Изобретение относится к области сварки и может использоваться для осуществления сварки и наплавки металлов во всех отраслях производства и услуг.
Известен способ плазменной сварки с использованием тугоплавкой вставки из вольфрама, установленной в металлическое сопло плазмотрона. При превышении током сжатой дуги прямого действия прямой полярности порога аварийного двойного дугообразования на кромке выходного отверстия сопла плазменной горелки возникает шунтирующая дуга, которая, перемещаясь по этой кромке, достигает вставки, фиксируется на ней и в дальнейшем горит со вставки. На обрабатываемой детали обе дуги создают вытянутую зону нагрева (см. АС №721273 СССР, опубл. 15.03.80 г., бюл. №10).
Техническими проблемами при использовании способа обработки изделия шунтированными дугами является нестабильность соотношения токов сжатой и свободной дуги и невозможность управления этим соотношением, малое значение тока сжатой дуги, а также то, что свободная дуга, как и сжатая, является дугой прямой полярности. При использовании сжатой дуги обратной полярности образование свободной шунтированной дуги приведет к появлению на вольфрамовой вставке анодного пятна шунтирующей дуги. Такая дуга вводит в вольфрамовый электрод-анод, которым является вставка, большую мощность, что приводит к ее расплавлению или необходимости использовать очень малые токи.
Известен способ плазменной сварки металлов малых толщин, осуществляемый при горении между электродом и соплом горелки дежурной дуги, при котором на сопло горелки подают положительные относительно изделия импульсы напряжения, а в промежутках между ними на электрод подают отрицательные относительно изделия импульсы напряжения, под действием которых между изделием и электродом формируется плазменная дуга (см. АС №221 477 СССР, 1971 г., бюл. №24).
Между электродом и соплом плазменной горелки в потоке плазмообразующего газа непрерывно горит дежурная дуга постоянного тока, создающая в промежутке сопло - изделие факел плазмы. При подаче на сопло горелки положительного относительно изделия полупериода напряжения между соплом и изделием формируется дуга обратной полярности с пространственно нестационарным катодным пятном. В течение этого полупериода происходит разрушение окисной пленки на кромках алюминиевого изделия.
Данный способ является способом сварки с использованием комбинации сжатой и свободной дуг.
Техническими проблемами известного способа является низкая пространственная устойчивость свободной дуги между соплом и изделием, низкая мощность этой дуги и ограниченные технологические возможности процесса сварки, что позволяет вести сварку только металлов малых толщин из алюминиевых сплавов.
Величина тока и эффективной мощности свободной дуги обратной полярности выбирается только из соображений качественной очистки алюминиевого сплава от окисной и поэтому мала, и почти не оказывает влияния на проплавление изделия.
Для питания обеих дуг используется один сварочный источник питания, о чем свидетельствуют значительные перерывы в горении сжатой дуги прямого действия и дуги между соплом и изделием. Перерывы составляют примерно половину периода переменного тока частотой 50 Гц, то есть 0,01 с. Такие перерывы на два порядка больше времени охлаждения и деионизации дугового промежутка между электродом и изделием 10-4 с. Поэтому обязательным условием выполнения известного способа сварки является непрерывное горение дежурной дуги, что приводит к дополнительным затратам электрической энергии, повышает вероятность возникновения аварийной двойной дуги. Способ обеспечивает возможность обработки изделия только одним сочетанием воздействия на изделие приэлектродных областей сжатой и свободной дуг, а именно анодной области у сжатой дуги и катодной у свободной дуги, что ограничивает использование технологических свойств приэлектродных областей при сварке различных по физическим свойствам металлов.
Значительная асимметрия токов напряжений и токов дуг в импульсах сжатой и свободной дуг требует применения сложного специализированного источника питания.
Низкая пространственная устойчивость дуги обусловлена расположением анодного пятна свободной дуги на плоской поверхности сопла плазмотрона. Это в значительной степени затрудняет использование тепловой энергии и без того маломощной свободной дуги для проплавления изделия, так как выделение мощности по пятну нагрева носит случайный характер. Таким образом, дуга между соплом и изделием практически не влияет на проплавление изделия. Очистка алюминиевого изделия от окисной пленки также недостаточно стабильна вследствие случайного характера перемещения дуги по поверхностям сопла и изделия.
При этом поверхность сопла испытывает достаточно большую дополнительную тепловую нагрузку в качестве анода свободной дуги, что вызывает его эрозию, что особенно неприемлемо в зоне, близкой к сжимающему каналу сопла.
В известном способе сварки металлов комбинацией сжатой и свободной дуг, при котором зажигают дежурную дугу между неплавящимся электродом и соплом плазмотрона и сжатую дугу прямой полярности между неплавящимся электродом и изделием, а между соплом и изделием периодически зажигают свободную дугу обратной полярности, для питания сжатой дуги используют сварочный источник питания с высокочастотным зажиганием дежурной дуги, напряжение на дуговой промежуток между неплавящимся электродом плазмотрона и изделием подают постоянно, после зажигания сжатой дуги ее источник питания переводят в дежурный режим для дугового промежутка между неплавящимся электродом и соплом, а свободную дугу формируют путем подачи разнополярных импульсов тока с частотой не менее 50 Гц от второго источника питания между неплавящейся вставкой, установленной в сопло плазмотрона, и изделием, причем отношение среднего за период тока импульсов прямой полярности в свободной дуге к среднему току за период выбирают в пределах 0,5-0,9.
В данном способе вначале может зажигаться сжатая дуга, а затем свободная, и наоборот. Также обе дуги могут зажигаться одновременно.
