Изобретение относится к области сварки и может использоваться в машиностроении для наплавки слоев с особыми свойствами и сварки сложносвариваемых сталей и сплавов.
Известен способ плазменной дуговой сварки, по которому к неплавящемуся электроду подключают отрицательный полюс сварочного источника питания, а к изделию его положительный полюс, используют плавящийся электрод, подключаемый к положительному полюсу источника питания, зажигают дугу прямого действия прямой полярности между неплавящимся электродом и изделием и дугу косвенного действия между неплавящимся и плавящимся электродом (см. статью И.Е. Тавер, М.Х. Шоршоров «Сварка стали двойной плазменной струей», Сварочное производство, 1971 г, №10, С. 26-28).
Недостатками данного способа является взаимодействие собственных магнитных полей дуг, приводящее к нестабильности пространственного положения дуг и переносу электродного металла в сварочную ванну, и ограниченные технологические возможности по регулированию химического состава шва.
Известен также способ импульсной плазменной наплавки, при котором две фазы подключены к электродам, а третья к присадочной проволоке или к наплавляемому изделию, присадочную проволоку подают в столб сжатой дуги прямого действия, изделие периодически отключают от источника питания и в этот период периодически подключают присадочную проволоку к источнику питания (см. «Способ импульсной плазменной наплавки». SU Авторское свидетельство №1693808, МКИ2 В23К 9/16 - Зарег. 22.07.91.). Этот способ принят за прототип.
Применение этого способа возможно и при сварке свободной дугой. Такой способ обеспечивает регулировку соотношения количества проплавленного и наплавленного металлов. Однако при этом способе затруднено получение химического состава шва с широким спектром легирующих элементов, так как число и содержание легирующих элементов в одной сварочной проволоке ограничено.
В известном способе дуговой механизированной импульсной наплавки в среде инертного газа отрицательный полюс источника питания постоянного тока подключают к неплавящемуся электроду, а положительный полюс подсоединяют к изделию и электродной проволоке, электродную проволоку подают непрерывно в промежуток между неплавящимся электродом и изделием, зажигают дугу между неплавящимся электродом и изделием и затем периодически отключают изделие от положительного полюса источника питания и периодически подключают к нему электродную проволоку.
В отличие от прототипа подключают к положительному полюсу источника питания и подают непрерывно в промежуток между неплавящимся электродом и изделием вторую электродную проволоку другого химического состава, периодически зажигают на нее дугу косвенного действия с неплавящегося электрода, соотношение длительностей протекания тока в каждой из электродных проволок устанавливают в пределах 0,2…0,4 по отношению к циклу протекания тока, а величину токов дуг на плавящиеся электроды в периоды протекания по ним тока определяют по формуле

где dЭ - диаметр плавящегося электрода, см;
VЭ - требуемая скорость расплавления электрода, см/с;
ρ - плотность плавящегося электрода, г/см3;
tЦ - полное время цикла протекания тока в плавящихся электродах и изделии, с;
tЭ - время протекания тока в данном плавящемся электроде, с;
αР - коэффициент расплавления плавящегося электрода при сварке дугой прямого действия на обратной полярности дуги при токе IД=IЭ⋅tИ/tЦ,
причем подключение положительного полюса источника питания и зажигание дуг между неплавящимся электродом и остальными электродами производят в последовательности: «изделие - первая проволока - изделие - вторая проволока - изделие».
Во многих случаях целесообразно применение электродных проволок различного диаметра.
Длительности протекания токов в электродных проволоках могут выбираться различными.
Технический результат предлагаемого способа заключается в том, что обеспечивается одновременно независимость производительности проплавления основного металла и производительностей расплавления двух электродных проволок с возможностью регулирования в широких пределах химического состава металла шва большим числом легирующих элементов. Это обеспечивается за счет поочередного периодического горения одной из трех дуг от одного источника питания, причем создается возможность устойчивых зажиганий дуг косвенного действия между неплавящимся электродом и проволоками и дуги прямого действия между неплавящимся электродом и изделием, несмотря на достаточно длительные перерывы их горения. Устойчивое зажигание дуги на изделие обеспечивается тем, что электродные проволоки подаются в промежуток между изделием и неплавящимся электродом непрерывно и играют по отношению к изделию роль дежурных дуг. Устойчивость повторных зажиганий дуг косвенного действия обеспечивается вследствие постоянной подачи электродных проволок в столб дуги, проникновения проволок в столб дуги и подключения к ним достаточно высокого напряжения холостого хода одного источника питания постоянного тока.
