1
Изобретение относится к технологии дуговой сварки и может быть использовано для возбуждения дуги в начале процесса при сварке переменным током неплавящимся электродом.
Известен способ повторного возбуждения дуги переменного тока, при котором стабилизирующий импульс подают на дуговой промежуток в момент наибольщего расчетного значения угла сдвига между напряжением источника питания и током дуги 1.
Недостатком этого способа при использовании его для первоначального возбуждения дуги является то, что указанный момент подачи импульса не отвечает условиям уменьшения сверхтоков при других значениях угла сдвига между сварочным током и напряжением холостого хода источника питания.
Известен также способ возбуждения дуги без прикосновения электрода к изделию, при котором на дуговой промежуток подают напряжению от источника питания сварочной дуги и высокое напряжение от специального устройства, например от осциллятора 2.
При таком способе имеют место всплески сварочного тока, которые приводят к разрушению неплавящегося электрода и попаданию его частиц в сварочную ванну. Причиной этого является замыкание дугой сварочной цепи в момент времени, несовпадающий
с фазой перехода установившегося тока через нулевое значение, что вызывает переходной процесс, в течение которого появляются сверхтоки.
Целью изобретения является повышение качества сварного шва путем уменьшения всплеска тока сварки и разбрызгивания металла. Поставленная цель достигается тем, что напряжение источника питания подают импульсами, начало и конец которых синхронизируют соответственно с наименьшим и наибольшим расчетными значениями угла сдвига между напрялчением холостого хода источника питания и током дуги, а после возбуждения дуги напряжение источника подают непрерывно.
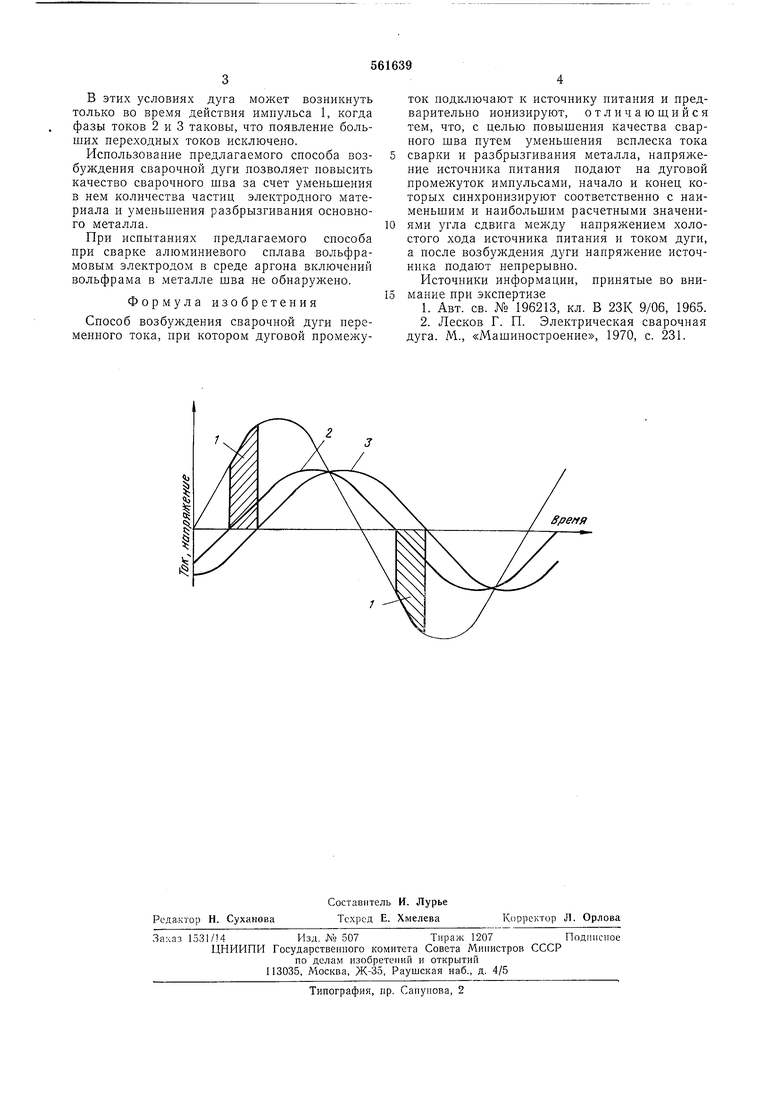
На чертеже приведены графики временной зависимости импульсов напряжения холостого хода источника питания, расчетного тока соответственно с наименьшим и наибольшим углом сдвига относительно напряжения холостого хода источника питания.
Импульсы 1 напрял ения холостого хода подают в период времени между переходами через нулевое значение расчетных сварочных токов 2 и 3. При этом на дуговом промел утке действует высокое напряжение от специального ионизирующего устройства.
В этих условиях дуга может возникнуть только во время действия имиульса 1, когда фазы токов 2 и 3 таковы, что иоявление больших переходных токов исключено.
Исиользование предлагаемого способа возбуждения сварочной дуги позволяет повысить качество сварочного шва за счет уменьшения в нем количества частиц электродного материала и уменьшения разбрызгивания основного металла.
При испытаниях предлагаемого способа при сварке алюминиевого сплава вольфрамовым электродом в среде аргона включений вольфрама в .металле шва не обпаружено.
Формула изобретения
Способ возбуждения сварочной дуги переменного тока, при котором дуговой промежуток подключают к источнику питания и предварительно ионизируют, отличаюшийся тем, что, с целью повышения качества сварного шва путем уменьшения всплеска тока сварки и разбрызгивания металла, напряжение источника питания подают на дуговой промежуток импульсами, начало и конец которых синхронизируют соответственно с наименьшим и наибольшим расчетными значениями угла сдвига между напряжением холостого хода источника питания и током дуги, а после возбуждения дуги напряжение источника подают непрерывно. Источники информации, принятые во внимание при экспертизе
1.Авт. св. № 196213, кл. В 23К 9/06, 1965.
2.Лесков Г. П. Электрическая сварочная дуга. М., «Машипостроение, 1970, с. 231.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСКОНТАКТНОГО ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1991 |
|
RU2027562C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| Способ дуговой механизированной сварки модулированным током | 1991 |
|
SU1797539A3 |
| Устройство для возбуждения дуги между неплавящимся электродом и изделием | 1987 |
|
SU1480992A1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2254214C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1999 |
|
RU2174898C2 |