На фиг. 1 представлена схема реализации способа, на фиг. 2 - циклограмма токов свободной дуги, на фиг. 3 - расположение дуг при сварке, на фиг. 4 - зависимости допустимых токов на вольфрамовые электроды, на фиг. 5 - зависимости для удельных эффективных мощностей.
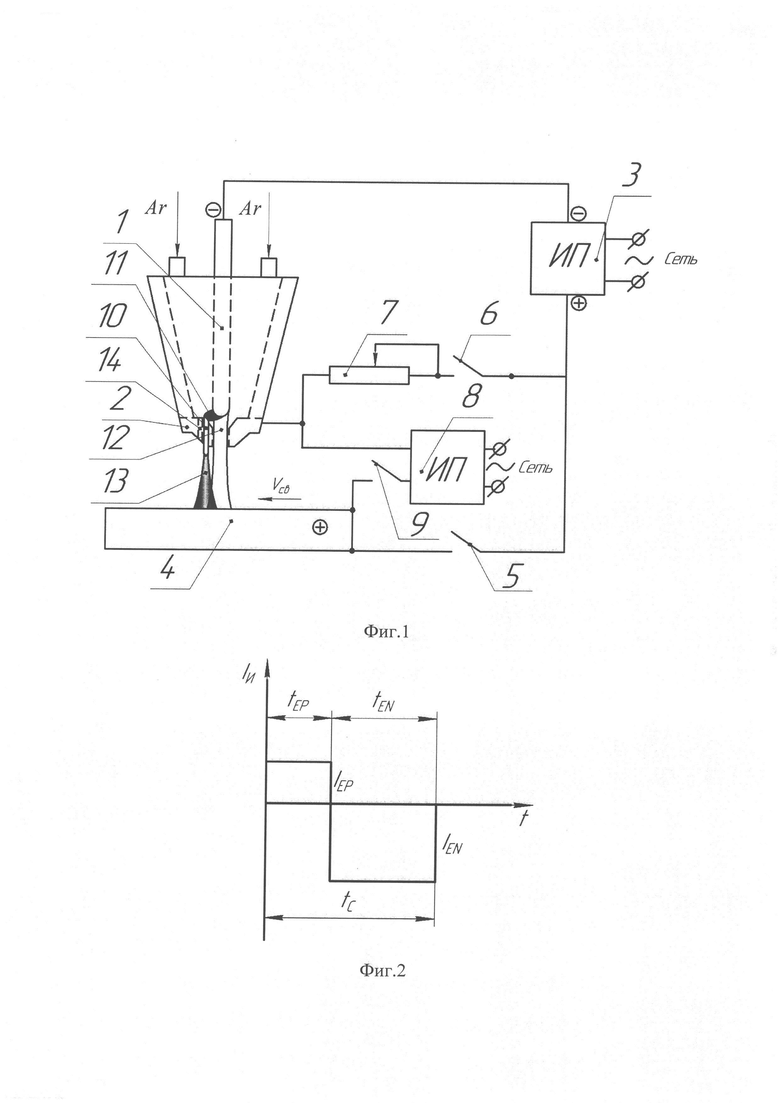
На фиг. 1 представлена схема реализации предлагаемого способа сварки.
В пространство между вольфрамовым электродом 1, установленным в сопло 2 плазменной горелки и соплом 2, подается плазмообразующий инертный газ. Отрицательный полюс сварочного источника питания постоянного тока 3 подключен к вольфрамовому электроду 1, а положительный полюс к свариваемому изделию через выключатель 5, и через выключатель 6 и регулируемое балластное сопротивление 7 к соплу 2 плазменной горелки. Один из полюсов второго сварочного источника питания 8, генерирующего разнополярные прямоугольные импульсы тока, подключают непосредственно к соплу 2 после балластного сопротивления 7. Поэтому к соплу 2 подсоединяется только один проводник. Второй полюс источника питания 8 подключают к изделию 4 через выключатель 9. В сопло 2 плазменной горелки с ее торца закрепляют тугоплавкую цилиндрическую неплавящуюся вставку из вольфрама 10. Вначале при отключенном выключателе 5 зажигают дежурную дугу 11 между вольфрамовым электродом 1 и соплом 2 с помощью высокочастотного возбудителя дуги, встроенного в источник питания 3. При этом выключатель 6 должен быть включен. Возникает дежурная дуга 11, которая ионизирует дуговой промежуток между вольфрамовым электродом 1 и изделием 4. После этого посредством включения выключателя 5 прикладывают напряжение к ионизированному промежутку между изделием 4 и электродом 1 и зажигается сжатая дуга прямого действия прямой полярности 12. Затем дежурную дугу 11 отключают выключателем 6. Схема питания дуг 11 и 12 работает таким образом, что в случае случайного обрыва сжатой дуги 12 выключатель 6 соединяет полюс источника 3 с соплом 2 и дежурная дуга 11 снова зажигается для зажигания сжатой дуги 12.