Применение электродных проволок различного диаметра существенно расширяет технологические возможности способа по регулированию соотношения производительностей их наплавки и, соответственно, возможности дополнительного регулирования химического состава наплавленного металла и шва.
Выбор различной длительности протекания токов в электродах служит получению необходимой скорости расплавления электродов при различии их теплофизических свойств.
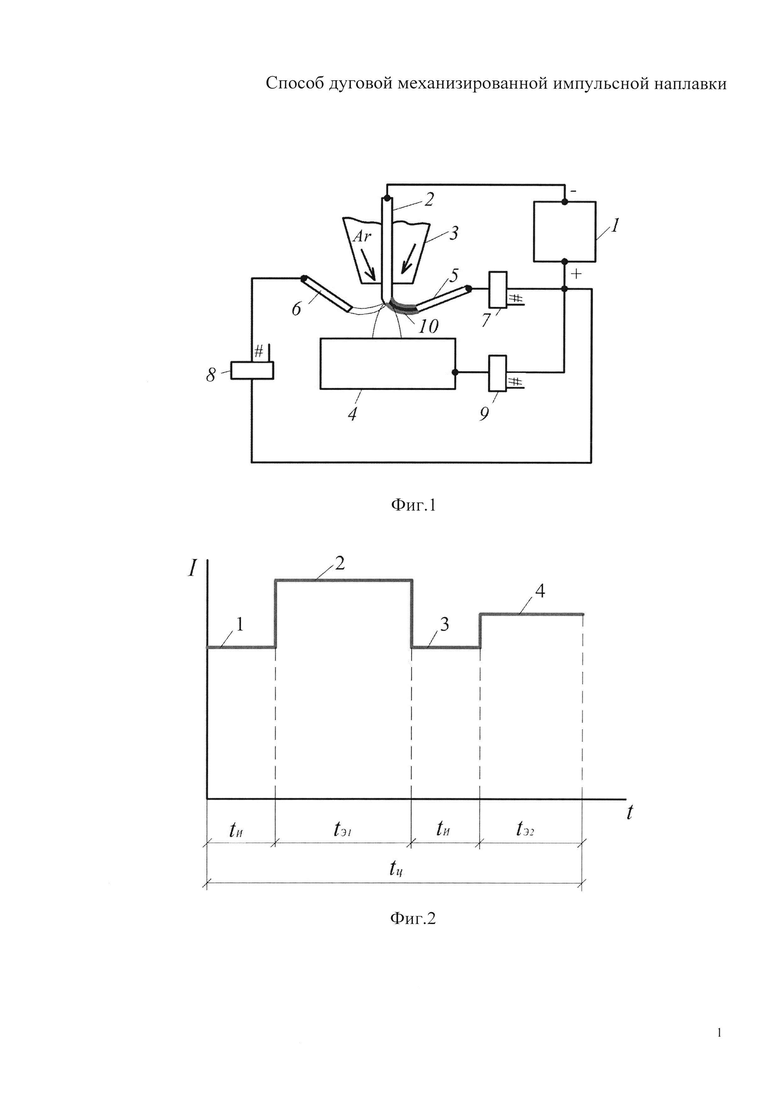
На фиг. 1 представлена схема реализации способа, на фиг. 2 - циклограмма тока в неплавящемся электроде, на фиг. 3 - зависимости коэффициента расплавления электродной проволоки от тока дуги обратной полярности.
