Ф
О
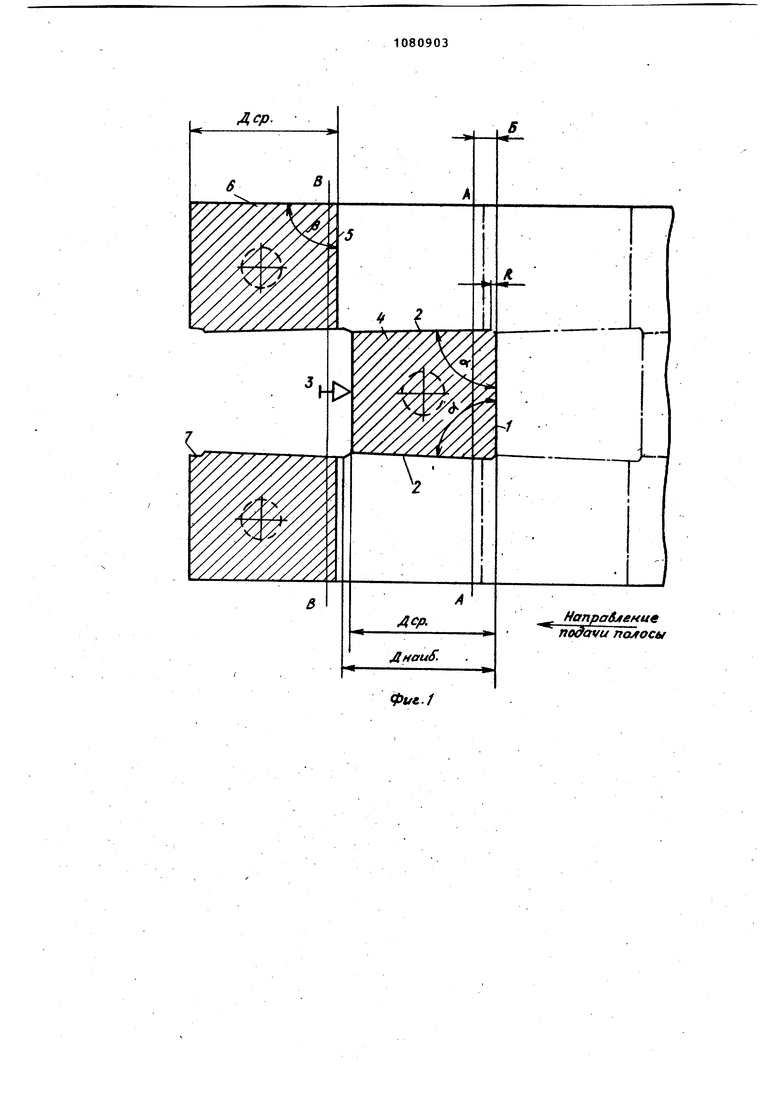
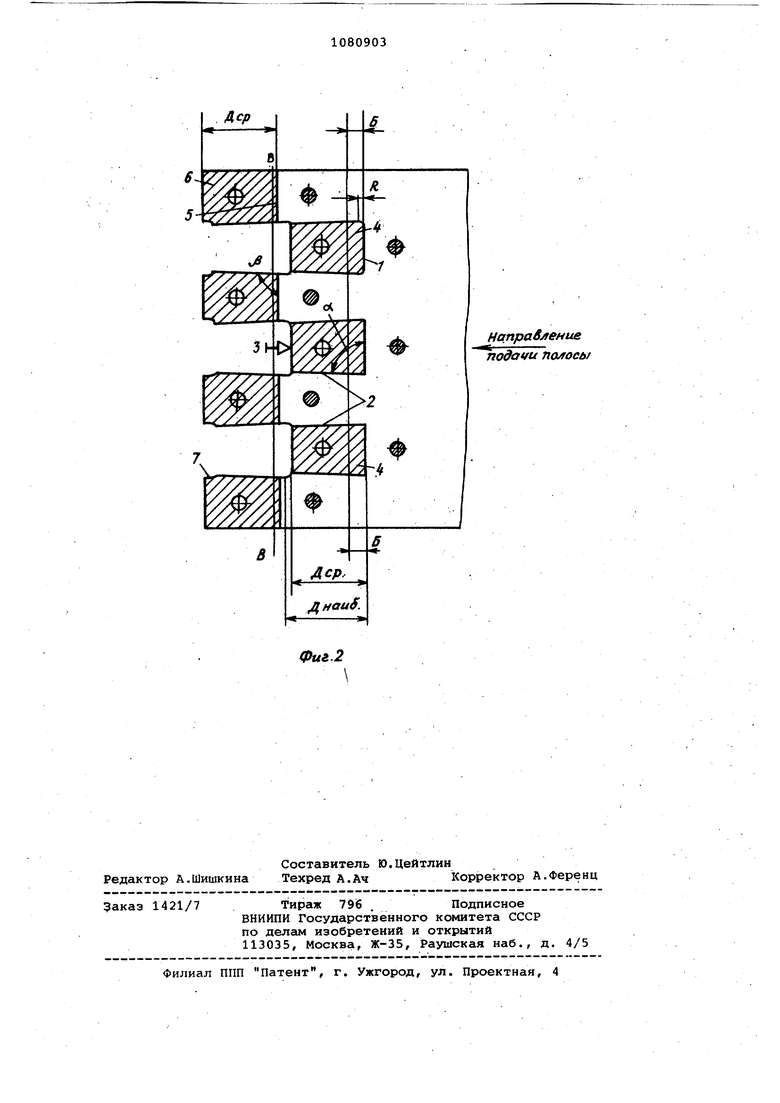
со Изобретение относится к области листовой штамповки и может быть ис пользовано в машино- и приборостр нии при получении прямоугольных пластин путем поеледовальной штамповки. По основному авт.св. № 562352 известен способ последовательной штамповки прямоугольных пластин из листового материала, при котором переднюю по ходу подачи материала сторону каждой пластины получают путем вырубки згщней атороны преды дущей пластины, а боковые стороны пластины вырубают под углом к задней стороне, меньшим 90 и леж&цим в пределах, обеспечивающих получение передней стороны с размерами лежащими в поле допуска l . Недостатком известного способа является то, что при использовании его для штамповки с многорядным бе отходным шахматным раскроем он не исключает образования заусениц в у лах пластин, что приводит к ухудш нию качества последних и к необходимости дополнительной операции -. снятию заусениц, Целью изобретения является повы шение производительности процесса и повышение качества пластин при многорядном шахматном безотходном раскрое путем исключения образования заусениц в углах. Эта цель достигается тем, что с ласно способу пластины вырубают со ск гленными участками на пересечении зад ней и боковых сторон с радиусом участ ка, не превышающим полуразностй ширины задней и передней сторон, а ра стоянке при вырубке между задними сторонами пластин в смежных рядах, параллельных направлению подачи полосы, берут равным суммарной величине максимально Допустимого размера пластин в этом направлении и радиуса скругленного участка. На фиг.1 показана схема раскроя полосы с трехрядным расположением пластин; на фиг.2 - то же, с .семирядным расположением. Способ осуществляют следующим образом. Полосу с шириной, равной произведению количества вырубаемых деталей и среднего значения размера дет ли в направлении, перпендикулярном направлению подачи полосы, пода ют до предварительного упора (не показан), располагаемого по линии А-А, после чего вырубают участок полосы и образуют заднюю сторону 1 пластины (фиг.1) или задние стороМы 1 трех пластин (фиг.2) и часть Б боковых сторон 2, определяемую соотношением , bDj anb-Dcp4.S72)TR, наибольший размер пластины (длина) в направлении, параллельном направлению подачи полосы; средний размер пластины в том же направлении; толщина полосы; радиус скругленного участка, равный полуразности ширины задней и передней сторон пластин. Затем полосу перемещают на до соприкосновения задней стороны 1 с упором 3. Передняя кромка полосы при этом находится на линии В-В. При следующем рабочем ходе вырубают по ходу подачи полосы пластину (или пластины 4 и обрезают полосу по линии 5, отстоящей от стороны 1 на величину, равную D „д + R . Начиная с третьего рабочего хода при каждой подаче полосы вырубают пласти- . ны 4 и б, расположенные соответственно в первом и втором по ходу подачи