После зажигания сжатой дуги прямой полярности 12 подают рабочее напряжение между соплом 2 и изделием 4 от источника питания 8, включая выключатель 9. Вследствие растекания плазмообразующего газа между соплом и изделием и действия высокочастотного возбудителя дуги, встроенного во второй источник питания 8 между вставкой из вольфрама 10 и изделием 4 зажигается свободная дуга 13. В сопле 2 могут выполняться отверстия 14 для защиты зоны вокруг свободной дуги 13 от воздуха. Сварочная горелка с соплом 2 перемещается вдоль стыка деталей свариваемого изделия 4 со скоростью сварки Vc. Свободная дуга 13 благодаря неплавящейся вольфрамовой вставке 10 и нестационарному режиму горения, а также действию защитного газа, проходящего через отверстия 14, обладает высокой пространственной устойчивостью. Это позволяет располагать плоскость, проходящую через оси вольфрамового электрода 1 и вольфрамовой вставки 10 под различными углами к направлению сварки и поворачивать эту плоскость на угол от нуля до 180 градусов, в зависимости от технологических потребностей процесса. Регулировка импульсов тока в источнике питания 8 и свободной дуге 13 осуществляется в диапазоне отношения среднего за период тока прямой полярности к полному среднему току за период от ϕ=0,5-0,9, что обеспечивает широкие технологические возможности способа и в то же время высокую стойкость неплавящейся вольфрамовой вставки 10. При расположении электрода 1 и вольфрамовой вставки 10 в одной плоскости вдоль направления сварки достигается эффект тандемной сварки, при котором повышается глубина проплавления изделия 4 или обеспечивается повышение скорости сварки. При сварке алюминиевых сплавов свободная дуга 13 располагается впереди по отношению к направлению сварки, что при выборе отношения средних токов импульсов прямой полярности за период в свободной дуге 13 по отношению к ее полному среднему току ϕ=0,5-0,9, обеспечит разрушение окисной пленки алюминия на изделии 4 за счет катодного распыления. Значения ϕ=0,8-0,9 обеспечат почти такую же стойкость вольфрамовой вставки 10 при сварке сталей, как в дуге постоянного тока прямой полярности. Свободная дуга 13, благодаря преобладанию импульсов прямой полярности может иметь высокие ток и мощность и оказывать большое влияние на глубину проплавления изделия 4. За счет смены полярности в свободной дуге 13 обеспечивается одновременно дополнительное регулирование плотности теплового потока на изделии 4 и давления дуг на сварочную ванну. Это позволяет повысить суммарную мощность дуг и производительность сварки по сравнению с однодуговой сваркой.
Зажигание сжатой дуги 12 и свободной дуги 13 может производиться и в обратной последовательности, что обусловлено наличием в сварочном источнике разнополярных импульсов тока 8 высокочастотного возбудителя дуг. То есть сначала может зажигаться свободная дуга 13 между неплавящейся вставкой 10 и изделием 4 при отключенном от сопла 2 положительном полюсе источника питания 3, а затем подключается сопло 2 и с помощью высокочастотного возбудителя источника питания 3 зажигается сначала дежурная дуга 11, а затем сжатая дуга 12 прямого действия. После зажигания сжатой дуги 12 сопло 2 отключается от источника питания 3 выключателем 6, который начинает работать в режиме ожидания. Электронная схема управления дугами 11, 12, 13 устроена таким образом, что в случае случайного обрыва сжатой дуги 12, выключатель 6 срабатывает и происходит новое зажигание дежурной дуги 11. После зажигания сжатой дуги 12 дежурная дуга 11 вновь отключается выключателем 6. Такая последовательность зажигания предпочтительна при сварке алюминиевых сплавов, так как в первую очередь необходимо обеспечить очистку свариваемых поверхностей от окисной пленки алюминия.
Такой способ зажигания и поддержания сжатой дуги прямого действия 12 необходимо использовать потому, что вследствие большой длины дугового промежутка параметров высокочастотных возбудителей дуг бывает недостаточно для непосредственного зажигания и поддержания горения сжатой дуги.
В качестве тугоплавкой вставки 10 сопла могут использоваться как все марки вольфрамовых электродов, так и комбинированные электроды, используемые, например, при воздушно-плазменной резке. Тугоплавкая вставка 10 может устанавливаться в сопло как заподлицо с поверхностью сопла, так и выступать из нее. Она может затачиваться под острым углом при преобладании импульсов прямой полярности или приобретать на конце форму полусферы при ϕ=0,5-0,6 из-за оплавления торца вставки.
Свободная дуга 13 зажигается и горит устойчиво именно с вольфрамовой вставки 10, поскольку она обладает высокими эмиссионными свойствами, а длина дуги с нее меньше дистанции между соплом 2 и изделием 4.
Вольфрамовая вставка 10 может устанавливаться в сквозное отверстие и иметь выход и на внутреннюю сторону сопла 2. В этом случае дежурная дуга И может фиксироваться на вольфрамовую вставку 10, что повысит стойкость сопла 2. Стойкость вставки с внутренней стороны сопла при этом будет обеспечена тем, что работа дежурной дуги 11 носит кратковременный характер.
При сварке высоколегированных сталей и титана свободная дуга 13 может располагаться как впереди по отношению к направлению сварки, так и позади.
Частоту импульсов в свободной дуге 13 не следует выбирать меньше 50 Гц, так как это привело бы к значительным затратам при изготовлении источника питания, не обеспечив особых технологических преимуществ. Частота 50 Гц соответствует промышленной частоте переменного тока, что облегчает производство и использование необходимых для реализации способа источников питания. Современные источники питания, обеспечивающие генерацию разнополярных импульсов тока прямоугольной формы, используют частоты 50-150 Гц. При этом исследованиями установлено, что изменение частоты в пределах 150-400 Гц не влияет на технологические свойства дуги. В диапазоне 50-150 Гц такое влияние также невелико. Данные о слабом влиянии частоты на технологические свойства дуги приведены в монографии Савинова А.В. и др. Дуговая сварка неплавящимся электродом. М.: Машиностроение, 2011, 477 с., стр. 276-277 и в ряде зарубежных публикаций.
Основными параметрами сжатой дуги являются ток сжатой дуги прямого действия, диаметр и длина цилиндрического участка сопла, расход плазмообразующего газа, расстояние от торца электрода до цилиндрического канала сопла, диаметр вольфрамового электрода, расход защитного газа.
Для свободной дуги между тугоплавкой вставкой и изделием основными параметрами являются средние токи импульсов дуг за период частота импульсов, диаметр тугоплавкой вставки, расход защитного газа.