На фиг. 1 представлена схема реализации предлагаемого способа сварки. К отрицательному полюсу источника питания 1 дуги постоянного тока постоянно подключен неплавящийся вольфрамовый электрод 2, размещенный в сварочной горелке 3. Горелка 3 перемещается относительно изделия со скоростью VC. В сопло горелки 3 подается инертный газ аргон, гелий или их смесь. К положительному полюсу источника питания 1 подсоединены наплавляемое изделие 4 и плавящиеся электроды 5 и 6 различного химического состава. Электроды 5 и 6 с посредством двух различных подающих устройств подаются с постоянными скоростями в промежуток между неплавящимся электродом 2 и изделием 4. Электроды 5 и 6 могут быть различного диаметра. В электрическом проводнике, соединяющем плавящийся электрод 5 с положительным полюсом источника питания 1, установлен электронный ключ 7, обеспечивающий подключение и отключение электрода 5 и зажигание и гашение дуги между электродом 2 и электродом 5. В электрическом проводнике, соединяющим плавящийся электрод 6 с положительным полюсом источника 1 также установлен электронный ключ 8, обеспечивающий подключение и отключение электрода 6 и зажигание и гашение дуги между неплавящимся электродом 2 и электродом 6. В электрическом проводнике, соединяющем изделие 4 с положительным полюсом источника питания 1, установлен электронный ключ 9, обеспечивающий подключение и отключение изделия 4 по отношению к положительному полюсу источника питания 1.
Электронная схема управления управляет электронными ключами таким образом, что в каждый момент времени горит только одна сварочная дуга. На фиг. 1 показано, что горит дуга 10 косвенного действия между плавящимся электродом 5 и неплавящимся 2. При этом включен электронный ключ 6, а электронные ключи 8 и 9 отключены.
В начальный момент наплавки зажигают дугу между неплавящимся электродом 2 и изделием 4 при включенном электронном ключе 9, которая горит в течение времени tИ. Электронные ключи 7 и 8 в этот период отключены. После этого включают подачу электродной проволоки 5, электронный ключ 9 разъединяют, подключая электронным ключом 7 электрод 5. Тем самым зажигают дугу 10 между электродами 2 и 5. Через некоторое время tЭ1 электронный ключ 7 разъединяют, отключая дугу между электродами 2 и 5 и включают вновь ключ 9, зажигая вновь дугу между электродом 2 и изделием 4 на время tИ. Время горения дуги между неплавящимся электродом 2 и изделием 4 времени tИ в промежутке между горением дуг на плавящиеся электроды 5 и 6 выбирается одинаковым.
После этого включают подачу электродной проволоки 6 и отключают электронный ключ 9, а электронный ключ 8 включают, зажигая дугу косвенного действия между электродами 2 и 6 на время tЭ2. Этим завершается один цикл работы всех трех дуг. Время горения дуг на плавящиеся электроды могут быть одинаковыми tЭ1=tЭ2 или различными tЭ1≠tЭ2. Полное время цикла tЦ равно сумме длительностей горения дуг между неплавящимся электродом, изделием и плавящимися электродами
tЦ=2tИ+tЭ1+tЭ2.
Новый цикл начинается гашением дуги между электродами 2 и 6 путем размыкания электронного ключа 8 и включением дуги между электродом 2 и изделием 4 электронным ключом 9. Между подключениями электродов 5 и 6 каждый раз включается дуга между неплавящимся электродом 2 и изделием 4. Переключение ключей производится с достаточно высокой частотой, обеспечивающей непрерывное плавление и подачу электродов 5 и 6 с постоянными скоростями. Характеристики источника питания 1 обеспечивают раздельное регулирование тока в электродах 5 и 6 и изделии 4. Ток дуги «неплавящийся электрод 2 - изделие 4» обеспечивает необходимый провар изделия 4. Токи дуг «неплавящийся электрод 2 - плавящийся электрод 5» и «неплавящийся электрод 2 - плавящийся электрод 6» обеспечивают необходимую производительность наплавки для обеспечения легирования шва нужными легирующими элементами, содержащимися в электродных проволоках различного химического состава. Стабильное зажигание дуг обеспечивается высоким быстродействием электронных ключей и хорошими условиями зажигания всех трех дуг. Дуги косвенного действия хорошо зажигаются благодаря их подаче в столб дуги прямого действия в промежуток между электродом 2 и изделием 4. Дуга прямого действия надежно возбуждается благодаря выдуванию столбов дуг косвенного действия собственным магнитным полем в направлении детали и хорошей ионизации дугового промежутка «неплавящийся электрод 2 - изделие 4».
