по длине при температурных деформациях, при этом опалубка содержит комплект устанавливаемых перед бетонированием поперечных концевых и промежуточных по длине технологической линии формующих отсекательных инвентарных диафрагм разных типоразмеров, соответствующих типоразмерам поперечного сечения изготавливаемых строительных конструкций.2. Технологическая линия по п.1, отличающаяся тем, что при использовании ее для изготовления протяженных строительных конструкций с предварительно напряженной арматурой она содержит анкерную станцию, устройство для натяжения арматуры, устройство для снятия напряжения, а одновременно изготавливаемые строительные конструкции из твердеющего материала с армированием, преимущественно железобетона, технологически объединены по арматуре по длине каждой формующей полости опалубки.3. Технологическая линия по п.1, отличающаяся тем, что, по крайней мере, наружные борта опалубки выполнены с возможностью их съема и замены на борта различной высоты и/или конфигурации формующей поверхности.4. Технологическая линия по п.1, отличающаяся тем, что наружный борт выполнен в виде продольного листа, образующего его формующую поверхность, и присоединенного к нему снаружи продольного элемента жесткости, например, из гнутых, или прокатных, или составных профилей, а элемент наращивания также выполнен в виде продольного листа высотой, равной высоте наращивания, образующего формующую поверхность в зоне наращивания, и присоединенного к нему снаружи продольного элемента жесткости, например, из гнутых, или прокатных, или составных профилей, причем элемент наращивания установлен на наружный борт и объединен с ним наружными дискретно расположенными по длине борта объединительными элементами, или наружный борт выполнен в виде продольного листа и присоединенного к нему снаружи продольного элемента жесткости, например, из гнутых или прокатных, или составных профилей, а элемент наращивания выполнен в виде продольного листа высотой, равной суммарной высоте борта и высоте наращивания, и присоединенного к нему снаружи в верхней части продольного элемента жесткости, например, из гнутых, или прокатных, или составных профилей шириной, превышающей ширину элементов жесткости борта на толщину листа, причем элемент наращивания установлен на наружный борт с образованием его продольным листом формующей поверхности борта и объединен с ним наружными дискретно расположенными по длине борта объединительными элементами.5. Технологическая линия по п.1, отличающаяся тем, что центральный борт выполнен в виде протяженного полого элемента с дискретно расположенными с жестким креплением в верхней и нижней частях его полости горизонтальными ребрами жесткости, причем ребра жесткости в верхней части полости элемента расположены со смещением относительно ребер жесткости, расположенных в нижней части полости, которые выполнены со сквозными отверстиями под крепежные детали, которые смонтированы в установленных на поддоне и жестко прикрепленных к нему опорных элементах, причем крепежные детали выполнены с фиксирующими головками под накидной инвентарный ключ, заводимый в полость элемента, который снабжен верхней съемной защитной крышкой предпочтительно с верхней выпуклой криволинейной поверхностью.6. Технологическая линия по п.1, отличающаяся тем, что при использовании для изготовления ригелей она снабжена, по крайней мере, одним дополнительным формующим элементом для формования выступа ригеля, причем дополнительный формующий элемент выполнен, например, в виде натягиваемой гибкой продольной ленты, предпочтительно металлической, или из твердеющего материала с армированием, или в виде системы жестких или полужестких элементов.7. Технологическая линия по п.1, отличающаяся тем, что каждый наружный борт присоединен к поддону посредством дискретно расположенных по длине борта узлов двух типов, при этом узлы первого типа выполнены обеспечивающими распалубку с возвратно-поступательными и поворотными перемещениями борта и фиксацию борта в рабочем положении, а узлы второго типа - обеспечивающими фиксацию борта в рабочем положении и возможность поворотных и возвратно-поступательных перемещений борта, причем узлы обоих типов расположены с чередованием по длине борта, например каждый узел первого типа установлен по длине борта не менее чем через два узла второго типа, предпочтительно каждый узел первого типа установлен по длине борта через три или более узлов второго типа, при этом каждый узел первого типа состоит из пары жестко присоединенных к борту одними концами кронштейнов с установленной на них съемной упорной пластиной, другие концы которых выполнены с отверстиями под фиксирующий палец, объемлющей эти концы кронштейнов поворотной вилки с винтом открывания-закрывания борта, свободные концы которой