Общими параметрами процесса сварки комбинацией сжатой и свободной дуг являются скорость сварки, расстояние между соплом и изделием и дистанция между осью сопла плазмотрона и осью тугоплавкой вставки сопла, угол поворота плоскости, проходящей между осями сопла и электрода по отношению к направлению сварки, начальная температура свариваемого изделия.
Сварной шов при дуговой сварке формируется под действием распределенного теплового потока и распределенного давления дуги. Данный способ, благодаря увеличению параметров процесса и диапазонов их изменения, обеспечивает возможности регулирования теплового и силового воздействия дуг на изделие в широких пределах и позволяет отыскивать наиболее благоприятное их сочетание. Таким образом, способ обладает большим числом параметров, что определяет высокую гибкость технологических процессов, реализуемых с его помощью. Под гибкостью понимается возможность обеспечения одновременно двух и более показателей свойств сварного соединения.
За счет расширения возможности регулирования распределенности давления дуг и расположения их вдоль направления сварки способ позволяет выполнять одностороннюю сварку стыковых соединений высоколегированных сталей без разделки кромок толщиной до 8 мм и алюминиевых сплавов до 10 мм, что обеспечивает повышение технико-экономических показателей по сравнению с аргонодуговой сваркой более чем в 2 раза.
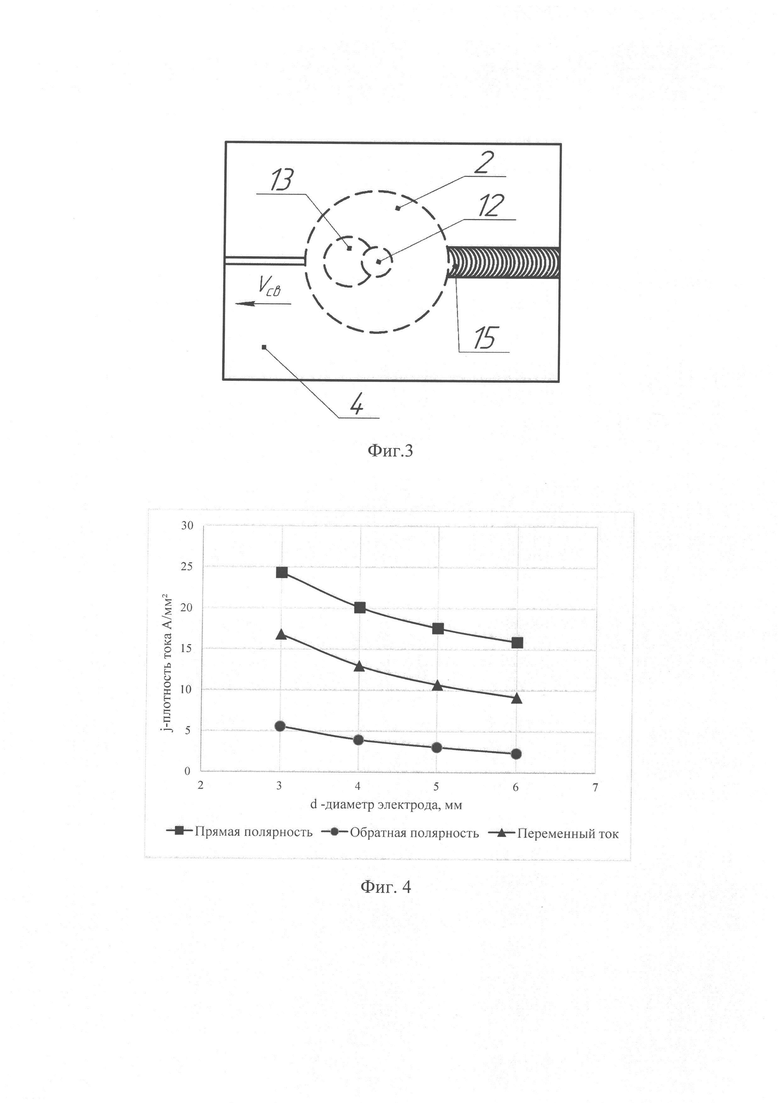
На фиг. 2 представлена в общем виде циклограмма тока свободной дуги между неплавящейся тугоплавкой вставкой и свариваемым изделием. Весь период цикла горения дуги обозначен tc, время горения импульса прямой полярности обозначен tEN, время импульса обратной полярности tEp. Ток импульса прямой полярности обозначен Ien, ток импульса обратной полярности обозначен IEP. В общем случае токи импульсов и время их действия различны. Средний ток импульса прямой полярности Iens за период можно определить по формуле

Средний ток импульса обратной полярности Ieps за период можно определить по формуле

Полный средний ток импульсов за период Is равен сумме средних токов прямой и обратной полярностей

В специальной литературе приводятся данные, что для хорошей очистки алюминиевых сплавов от окисной пленки необходимо, чтобы длительность импульса тока обратной полярности быть в пределах от длительности периода 0,1875 - 0,375 (см. статью А.В. Савинова и др. Проплавляющая способность дуги переменного тока с прямоугольной формой импульсов. Известия ВолГТУ, Серия Проблемы материаловедения, сварки и прочности в машиностроении. Волгоград. 2015. №2 (181), с.135-141). Соответственно длительность импульса прямой полярности должна составлять 0,8125-0,625. По данным обзорной статьи Гринюк А.А. и др. Основные тенденции развития плазменно-дуговой сварки алюминиевых сплавов. Автоматическая сварка. 2015. №11. С.39-50 (рис. 4, стр. 423) значение длительности обратной полярности к длительности цикла для сжатой дуги лежит в диапазоне 0,136-0,174. То есть это значительно ниже значений указанных в предыдущей работе. Таким образом, оценивать интенсивность катодной очистки следует не отношением длительности импульсов, а отношением среднего тока импульса к общему среднему току, так как это более обобщенный, интегральный показатель воздействия дуги на металл.