На фиг. 2 представлена циклограмма тока в неплавящемся электроде. Ток в неплавящемся электроде протекает постоянно. Общее время цикла на фиг. 2 tЦ совпадает с длительностью протекания тока в неплавящемся электроде. На циклограмме приведены длительности протекания тока в изделии и в плавящихся электродах. Циклограмма содержит участки 1, 2, 3, 4, представляющие зависимости токов дуг от времени горения. Участок 1 постоянного тока IИ дуги прямой полярности расположен между неплавящимся электродом и изделием. Прямая 2, параллельная оси времени, показывает ток дуги IЭ1 на первый плавящийся электрод во второй части цикла, длительность протекания которого tЭ1. Прямая 3, параллельная оси времени, показывает ток дуги Iи на изделие во время третьей части цикла, длительность протекания которого tИ. Прямая 4, параллельная оси времени, показывает ток во втором электроде IЭ2 дуги между неплавящимся электродом и вторым плавящимся электродом, длительность протекания которого tЭ2.
На фиг. 2 в общем случае длительности протекания токов и токи в плавящихся электродах не равны между собой: IЭ1 ≠ IЭ2; tЭ1 ≠ tЭ2. Ток дуги на изделие IИ протекает в два раза чаще, чем в каждом из электродов. Это необходимо для повышения устойчивости повторных зажиганий дуг. Длительность протекания токов в каждом из плавящихся электродов tЭ1 и tЭ2 должна составлять 0,2…0,4 периода tЦ. Суммарное время протекания тока в двух плавящихся электродах составляет tЭ1+tЭ2=0,4…0,8 tЦ. Время протекания тока в изделии tИ=0,2…0,6 tЦ. Это позволяет регулировать в необходимых пределах соотношение производительностей наплавки и расплавления основного металла в зависимости от того, ведется процесс наплавки или сварки. Длительности протекания токов дуг в электродах tЭ1 и tЭ2 и токи IЭ1 и IЭ2 могут быть выбраны равными между собой: IЭ1=IЭ2, IЭ1=IЭ2;
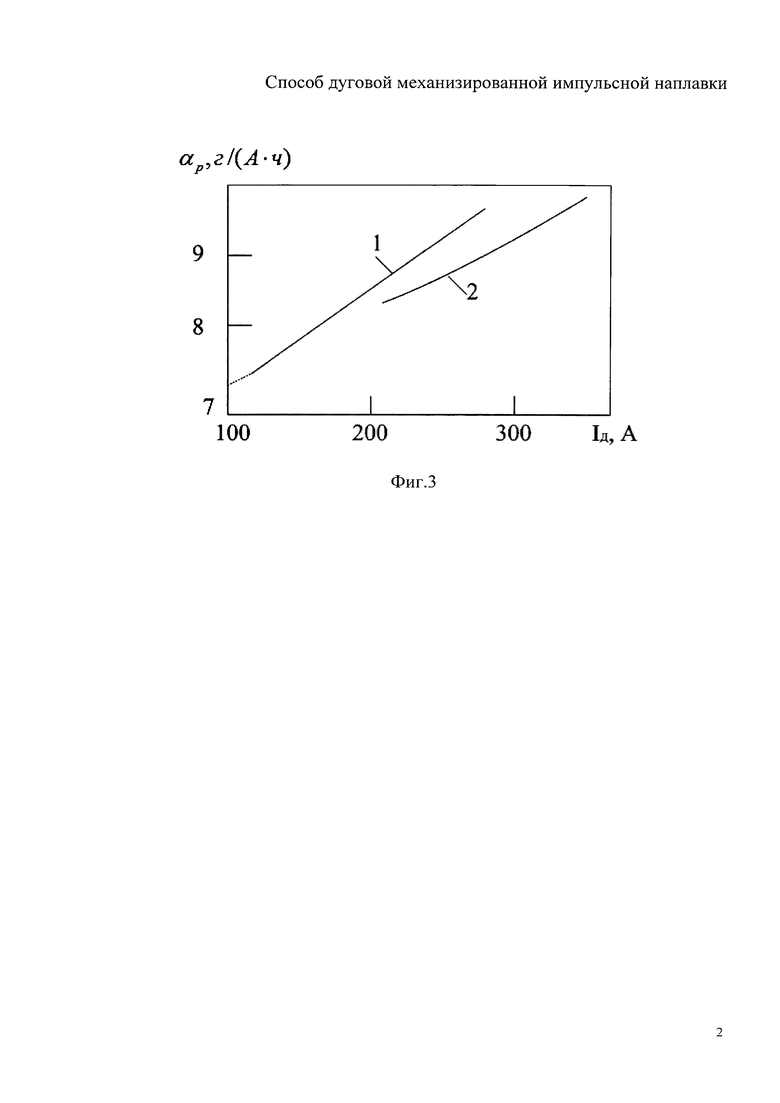
На фиг. 3 представлены зависимости коэффициента расплавления αР электродной алюминиевой проволоки от тока дуги обратной полярности. Кривая 1 представляет зависимость для проволоки марки СвАМц диаметром dЭ=1,6 мм, кривая 2 - для проволоки СвАМг6 диаметром dЭ=2,0 мм. Кривая 1 для электрода меньшего диаметра расположена выше кривой 2 для большего диаметра. Поэтому при одинаковых токах больше коэффициент расплавления и производительность расплавления у электродной проволоки меньшего диаметра. Аналогичные зависимости имеют место и для стальных проволок в дуге обратной полярности в инертных газах.
