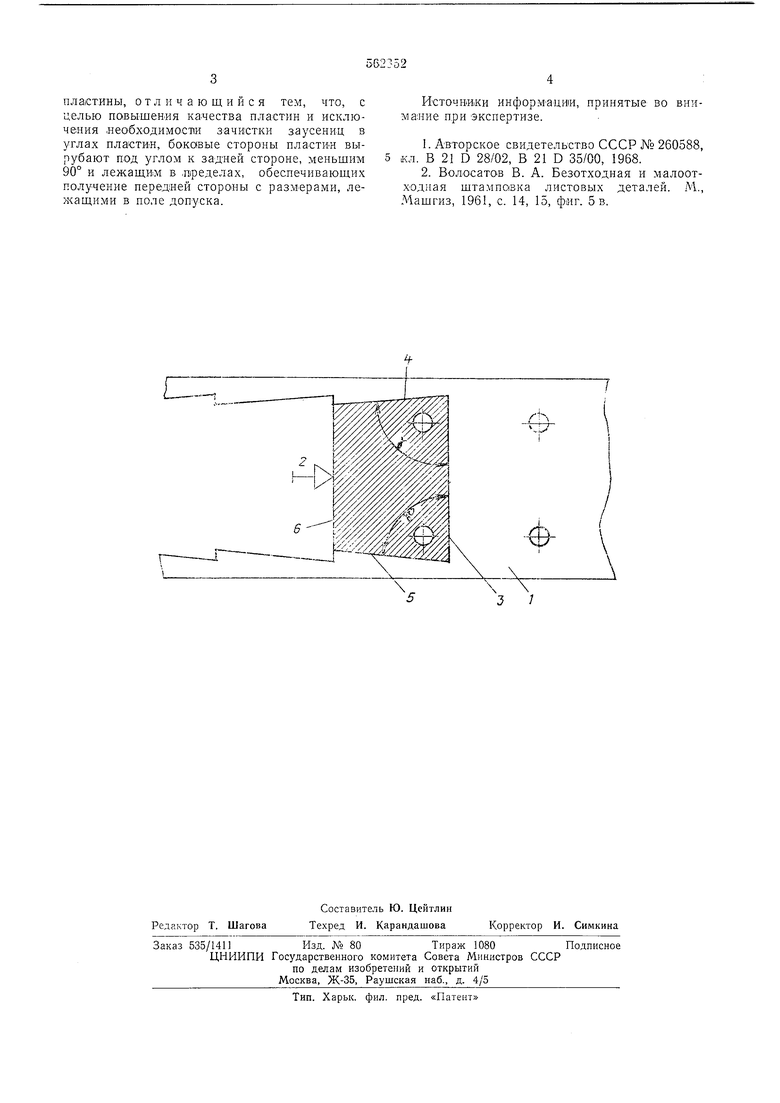
пластины, отличающийся тем, что, с целью повышевия качества пластин и исключения необходимосри зачистки заусениц в углах пластин, боковые стороны пластин вырубают под углом к задней стороне, меньшим 90° и лежащим в пределах, обеспечивающих получение передней стороны с размерами, лежащими в поле допуска.
Источники инфорМации, принятые во внима:ние при экспертизе.
1.Авторское свидетельство СССР № 260588, кл. В 21 D 28/02, В 21 D 35/00, 1968.
2.Волосатов В. А. Безотходная и малоотходная штамповка листовых деталей. М., ЛТашгиз, 1961, с. 14, 15, фиг. 5 в.
| название | год | авторы | номер документа |
|---|---|---|---|
| Складчатый лист | 1991 |
|
SU1768728A1 |
| Многогранная режущая пластина | 1988 |
|
SU1618510A1 |
| Способ многорядной последовательной малоотходной штамповки | 1981 |
|
SU963613A1 |
| Линза Мининых | 2021 |
|
RU2774641C1 |
| СВЕРЛО | 2011 |
|
RU2476294C2 |
| РЕГУЛИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ОПОРА, ПРЕИМУЩЕСТВЕННО ДЛЯ ФАЛЬШПОЛОВ | 2005 |
|
RU2278226C1 |
| Устройство и способ профилирования поверхности катания головки рельса | 2023 |
|
RU2802981C1 |
| БУРОВОЕ АЛМАЗНОЕ ДОЛОТО | 1996 |
|
RU2129646C1 |
| СИЛОВОЙ ПОЛУПРОВОДНИКОВЫЙ ПРИБОР | 2006 |
|
RU2308121C1 |
| Способ последовательной штамповки прямоугольных пластин | 1982 |
|
SU1080903A1 |