Достаточно ясно, что диапазон режимов, удовлетворяющих условию очистки от окисной пленки алюминиевых сплавов нельзя характеризовать только относительной длительностью полярности или током этой полярности. Комплексным показателем интенсивности очистки окисной пленки за период является отношение среднего тока обратной полярности к среднему току за период.
Согласно данному способу режим свободной дуги должен отвечать условию

Это позволит обеспечить достаточную стойкость тугоплавкой неплавящейся вставки и катодное разрушение окисной пленки алюминия при сварке алюминиевых сплавов при достаточно большой мощности дуг обеих полярностей.
Современные источники питания для сварки разнополярными импульсами тока обеспечивают формирование, как прямоугольных импульсов, так и треугольных. Возможно также применение импульсов любой формы. Поэтому режим горения дуг целесообразнее всего характеризовать не только частотой и длительностью импульсов, но и средними токами за период. Регулирование тока за период осуществляется в более простых конструкциях источников только соотношением длительности импульсов, в более сложных источниках также амплитудой токов. Поэтому средний ток импульса за период является наиболее полной энергетической характеристикой режима.
Первоначальное и повторное зажигание дуг при любой форме импульсов в таких источниках питания дуги обеспечивается действием высокочастотных возбудителей дуг, встраиваемых в источники питания. Частота импульсов тока в таких источниках питания обычно не менее 50 Гц. Высокочастотное зажигание действует только короткое время после погасания очередного импульса тока, пока не произойдет новое зажигание дуги на другой полярности.
На фиг. 3 показано одно из возможных взаимных расположений дуг при сварке. Сопло 2 плазменной горелки перемещается в направлении сварки со скоростью Vc вдоль изделия 4. При сварке алюминиевых сплавов свободная дуга 13 располагается впереди по направлению сварки, так как она должна обеспечит катодное разрушение окисной пленки алюминия, чтобы обеспечить действие сжатой дуги 12 на очищенный металл. Небольшое расстояние между дугами 12 и 13 обеспечивает эффект тандемной сварки, заключающийся в рассредоточении эффективной мощности дуг вдоль линии сварки и приводящий к повышению глубины проплавления изделия 4. В результате сварки образуется сварной шов 15. Мощности дуг 12 и 13 выбираются из условия разрушения окисной пленки и оптимальной глубины проплавления. Соотношение ϕ целесообразно выбирать максимальным при сварке высоколегированных сталей и титановых сплавов и порядка ϕ=0,5-0,8 при сварке алюминиевых сплавов. Режим сварки при ϕ=0,5 во многом соответствует однофазной аргонодуговой сварке алюминиевых сплавов на переменном синусоидальном токе промышленной частоты.
В качестве источника питания свободной дуги могут использоваться и сварочные трансформаторы, оснащенные высокочастотными возбудителями дуг при смене полярности. В качестве источника питания сжатой дуги могут использоваться сварочные выпрямители для аргонодуговой сварки с встроенными высокочастотными устройствами зажигания дуги и электронной схемой для его включения при случайных обрывах сжатой дуги или при использовании сварочных осцилляторов. Сварочные выпрямители имеют напряжение холостого хода до 80 В, что вполне обеспечивает получение значительных токов в сжатой дуге, несмотря на ее повышенное напряжение.
Следует отметить, что эффекта тандемной сварки сложно достигнуть при двухдуговой сварке двумя независимыми сжатыми дугами, поскольку вследствие значительных габаритов сопел плазмотронов сложно обеспечить достаточно близкое расстояние между дугами.
На фиг. 4 представлены расчетные зависимости допустимых токов на неплавящиеся вольфрамовые электроды на прямой и обратной полярности дуги и на синусоидальном переменном токе. Зависимости получены в статье В.П. Сидорова, Д.Э. Советкина, Г.М. Коротковой. О допустимых токах на вольфрамовый электрод дуги с разнополярными импульсами тока / Вестник Пермского национального исследовательского политехнического университета. Машиностроение, материаловедение - 2020. - Т.22, №4. - С.5-12.DOI:10.15593/2224-9877/2020.4.01.
Верхняя зависимость относится к прямой полярности дуги, нижняя к обратной полярности, а средняя к однофазному переменному синусоидальному току промышленной частоты. Это средние допустимые токи, а возможный их диапазон приведен в таблице 1.
Эти зависимости можно использовать для выбора допустимых токов, как для электрода плазмотрона, так и тугоплавкой вставки сопла.
Средний допустимый ток сжатой дуги прямой полярности выбирается по верхней кривой на фиг. 4. Средние токи импульсов свободной дуги за время их действия выбираются для импульсов прямой полярности по верхней зависимости, а для импульсов обратной полярности по нижней зависимости. При использовании для питания свободной дуги однофазного переменного тока промышленной частоты выбор среднего тока в одном полупериоде может выполняться по средней кривой на фиг. 4. Диапазон допустимых отклонений средних токов импульсов для свободной дуги приведен в таблице 1.
