Изобретение относится к устройст- вам для сварки неплавящимся электродом и может быть использовано для автоматической сварки различных конструкций в транспортном машиностроении и других отраслях народного хо- зяйства.
Цель изобретения - повышение качества сварного соединения путем исключения загрязнения металла шва и электрода.
На чертеже приведена структурная схема устройства.
Устройство для возбуждения дуги содержит горелку 1 с размещенными в ней неплавяшимся электродом 2 и присадочной проволокой 3, изделие 4, . первый 5 и второй 6 источники тока, первые выходы которых соединены с
изделием 4. Второй выход первого источника 5, тока подключен к неплавящемуся электроду 2, а второй выход второго источника 6 тока соединен с входом силового ключа 7, управляющий вход которого через первый датчик 8 наличия трка соединен с третьим выходом первого источника 5 тока0 Выход силового ключа 7 через токопод- вод 9 соединен с присадочной проволокой 3, Третий выход второго источника 6 тока через второй датчик 10 наличия тока соединен с вторым входом привода 11 подачи присадочной проволоки 3, первый вход которого соединен с входами первого 5 и второго 6 источников тока. Токоподвод 9 изолирован относительно сварочной горелки 1 посредством изоляционной втулки 12.
4 00 О СО
со
N
Источники 5 и 6 - это источники питания дуги с крутопадающей характеристикой, например, типа ВСВУ,Датчики 8 и 10 наличия тока - релейные схемы, реагирующие на изменение напряжения на выходе источника тока от величины холостого хода до рабочего (в источнике ВСВУ-315 - штатное реле дуги).Привод 11 подачи Присадочной проволоки - реверсивный привод любого типа. Сварочная горелка 1 обеспечивает крепление неплавящегося электрода 2, изоляцию присадочной проволоки 3 и защиту зоны сварки
Устройство для возбуждения дуги работает следующим образом,
После подачи защитного газа в сварочную горелку 1 по команде Пуск, воздействующей- на входы источников 5 и 6 тока и первый вход привода 11 подачи присадочной проволоки 3, включаются указанные источники 5 и 6 тока о Неплавящийся электрод 2 находится на заданном расстоянии 1 от поверхности изделия 4.Торец присадочной проволоки 3 может находиться на произвольном расстоя-- нии от поверхности изделия 4 В этот первоначальный момент цепи протекания тока от обоих источников 5 и 6 тока разомкнуты. На вторых выходах источников 5 и 6 тока присутствуют сигналы о наличии напряжения холостого хода. Первый датчик 8 наличия тока открывает своим сигналом силовой ключ 7, а второй датчик 10 наличия тока включает привод 11 .подачи присадочной проволоки 3 в направлении изделия 4в
При касании присадочной проволокой 3 поверхности изделия 4 через образовавшиеся в месте соприкосновения металлические контактные мостики замыкается цепь второй источник 6 тока - силовой ключ 7 - присадочна проволока 3 - изделие 4, по которой протекает ток, разогревая контактные мостики. Напряжение на выходе второго источника 6 тока снижается до рабочего, в результате чего сигнал на выходе второго датчика 10 наличия тока меняется на противоположный Привод 11 подачи присадочной проволоки 3 переключается на реверс и присадочная проволока, 3 отрывается от изделия 4, При этом происходит разрыв контактных металлических мостиков, которые возникли при касании
0
5
0
5
0
5
0
5
0
5
присадочной проволокой 3 изделия 40 В результате этого происходит возбуждение вспомогательной дуги,которая горит между присадочной проволокой 3 и изделием 4. Под действием высокой температуры вспомогательной дуги происходит ионизация атомов защитного газа дугового промежутка между изделием 4 и неплавящимся электродом 2, который находится в периферийной зоне действия вспомогательной дуги. Электрод 2 разогревается и возникает основная дуга между изделием 4 и неплавящимся электродом 2 о Сигнал с выхода первого датчика 8 наличия тока закрывает силовой ключ 7 и цепь питания присадочной проволоки 3 разрывается Вспо.могательная дуга гаснет, на выходе второго источника 6 тока напряжение увеличивается до величины уровня холостого хода, в результате чего сигнал с выхода второго датчика 10 наличия тока переключает привод 11 на подачу проволоки 3 в зону сварки Устройство переходит в сварочный режим работы. В случае, если после отрыва присадочной проволоки 3 от поверхности изделия 4 основная дуга не зажглась, то вспомогательная дуга растягивается до естественного обрыва, после чего присадочная проволока 3 повторно подается к поверхности изделия 4. Напряжение питания второго источника 6 выбрано таким, чтобы конец присадочной проволоки 3 при горении вспомогательной дуги не плавился, чем исключается разбрызгивание металла .проволоки при возбуждении дуги и загрязнение ею вольфрамового электрода Описанный цикл может повторяться многократно до возбуждения основной дуги.