Производительность наплавки П электродной проволокой определяется по формуле

где αH - коэффициент наплавки, г/(А⋅ч);
IД - ток дуги, А.
Коэффициенты расплавления αР и коэффициент наплавки αH связаны между собой зависимостью

где ψП - коэффициент потерь, данные о котором имеются в специальной литературе.
Производительность наплавки одновременно двумя электродными проволоками по предлагаемому способу можно определить по формуле

где П1 и П2 - соответственно производительности наплавки первой и второй дуг на плавящиеся электроды;
αH1 - коэффициент наплавки для первой дуги;
IC1 - среднее значение тока первой дуги за цикл (период);
αH2 - коэффициент наплавки для второй дуги;
IC2 - среднее значение тока второй дуги за цикл(период).
Тогда содержание в наплавленном металле какого-либо легирующего элемента СЭ, имеющегося в электродных проволоках

где β1 - содержание данного элемента в первой электродной проволоке;
β2 - содержание данного элемента во второй электродной проволоке.
Дуги между неплавящимся и плавящимися электродами, которые в предлагаемом способе всегда являются анодами, горят прерывисто с определенной периодичностью. В этом случае их производительности расплавления αР можно определить с помощью зависимостей вида, приведенных на фиг. 3, по среднему току дуги в электроде. Среднее значение тока дуги за период на каждый из электродов IC можно определить по формуле

где IЭ - значение постоянного тока в период горения дуги «неплавящийся электрод - плавящийся электрод», А;
tЭ - длительность протекания тока в импульсе за период, с;
tЦ - длительность периода в цикле, с.
По среднему значению тока в плавящемся электроде определяется коэффициент расплавления с помощью зависимостей, аналогичных зависимостям на фиг. 3, и скорость расплавления и подачи электродных проволок исходя из формулы, связывающей скорость расплавления проволоки с коэффициентом расплавления αР.

где ρ - плотность электродной проволоки, г/см3;
jC - среднее значение плотности тока дуги в сечении электрода, А/см2.
Среднее значение плотности тока на электроде за цикл (период) определяется по формуле

Рассмотрев совместно формулы (6), (7), (8), получим формулу для определения тока дуги на плавящийся электрод при горении дуги косвенного действия в зависимости от требуемой скорости VЭ его расплавления

Включение дуг в последовательности «изделие - первая проволока - изделие - вторая проволока - изделие» обеспечивает высокую стабильность зажигания дуг как прямого, так и косвенного действия.