полосы рядах в шахматном по- рядке, причем при вырубке пластин б образуют передние по ходу подачи полосы стороны следующих за нчми пластин. Боковые стороны пластин 4 вырубают под углом об к задней стороне 1, меньшим 90°, но лежащим в пределах, обеспечивающих получение передних и задних сторон пластин,с размерами, лежащими в поле допуска. Боковые стороны каждой пластины 6 расположены под и к задней стороне, большим 90, но лежащим в пределах, обеспечивающих получение пластин с размерами, лежащими в пределах поля допуска. Величина уступов 7 находится в пределах допустимых отклонений в размерах пластин. В соответствии с предлагаемым способом могут быть получены де.тали типа пластин с отверстиями, для чего может быть использован штамп последовательного действия (не показан, осуществляющий сначала пробивку отверстий, а затем вырубку, или штамп совмещенного действия. Использование предлагаемого способа позволит повысить про 1зводительность процесса и качество пластин при многорядном шахматном безотходном раскрое путем исключения образования заусениц в углах пластин. А ср.
Направление полосы
Направление nodavu nofocu/
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ последовательной штамповки | 1988 |
|
SU1549640A1 |
| Способ последовательной штамповки | 1984 |
|
SU1181751A1 |
| Способ последовательной штамповки прямоугольных заготовок | 1979 |
|
SU871907A1 |
| Способ многорядной последовательной малоотходной штамповки | 1981 |
|
SU963613A1 |
| СПОСОБ МАЛООТХОДНОЙ ШТАМПОВКИ | 1970 |
|
SU260588A1 |
| Способ последовательной штамповки | 1976 |
|
SU622540A1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ МНОГОРЯДНОЙ ВЫРУБКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208494C2 |
| Способ параллельной штамповки деталей из листового материала и штамп для его осуществления | 1974 |
|
SU1129002A1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ | 1991 |
|
RU2026763C1 |
| СПОСОБ МНОГОРЯДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ МАЛООТХОДНОЙ ШТАМПОВКИ | 1994 |
|
RU2109588C1 |
СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ ПРЯМОУГОЛЬНЫХ ПЛАСТИН по авт.св. № 562352, отличающийся тем, что, с целью повышения производительности процесса и повышения качества пластин при многорядном шахматном безотходном раскрое путем исключения образования Заусениц в углах,пластины вырубгиот со скругленшлми участками на пересечении задней и боковых сторо1% с радиусом участка, не превьгиаюошм полуразности ширины задней и передней сторон, а расстояние при вырубке между задними сторонами пластин в смежных рядах, параллельных направлению подачи полосы, берут равным суммарной величине максимально допустимого размера пластин в этом направлении и радиуса скругленного участка. § (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ последовательной штамповки прямоугольных пластин | 1975 |
|
SU562352A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