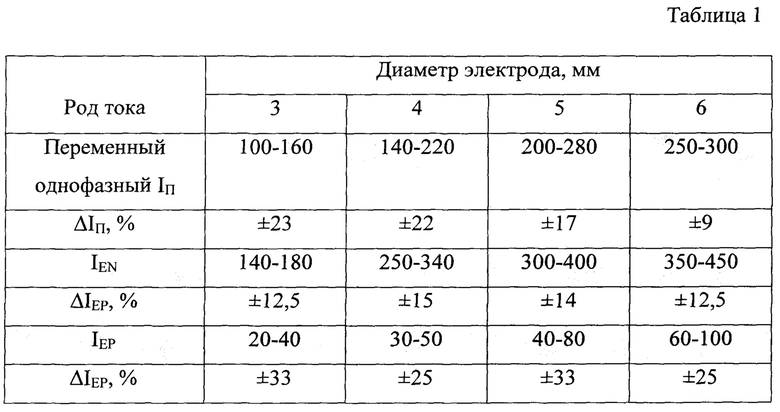
В таблице 1 приведены диапазоны допустимых диапазонов токов различных полярностей и процент отклонений предельных значений к среднему значению.
На фиг. 5 представлены зависимости удельных эффективных мощностей сжатой аргоновой дуги q1 на медном изделии. Зависимости построены на основе данных по калориметрированию сжатой дуги с разнополярными импульсами тока, опубликованных в статье F. Jiang, Ch. Li, Sh. Chen. Experimental investigation on heat transfer of different phase in variable polarity plasma arc welding. Welding in the World (2019) 63: 1153-1162 https://doi.org/10.1007/s40194-019-00722-3.Верхняя зависимость построена для обратной полярности дуги ЕР, нижняя для прямой полярности EN.
При проведении опытов изменялся ток импульсов одной дуги, а ток импульсов второй дуги не изменялся. У зависимости для полярности ЕР ток полярности EN оставался постоянным 100 А. У зависимости для полярности EN ток полярности ЕР также оставался постоянным 150 А.
Удельная эффективная мощность q1 - это мощность, приходящаяся на 1 А тока дуги

где q - эффективная мощность дуги, Вт,
I - ток дуги, А.
q1 наиболее полно характеризует проплавляющую способность сварочных дуг. Если известна эта величина, то, не нужно знать напряжение сварочной дуги и использовать эффективный КПД для определения эффективной мощности q. Использование удельной эффективной мощности q1 обеспечивает более точный расчет температур в изделии при сварке. Расчеты авторов по данным той же работы показали, что среднее алгебраическое отклонение относительных отклонений от средних значений (САО) удельной эффективной мощности по сравнению с аналогичным показателем для эффективного КПД почти в 2 раза ниже. Согласно графикам на фиг. 5 удельная эффективная мощность сжатой дуги обратной полярности намного выше, чем прямой полярности. В эту удельную эффективную мощность входит и мощность, передаваемая изделию плазмообразующим аргоном, однако такая мощность не зависит от полярности. Поэтому соотношение мощностей для свободной дуги будет близким. Алюминиевое изделие как плавящийся электрод дуги обладает близкими к меди теплофизическими характеристиками. В связи с этим, несмотря на то, что допустимые средние токи импульсов обратной полярности при сварке с РПИ намного меньше, чем прямой полярности, эффективные мощности дуг при сварке алюминия дугой с разнополярными импульсами тока в значительной степени выравниваются.
Согласно графикам на фиг. 5 при токе 110 А отношение q1Ep/q1EN=1,61, а при токе 140 А=1,64, то есть немного возрастает. Обе зависимости показывают линейное снижение удельной эффективной мощности с увеличением тока.
На проплавляющую способность свободных сварочных дуг наибольшее влияние оказывают мощности от приэлектродных областей. Плазменные потоки дуг оказывают второстепенное влияние на проплавление изделия вследствие значительно меньшей сосредоточенности их теплового потока. Также аналогично второстепенное влияние на проплавление изделия при сварке плавящимся электродом мощности, переносимой к нему электродным металлом. Последнее показано в статье Сидорова В.П. Влияние рода и полярности тока на плавление основного и электродного металла при сварке под флюсом. Сварка и диагностика. - 2013. - №3. - С.20-23.
Малое влияние электродного металла подтверждается существенным влиянием полярности на проплавление изделия при сварке сталей под флюсом, хотя эффективная мощность дуги при смене полярности не изменяется. Также это подтверждается очень небольшой проплавляющей способностью дуги косвенного действия с плавящимися электродами, несмотря на значительную мощность, переносимую к изделию электродным металлом.
В работе «О плавлении алюминиевого электрода аргоновой дугой прямой полярности». Вектор науки Тольяттинского государственного университета. 2019. №4 (50) С.52-57 (стр. 53) получены формулы для приближенного расчета удельной эффективной мощности (на 1 А тока) для дуг прямой q1EN и обратной q1EP полярности на алюминиевом изделии от действия приэлектродной области (без учета мощности от плазменных потоков к изделию)


где q1EP и q1EP измеряются в Вт/А.
Для обратной полярности больше и постоянный коэффициент линейной зависимости от тока и в 2 раза больше коэффициент пропорциональности. При токе дуги 100 A q1EN=6,01 Вт/А, q1EP=10,32 Вт/А. Отношение составит 10,32/6,01=1,72. При токе дуги 200 A q1EN=7,16 Вт/А, q1EP=12,7 Вт/А. Отношение составит 12,7/7,16=1,77, то есть немного возрастает. Величина отношения хорошо совпадают с приведенными выше отношениями для медного изделия по графикам на фиг. 5. Это отношение характеризует проплавляющую способность импульсов дуг. Однако из-за низкой стойкости вольфрамового электрода на обратной полярности доля обратной полярности и средний ток импульса за период невелики и поэтому влияние обратной полярности на провар относительно невелико.
Пример 1. По предлагаемому способу выполняли автоматическую сварку одностороннего сварного шва стыкового соединения пластин без разделки кромок из алюминиевого сплава АМц толщиной 6 мм. Сжатую дугу прямой полярности питали от сварочного источника питания с разнополярными импульсами тока прямоугольной формы типа TIG200P AC/DC в режиме постоянного тока прямой полярности.