Использование электродных проволок различного диаметра, как и применение различных длительностей горения дуг косвенного действия на плавящиеся электроды расширяет технологические возможности способа.
Пример
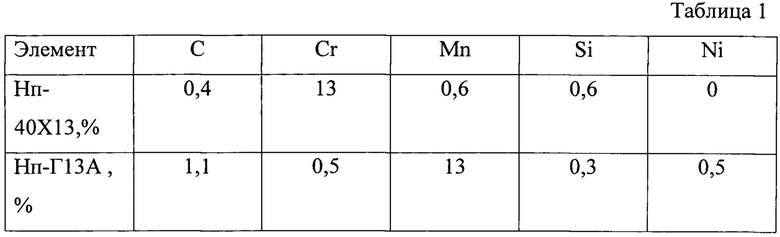
Проводилась наплавка на пластину из стали 20 толщиной 10 мм двумя наплавочными проволоками диаметрами dЭ=1,0 и dЭ=1,2 мм по предлагаемому способу. Источником питания служил источник постоянного тока ВДУ-500У3 совместно с электронным коммутатором специальной конструкции. Скорость наплавки составляла VС=0,3 см/с. Проволока диаметром dЭ=1,0 мм марки Нп-40Х13. Проволока диаметром dЭ=1,2 мм марки Нп-Г13А. Химический состав проволок по ГОСТ 10543-98.
В проволоке Нп-40X13 содержание химических элементов: углерод С=0,4%, хром Сr=13,0%, марганец Мn=0,6%, кремний Si=0,6%.
В проволоке Нп-Г13А содержание химических элементов: углерод С=1,1%, хром Сr=0,5%, марганец Мn=13%, кремний Si=0,3%, никель Ni=0,5%.
Наплавка проводилась на режимах: ток первого импульса в изделии IИ1=400 А, длительность импульса tИ1=0,002 с, ток второго импульса в изделии IИ2=500 А, продолжительность второго импульса tИ2=0,002 с. Ток в проволоке Нп-40Х13 IЭ1=400 А, продолжительность импульса tЭ1=0,004 с, ток в проволоке Нп-Г13А IЭ2=500 А, продолжительность импульса tЭ2=0,002 с. Общее время цикла составляло tЦ=0,01 с. Частота циклов f=100 Гц.
Среднее значение тока в изделии за период
IИС=(400⋅0,002+500⋅0,002)/0,01=180 А.
Среднее значение тока в проволоке Нп-40Х13 за период
IСЭ1=400⋅0,004/0,01=160 А.
Среднее значение тока в проволоке Нп-Г13А за период
IСЭ2=500⋅0,002/0,01=100 А.
Средний ток в неплавящемся электроде IH за период составит сумму токов
IH=IИС+IСЭ1+IСЭ1=180+160+100=440 А.
Таким образом, мощность сварочного источника питания используется полностью.
Коэффициенты расплавления электродных проволок при подключении к ним положительного полюса источника питания, когда они являются анодами, составили для проволоки Нп-40Х13 αP=17 г/(А⋅ч), для проволоки Нп-Г13А αP=15 г/(А⋅ч).
С помощью формулы (7) определяем скорость расплавления проволок для средних значений токов
Для проволоки Нп-40Х13
VЭ1=17⋅20382/(7,8⋅3600)=12,3 см/с.
Для проволоки Нп-Г13А
VЭ2=15⋅24880/(7,8⋅3600)=13,3 см/с.
Определяли производительности наплавки П проволоками, приняв коэффициент потерь на угар и разбрызгивание ψП=0,1. Коэффициент наплавки проволоки Нп-40Х13
αН=17(1-0,1)=15,3 г/А⋅ч.
Производительность наплавки первой проволокой Нп-40Х13
ПЭ1=15,3⋅160=2448 г/ч.