При многократном возбуждении дуги отсутствуют брызги и выплески основного и присадочного металла, шов имеет блестящую поверхность, а металл шва не содержит интерметаллических включений,,
Формула изобретения
Устройство для возбуждения дуги между неплавящимся электродом и изделием, содержащее источник тока,подключенный к неплавящемуся электроду и изделию, а также привод подачи при- - садочной проволоки, первый вход которого соединен с входом источника
тока, отличающееся тем, что, с целью повышения качества сварного соединения путем исключения загрязнения шва и электрода, оно дополнительно содержит второй источ- ник тока, -два датчика наличия тока и силовой ключ, при этом первый выход второго источника тока соединен с изделием, второй выход через силовой
ключ - с присадочной проволокой, третий выход через первый датчик наличия тока - с вторым входом привода подачи присадочной проволоки, третий выход первого источника тока второй датчик наличия тока подключен к управляющему входу силового ключа, а входы источников тока соединены между собой.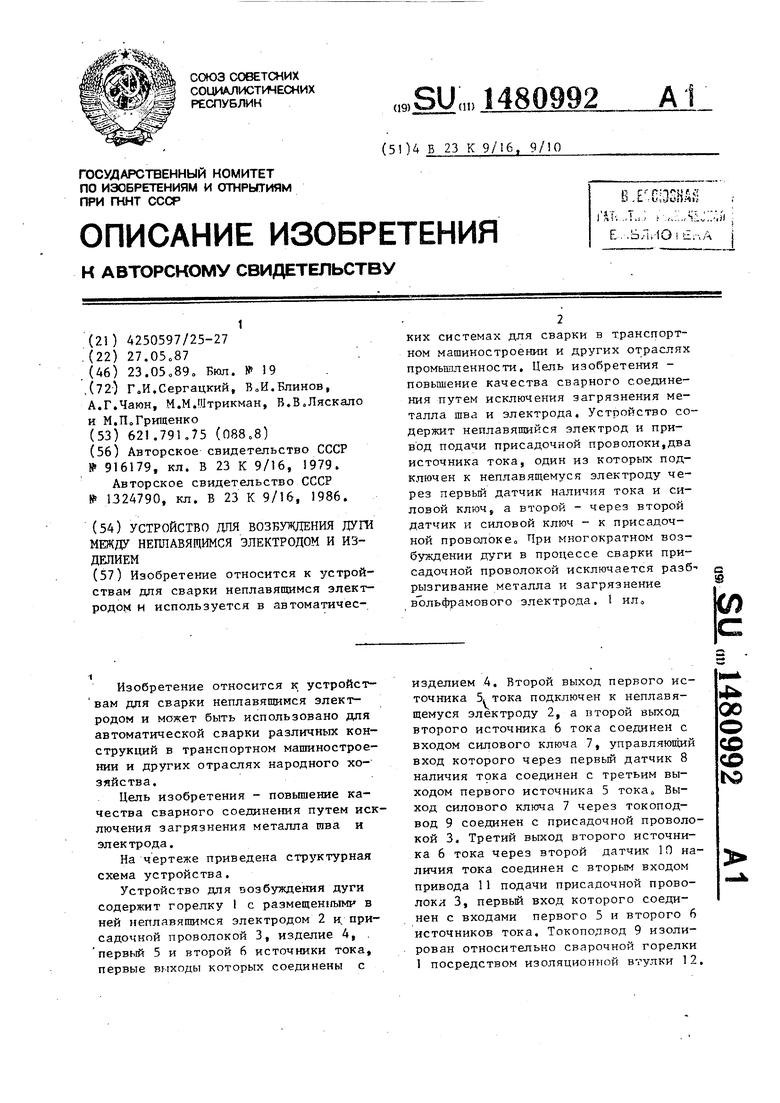

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Способ плазменной наплавки | 1990 |
|
SU1761402A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| Устройство для дуговой связки по криволинейному контуру | 1979 |
|
SU891284A1 |
| СПОСОБ НАПЛАВКИ ТРЕХФАЗНОЙ ДУГОЙ | 2010 |
|
RU2451584C2 |
| СПОСОБ РЕМОНТА ОХЛАЖДАЕМОЙ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2177863C1 |
| СПОСОБ РЕМОНТА КОНТАКТНОЙ ПОВЕРХНОСТИ БАНДАЖНОЙ ПОЛКИ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ | 2001 |
|
RU2179915C1 |
| Способ автоматического регулирования глубины проплавления при сварке | 1989 |
|
SU1655681A1 |
| Устройство для автоматического управления процессом сварки плавлением (его варианты) | 1981 |
|
SU1011348A1 |

Изобретение относится к устройствам силовой преобразовательной техники, питающим потребители с дуговой нагрузкой, и может быть использовано в машиностроении и судостроении, где применяются плазмотроны. Цель изобретения - улучшение динамических характеристик плазменной дуги, а также энергетических и массогабаритных показателей. Устройство содержит силовой трансформатор, первичная обмотка которого подключена к питающей сети через встречно-включенные пары тиристоров, а вторичная обмотка соединена через неуправляемый выпрямитель, содержащий в выходной цепи датчик тока и сглаживающий дроссель, с электродами плазменной горелки. К катоду и соплу горелки подключен осциллятор. Устройство содержит также зарядную RC цепь и аналоговые ключи (АК). Средняя точка зарядной цепи соединена с одним из входов устройства сравнения. Другой его вход соединен с выходом датчика тока, а выход - через АК с блоком фазового сдвига. АК включен также между устройством блокировки фазового сдвига и блоком фазового сдвига. Управляющие входы всех АК соединены с выходами блока управления, входы которого подключены к датчику тока и средней точке зарядной цепи. Информация о величине тока плазменной дуги и напряжения на конденсаторе зарядной цепи поступает на вход блока управления, который по заданному алгоритму управляет АК, изменяя топологию всей системы управления устройством таким образом, что достигается плавное зажигание плазменной дуги и ее стабилизация. 1 ил.
| Авторское свидетельство СССР № 916179, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для контактного возбуждения дуги | 1986 |
|
SU1324790A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