Отрицательный полюс источника питания подключали к вольфрамовому электроду плазмотрона, а положительный к соплу плазмотрона через балластное сопротивление РБ-200 и к свариваемым деталям. В сопло плазмотрона устанавливали вставку из вольфрамового электрода марки ЭВЛ диаметром 4 мм. Диаметр формирующего сжатую дугу сопла составлял 6 мм. Расход плазмообразующего аргона составлял 3 л/мин.
Расстояние между осью вставки и осью сопла 12 мм. Свободную дугу между вольфрамовой вставкой и изделием питали от второго источника питания с прямоугольными разнополярными импульсами тока прямоугольной формы типа TIG200P AC/DC. Источники питания позволяют использовать импульсы с частотой 60 Гц. Номинальный ток источника питания 200 А. Источник питания обеспечивает регулировку только времени протекания импульсов, при одинаковых токах обоих импульсов.
Технические характеристики источника питания приведены в таблице 2.

Данные приведены в паспорте и руководстве по эксплуатации установок для аргонодуговой сварки универсальных инверторных фирмы «Brima Welding International, 22 с. С.6. Издательство «Тиберис» www.tiberis.ru. (Дата обращения 20.12.2020).
Сварочный плазмотрон был установлен на сварочный автомат для аргонодуговой сварки АДСВ-6. Ток сжатой дуги прямого действия постоянного тока на прямой полярности был 150 А, а ток дежурной дуги меньше в 2 раза.
Режимы горения свободной дуги были следующие: диаметр электродной вставки из вольфрама 4 мм, угол ее заточки 30 градусов, частота импульсов 60 Гц, ток импульса прямой полярности Ien=140 А, продолжительность импульса tEN=12 мс, средний ток за период tENs=105 А, ток импульса обратной полярности IEP=140 А, продолжительность импульса tEp=4 мс, средний ток за период tEPs=35 А. Среднее напряжение свободной дуги за период 16 В.
Впереди по отношению к направлению сварки располагалась свободная дуга, так как она обеспечивала разрушение окисной пленки за счет катодного распыления. После зажигания дежурной дуги высокочастотным разрядом источника зажигалась дуга прямого действия и после этого дежурная дуга отключалась. После этого обеспечивалось зажигание свободной дуги от источника разнополярных импульсов и начиналось движение сварочного автомата со скоростью сварки Vc=0,3 см/c.
Свободная дуга обеспечивала хорошую очистку алюминиевого сплава от окисной пленки, образование зеркала сварочной ванны и проплавление изделия на глубину 2 мм. Совместное действие свободной и сжатой дуги обеспечило полное проплавление свариваемых деталей, хороший внешний вид шва с лицевой стороны и формирование обратного валика.
Пример 2. Выполняли сварку одностороннего сварного шва стыкового соединения пластин без разделки кромок из высоколегированной стали Х18Н9 толщиной 6 мм. Сжатую дугу прямой полярности питали от сварочного источника питания с разнополярными импульсами тока прямоугольной формы типа TIG200P AC/DC в режиме постоянного тока.
Отрицательный полюс источника питания подключали к вольфрамовому электроду плазмотрона, а положительный к соплу плазмотрона через балластное сопротивление РБ-200 и к свариваемым деталям. В сопло плазмотрона устанавливали вставку из вольфрамового электрода ЭВЛ диаметром 4 мм. Расстояние между осью вставки и осью сопла составляло 10 мм. Диаметр и длина цилиндрического канала сопла для формирования сжатой дуги составляли 4 мм. Свободную дугу между вольфрамовой вставкой и изделием питали также от второго источника питания с прямоугольными разнополярными импульсами тока прямоугольной формы типа TIG200P AC/DC. Режимы горения свободной дуги были следующие: частота импульсов 60 Гц, ток импульса прямой полярности IEN=150 А, продолжительность импульса tEN=12 мс, средний ток за период tENS=90 А, ток импульса обратной полярности IEP=150 А, продолжительность импульса IEP=4 мс, средний ток за период Ieps=40 А. Рабочий ток сжатой дуги прямой полярности составлял 200 А, ток дежурной дуги 50 А, расход плазмообразующего аргона 3 л/мин, расстояние от сопла до деталей 3 мм. Напряжение на сжатой дуге составило 30 В, на свободной 15 В. Суммарный ток сжатой дуги и свободной дуги составил 350 А.
При однодуговой аргонодуговой сварке на прямой полярности на таком токе не удается вести сварку, из-за большого давления дуги и нарушения формирования сварного шва. Впереди по отношению к направлению сварки располагалась сжатая дуга. После зажигания дежурной дуги разрядом осциллятора зажигалась дуга прямого действия и после этого дежурная дуга отключалась размыканием балластного сопротивления. После этого обеспечивалось зажигание свободной дуги от источника разнополярных импульсов и начиналось движение сварочного автомата со скоростью сварки Vc=0,4 см/с.
При сварке наблюдалось устойчивое горение обеих дуг. Сжатая дуга обеспечивала образование зеркала сварочной ванны и проплавление изделия на глубину 4 мм. Совместное действие свободной и сжатой дуги обеспечило полное проплавление свариваемых деталей, хороший внешний вид шва с лицевой стороны и формирование обратного валика.