Коэффициент наплавки проволоки Нп-Г13А
αН=15(1-0,1)=13,5 г/А⋅ч.
Производительность наплавки второй проволокой Нп-Г13А
ПЭ2=13,5⋅100=1350 г/ч.
Определяли производительность наплавки двумя проволоками
ПН=П1+П2=3798 г/ч.
По формуле (5) определяли содержание химических элементов в наплавленном металле СЭН, представленное в таблице 1. В таблице приведено также содержание элементов в электродных проволоках.

С помощью макрошлифа была определена площадь поперечного сечения проплавления основного металла FО=0,3 см2.
Производительность расплавления основного металла определяли по формуле
ПО=FО⋅ρ⋅VC=0,2⋅7,8⋅0,3⋅3600=1685 г/ч
где VС - скорость сварки, см/с, 3600 - число секунд в часе для перевода размерности ПО в г/ч.
Доля участия основного металла в металле шва
ψО=ПО/(ПН+ПО)=1685/(1685+3798)=0,31.
Рассчитывали содержание химических элементов в шве СЭШ по формуле, аналогичной формуле (5)
СЭШ=(ПН⋅СЭН+ПО⋅СЭО)/(ПН+ПО),
где СЭН - содержание элемента в наплавленном металле, %;
СЭО - содержание элемента в основном металле, %.
Содержание химических элементов в шве СЭШ сведено в таблице 2. В ней также представлено содержание элементов в наплавленном металле Сэн и основном металле СЭО стали 20.
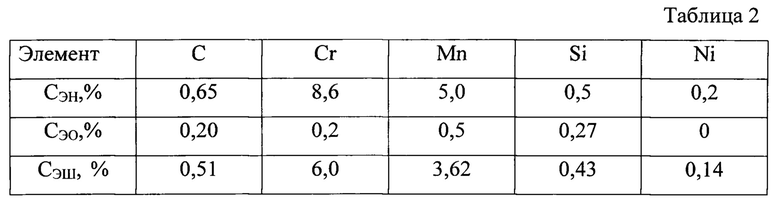
В шве присутствуют три химических элемента, отсутствующие в одной из проволок: Cr, Mn, Ni.
С помощью химического анализа определили содержание элементов в шве. Было установлено, что максимальное относительное отклонение расчетного содержания химических элементов от опытных значений не превышает 5%.
Способ позволяет, используя известные электродные проволоки, подбирать их оптимальное сочетание и получать широкий спектр легирующих элементов в шве и определять расчетным путем режимы наплавки и сварки, обеспечивающие требуемое содержание легирующих элементов в наплавленном металле и шве. Способ может широко использоваться не только при наплавке, но и при сварке для заполнения разделки кромок.
Способ может быть реализован с помощью выпускаемых промышленностью полуавтоматов и автоматов для механизированной и автоматической сварки в инертных газах с подачей присадочной проволоки совместно с используемыми сварочными источниками питания. Такие установки нужно дополнить аналогичным подающим механизмом для подачи второй проволоки и устройством для коммутации тока между электродами. Последнее не представляет проблемы для современного уровня развития электронной и микропроцессорной техники. Поэтому способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ДВУМЯ ЭЛЕКТРОДАМИ | 2017 |
|
RU2653027C1 |
| Способ автоматической наплавки в инертном газе комбинацией дуг | 2022 |
|
RU2798645C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