разъемно присоединены к закрепленным на борте проушинам, и автономного кронштейна, взаимодействующего одним, имеющим зажимной винт концом с упорной пластиной, размещенного этим концом между кронштейнами, жестко присоединенными к борту, причем другой конец автономного кронштейна подвижно заведен в закрепленные на поддоне снизу спаренные поперечные элементы жесткости, выполненные в виде направляющих с отверстиями, а каждый узел второго типа состоит из пары жестко присоединенных к борту одними концами кронштейнов с установленной на них съемной упорной пластиной, другие концы которых выполнены с отверстиями под фиксирующий палец, и автономного кронштейна, взаимодействующего одним, имеющим зажимной винт концом с упорной пластиной и размещенного этим концом между кронштейнами, жестко присоединенными к борту, причем другой конец автономного кронштейна подвижно заведен в закрепленные на поддоне снизу спаренные поперечные элементы жесткости, выполненные в виде направляющих с отверстиями, при этом конец автономного кронштейна, заведенный в направляющие, снабжен последовательно расположенными по его длине не менее чем двумя одинарными или спаренными роликами, внешние из которых относительно борта закреплены на втулке с осевым отверстием, через которое пропущен фиксирующий палец, выступающими концами съемно закрепленный в соосных отверстиях, выполненных в направляющих и пропущенный через отверстия в нижней части кронштейнов, жестко связанных с бортом, с образованием системы фиксации промежуточных положений борта.8. Технологическая линия по п.7, отличающаяся тем, что отверстие в нижней части каждого кронштейна, жестко связанного с бортом, выполнено удлиненным и расположено с ориентацией большей его оси под углом к формующей поверхности поддона, отличным от 90°.9. Технологическая линия по п.8, отличающаяся тем, что наружный борт выполнен по длине составным из секций и снабжен с внутренней стороны вдоль верхней и нижней кромок скошенными фаскообразователями, причем угол скоса, по крайней мере, нижнего фаскообразователя выполнен не меньшим угла наклона к формующей поверхности поддона большей оси удлиненного отверстия в нижней части кронштейнов, жестко связанных с бортом.10. Технологическая линия по п.1, отличающаяся тем, что, по крайней мере, часть диафрагм выполнена в виде заслонок из конструкционного материала, например металла, или металлопласта, или пластика, и имеет прорези, которые заполнены легкоразрушаемым материалом.11. Технологическая линия по п.1, отличающаяся тем, что, по крайней мере, часть диафрагм выполнена в виде вкладышей из легкоразрушаемого материала, например пенополистирола или гипсоопилочной смеси, образующих в бетонируемых ригелях гнезда на опорных и приопорных участках для сопряжения с колоннами.12. Технологическая линия по п.1, отличающаяся тем, что она содержит кондуктор для изготовления арматурных каркасов строительных конструкций, монтажных петель, а также набор глубинных вибраторов для уплотнения бетонной смеси, устройство для прогрева бетонной смеси предпочтительно в виде системы форсунок или перфорированного паропровода, расположенных под поддоном и соединенных с источником подачи острого пара через распределительное автоматическое устройство, и изотермического чехла с устройством его разматывания с барабана и сматывания на барабан, причем чехол выполнен шириной и длиной, обеспечивающими полное укрытие по длине и ширине технологической линии, и заведен продольными кромками в лотки конденсатосборника, образованные в полу по обоим продольным сторонам технологической линии за ее пределами.13. Технологическая линия по п.1, отличающаяся тем, что поддон выполнен по длине составным из секций, причем каждая секция состоит из жесткого каркаса, расположенного по контуру секции с продольными и поперечными элементами жесткости, и листа, расположенного на каркасе, причем секции каркаса соединены между собой стяжными элементами, расположенными по продольным граням каркаса, а листы всех секций жестко соединены между собой предпочтительно сплошными сварными швами, при этом опоры, к которым поддон прикреплен жестко, расположены на одной поперечной оси; каждый поперечный элемент жесткости поддона выполнен из спаренных, образующих направляющие протяженных прокатных, или гнутых, или сварных профильных элементов, предпочтительно швеллеров, которые объединены понизу пластинами или плитами для опирания на неподвижные опоры с возможностью проскальзывания.14. Технологическая линия по п.1, отличающаяся тем, что каждая опора, на которую поддон оперт с возможностью проскальзывания, выполнена с установленной на фундаменте опорной частью, состоящей из направляющей плиты, жестко прикрепленной к ней снизу втулки с наружной резьбовой поверхностью и расположенных под ней