Предлагаемый способ решает указанные технические проблемы известного способа, а также обеспечивает повышение производительности сварки в широком диапазоне толщин или позволяет повысить пределы толщин, свариваемых без разделки кромок. При этом обеспечивается высокое качество сварных швов, как при сварке алюминиевых сплавов, так и высоколегированных сталей и титановых сплавов. Способ может быть реализован с помощью источников питания и других устройств, выпускаемых промышленностью. Высокочастотными возбудителями дуги снабжены все источники питания для сварки разнополярными импульсами тока и оснащается все больше сварочных выпрямителей. Сварочный плазмотрон не требует значительной реконструкции. В качестве тугоплавкой вставки сопла могут использоваться любые неплавящиеся электроды. Поэтому способ обладает промышленной применимостью при данном уровне развития техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ зажигания сжатой дуги прямого действия | 2023 |
|
RU2807974C1 |
| СПОСОБ НАПЛАВКИ ТРЕХФАЗНОЙ ДУГОЙ | 2010 |
|
RU2451584C2 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| Способ автоматической наплавки в инертном газе комбинацией дуг | 2022 |
|
RU2798645C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| Способ двухдуговой наплавки плавящимися электродами | 2024 |
|
RU2831172C1 |

Изобретение может быть использовано для сварки металлов комбинацией сжатой и свободной дуг. Сжатая дуга прямого действия прямой полярности зажигается с помощью дежурной дуги между вольфрамовым электродом и соплом от высокочастотного возбудителя дуги. Затем дежурная дуга зажигается при случайном обрыве рабочей дуги. На торце сопла плазмотрона закрепляют тугоплавкую вставку из неплавящегося электрода. Между этой вставкой и изделием зажигают свободную дугу, питаемую от источника разнополярных импульсов тока частотой не менее 50 Гц. Отношение среднего за период тока импульсов прямой полярности в свободной дуге к полному среднему току этой дуги выбирают в пределах 0,5-0,9. Близкое расположение сжатой и свободной дуг обеспечивает эффект тандемной сварки, приводящий к повышению проплавляющей способности по сравнению с однодуговой сваркой. При сварке алюминиевых сплавов свободная дуга располагается впереди по отношению к направлению сварки и очищает поверхность от окисной пленки алюминия. При сварке высоколегированных сталей каждая из дуг может располагаться первой. Зажигание сжатой и свободной дуг также производится в любой последовательности, в зависимости от технологических требований процесса. 3 з.п. ф-лы, 5 ил., 2 табл., 2 пр.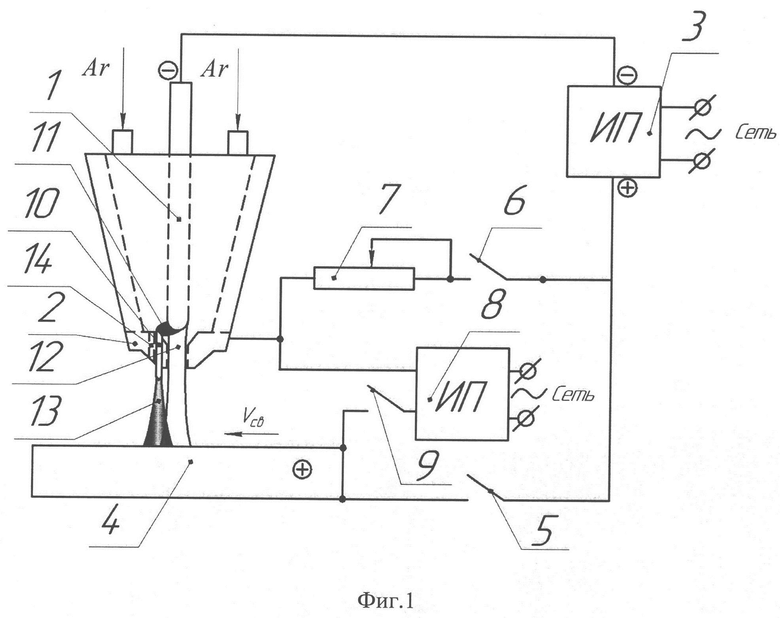
1. Способ сварки металлических изделий комбинацией сжатой и свободной дуг, включающий зажигание сжатой дуги прямой полярности между неплавящимся электродом плазмотрона и изделием и свободной дуги между соплом плазмотрона и изделием, при этом между неплавящимся электродом и соплом плазмотрона зажигают дежурную дугу, отличающийся тем, что для получения сжатой дуги используют первый источник питания, обеспечивающий постоянную подачу напряжения на дуговой промежуток между неплавящимся электродом плазмотрона и изделием, выполненный с возможностью высокочастотного зажигания дежурной дуги, при этом после зажигания сжатой дуги первый источник питания переводят в режим ожидания с обеспечением периодического зажигания дежурной дуги между неплавящимся электродом и соплом в случае обрыва сжатой дуги, а свободную дугу зажигают от второго источника питания путем подачи разнополярных импульсов тока с частотой не менее 50 Гц между изделием и неплавящейся вставкой, установленной в сопле плазмотрона с возможностью расположения свободной дуги впереди или сзади по отношению к направлению сварки, причем отношение среднего за период сварки тока импульсов прямой полярности, подаваемых на свободную дугу, к среднему за период току импульсов, определяемому как сумма средних токов прямой и обратной полярности, выбирают в пределах 0,5-0,9.
2. Способ сварки по п. 1, отличающийся тем, что первой зажигают сжатую дугу, а второй - свободную.
3. Способ сварки по п. 1, отличающийся тем, что первой зажигают свободную дугу, а второй - сжатую.
4. Способ сварки по п. 1, отличающийся тем, что сжатую и свободную дуги зажигают одновременно.
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ | 0 |
|
SU221477A1 |
| Способ плазменной сварки и плазменная горелка для его осуществления | 1989 |
|
SU1703328A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| JP 2010069494 A, 02.04.2010. | |||