Изобретение может быть использовано для дуговой механизированной импульсной наплавки слоев с особыми свойствами и сварки трудносвариваемых сталей. Отрицательный полюс источника питания постоянного тока подключают к неплавящемуся электроду, а его положительный полюс подключают к изделию и к двум плавящимся электродам, имеющим разный химический состав. Зажигают дугу между неплавящимся электродом и изделием, а затем периодически отключают изделие от положительного полюса источника питания при подключении к нему плавящихся электродов с зажиганием косвенной дуги между каждым из них и неплавящимся электродом. Длительность протекания тока в каждом из плавящихся электродов и величину тока в период горения косвенной дуги регулируют. Периодическое подключение положительного полюса источника питания осуществляют в последовательности «изделие – первый плавящийся электрод - изделие – второй плавящийся электрод - изделие». Могут быть использованы плавящиеся электроды разного диаметра. Способ обеспечивает получение химического состава шва с заданным содержанием легирующих элементов. 2 з.п. ф-лы, 3 ил., 2 табл.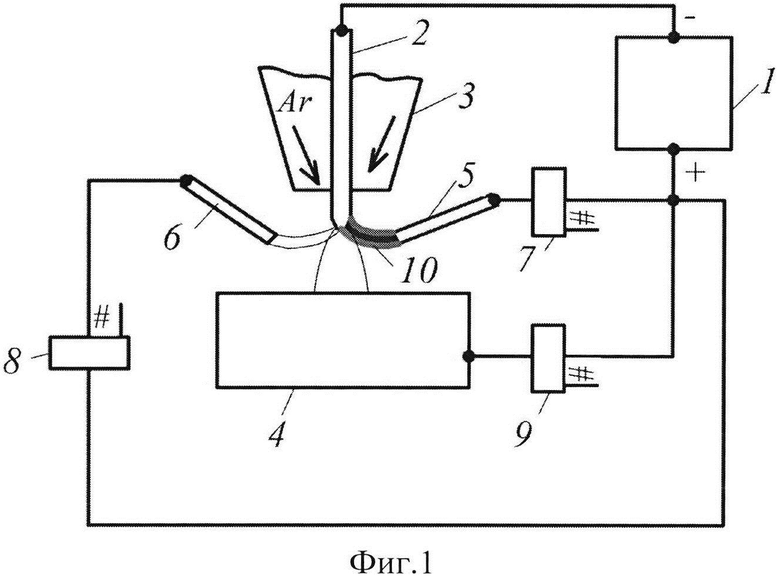
1. Способ дуговой механизированной импульсной наплавки в среде инертного газа, отличающийся тем, что отрицательный полюс источника питания постоянного тока подключают к неплавящемуся электроду, а его положительный полюс подключают к изделию и к двум плавящимся электродам, имеющим разный химический состав, которые подают непрерывно в промежуток между неплавящимся электродом и изделием, при этом зажигают дугу между неплавящимся электродом и изделием, а затем периодически отключают изделие от положительного полюса источника питания при подключении к нему плавящихся электродов с зажиганием косвенной дуги между каждым из них и неплавящимся электродом, причем длительность протекания тока в каждом из плавящихся электродов устанавливают в пределах 0,2…0,4 по отношению к полному циклу протекания тока в плавящихся электродах и изделии, а величину тока в период горения косвенной дуги определяют по формуле
IЭ=(πdЭ2VЭρtЦ)/(4tЭαР),
где dЭ - диаметр плавящегося электрода, см,
VЭ - скорость расплавления электрода, см/с,
ρ - плотность плавящегося электрода, г/см3,
tЦ - полное время цикла протекания тока в плавящихся электродах и изделии, с,
tЭ - время протекания тока в плавящемся электроде, с,
αР - коэффициент расплавления плавящегося электрода при сварке дугой прямого действия на обратной полярности дуги при токе IД=IЭ⋅tИ/tЦ, где
IД – ток дуги, А,
tИ – время протекания тока в изделии, с,
причем периодическое подключение положительного полюса источника питания осуществляют в последовательности «изделие – первый плавящийся электрод - изделие – второй плавящийся электрод - изделие».
2. Способ по п. 1, отличающийся тем, что используют плавящиеся электроды разного диаметра.
3. Способ по п.1 или 2, отличающийся тем, что устанавливают различную длительность протекания тока в плавящихся электродах.
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2015 |
|
RU2598715C1 |
| СПОСОБ НАПЛАВКИ ТРЕХФАЗНОЙ ДУГОЙ | 2010 |
|
RU2451584C2 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ В ЗАЩИТНОМ ГАЗЕ | 2007 |
|
RU2362659C2 |
| Способ плазменно-дуговой наплавки | 1988 |
|
SU1569133A1 |
| US 4119828 A, 10.10.1978. | |||