верхней и нижней кольцевых опорных плит, причем верхняя опорная плита выполнена с внутренней резьбовой поверхностью, взаимодействующей с наружной резьбовой поверхностью втулки, и наружной боковой цилиндрической в верхней части, имеющей глухие горизонтальные гнезда под ключ поверхностью, сопряженной с нижней частью ее поверхности выполненной в виде выпуклого участка сферы, а нижняя опорная плита выполнена с цилиндрической боковой поверхностью и углублением в верхней части стенок также в виде участка сферы, в котором свободно установлен сферический нижний участок верхней опорной плиты.15. Технологическая линия по п.1, отличающаяся тем, что она снабжена устройствами с программным управлением для автоматизации, по крайней мере, части технологических процессов.16. Ригель из твердеющего материала с армированием, преимущественно железобетона, характеризующийся тем, что он изготовлен на технологической линии по любому из пп.1-15.17. Ригель по п.16, отличающийся тем, что он изготовлен из бетона предпочтительно класса не ниже В-30 с армированием арматурой предпочтительно в виде отдельного для каждого ригеля каркаса или с армированием напрягаемой в виде пучков, или прядей, или стержней и ненапрягаемой арматурой предпочтительно в виде поперечных гнутых каркасов сварных и/или вязаных и/или в виде отдельных стержней с закладными деталями, с гнездами на опорных и приопорных участках для сопряжения с колоннами здания, сооружения и с монтажными петлями, при этом ригель изготовлен длиной l от 3 до 24 м и размерами поперечного сечения с независимым модульным шагом изменения каждого параметра от 15 до 90 см.18. Ригель по п.16, отличающийся тем, что он изготовлен высотой, составляющей часть проектной его высоты, и с выпусками арматуры на верхней поверхности, которые изготовлены длиной, вписанной в проектный высотный и объемный габарит ригеля для последующего омоноличивания с наращиванием высоты ригеля до полных проектных размеров при монтаже здания, сооружения, причем выпуски арматуры, по крайней мере, в средней по длине части ригеля изготовлены П-образными.19. Ригель по п.16, отличающийся тем, что он выполнен с односторонним продольным выступом на верхней поверхности, наружная грань которого является продолжением наружной грани ригеля, причем выступ выполнен в процессе изготовления ригеля.20. Колонна из твердеющего материала с армированием, преимущественно железобетона, характеризующаяся тем, что она изготовлена на технологической линии по любому из пп.1, 3-5, 7-10, 12-15.21. Колонна по п.20, отличающаяся тем, что она выполнена из бетона предпочтительно класса не ниже В-30 с армированием рабочей и распределительной арматурой предпочтительно в виде каркасов или блоков каркасов, в том числе сварных и/или вязаных, а также с монтажными петлями на боковой поверхности, выпусками арматуры на одном, предпочтительно нижнем торце и/или каналами под выпуски арматуры на другом, предпочтительно верхнем торце, или с плоским нижним торцом, предназначенным для установки в стакан фундамента, при этом колонна выполнена длиной l от 3 до 24 м и размерами поперечных сечений с независимым модульным шагом изменения каждого параметра от 15 до 90 см.22. Колонна по п.20, отличающаяся тем, что она выполнена в виде колонны для сборно-монолитного домостроения, в том числе для образования сборно-монолитного каркаса здания, сооружения, и выполнена длиной, превышающей высоту, по крайней мере, одного этажа здания, сооружения, с, по крайней мере, одним промежуточным по длине технологически незабетонированным участком в зоне расположения перекрытия, и обеспечением возможности расположения ее торцов вне зоны расположения, по крайней мере, междуэтажных перекрытий.23. Колонна по п.22, отличающаяся тем, что она снабжена на технологически незабетонированных участках дополнительными раскосными усиливающими элементами, выполненными предпочтительно из арматурных стержней.24. Балка из твердеющего материала с армированием, преимущественно железобетона, например мостовая, балка покрытия, балка подкрановых путей, фундаментная балка, стропильная балка, характеризующаяся тем, что она изготовлена на технологической линии по любому из пп.1-5, 7-10, 12-15.25. Балка по п.24, отличающаяся тем, что она выполнена из бетона предпочтительно класса не ниже В-30 с армированием арматурой предпочтительно в виде отдельного для каждой балки каркаса или с армированием напрягаемой в виде пучков, или прядей, или стержней и ненапрягаемой арматурой предпочтительно в виде поперечных гнутых каркасов сварных и/или вязаных и/или в виде отдельных стержней с закладными деталями и монтажными петлями на верхней поверхности длиной l от 3 до 24 м и размерами поперечного сечения с независимым модульным шагом изменения каждого параметра от 15 до 90 см.