Изобретение относится к устройствам и способам обработки поверхности катания головки рельса фрезами в условиях рельсового пути с применением рельсообрабатывающих (рельсофрезерных) поездов.
Известен способ обработки поверхности головки рельса в условиях рельсового пути с применением рельсообрабатывающего поезда, оснащённого рельсофрезерной установкой SF03 фирмы "Linsinger" (Австрия), при котором съём припуска с поверхности головки рельса осуществляется несколькими профильными фрезами с осями вращения, параллельными основанию рельса и лежащими в плоскости его поперечного сечения [Рекламный проспект: Рельсофрезерная установка SF 03. LINSINGER, AUSTRIA https://www.linsinger.com/portfolio/mg31/?lang=de.]
Известно репрофилирование изношенных рельсов периферийным фрезерованием, т. е. снабжение новым профилем. Для некоторого снижения затрат на фрезу известно оснащение фрезы поворотными пластинами, смонтированными на держателях, которые, в свою очередь, помещены в выемки тела фрезы. При этом каждая лежащая в одной плоскости периферийной фрезы поворотная пластина создает ориентированную в продольном направлении рельса фрезерованную полоску. Фрезерная ножевая головка содержит комплект прямолинейных лезвий для фрезерования головок рельсов, профиль которых составлен из дуг окружностей разных радиусов, причём фрезерная ножевая головка имеет столько лезвий, сколько следует фрезеровать участков дуг данной головки рельса. (Патент на изобретение АТ 388002 В «Устройство для фрезерования головок рельсов железнодорожных путей», МПК Е01В31/13, опубл.25.04.1989).
Известен способ профилирования, по меньшей мере, поверхности катания рельса и устройство для этого, причём профилирование осуществляется преимущественно в отношении поверхности катания, имеющей выпуклую часть профиля сечения головки рельса. Для изготовления нужного профиля за счёт единственной операции периферийного фрезерования рельсовой профильной фрезой выполняют по меньшей мере, девять лежащих рядом друг с другом в продольном направлении рельса фрезерованных полосок, которые образуют в сечении рельса, по меньшей мере, для лежащих с краю фрезерованных полосок полигональную линию или более пяти лежащих рядом друг с другом в продольном направлении рельса фрезерованных полосок. Посредством рельсовой профильной фрезы, выполненной в виде фрезы-сэндвича, выполняют более пяти, преимущественно девять лежащих рядом друг с другом в продольном направлении рельса фрезерованных полосок. Затем, при необходимости, осуществляют шлифование отфрезерованной поверхности, по меньшей мере, поверхности катания, преимущественно имеющей выпуклую часть профиля сечения головки рельса. Рельсовая профильная фреза выполнена в виде фрезы-сэндвича с несколькими дисками, каждый из которых снабжён на периферии поворотными пластинами. Устройство для осуществления способа профилирования поверхности катания выпуклой части профиля сечения головки рельсов выполнено с возможностью создания относительного движения между рельсом и фрезой. Устройство содержит фрезу, привод фрезы и, если в нём предусмотрен шлифовальный круг, то и привод шлифовального круга, а также опору оси шлифовального круга в направлении, отклоняющемся от плоскости, лежащей перпендикулярно продольному направлению рельса (патент RU № 2267570 C2, МПК E01B 31/13, опубл. 10.01.2006 Бюл. № 1).
Недостатками рассмотренных способов и устройств является то, что фрезы обрабатывают головку рельса по полному профилю без учёта угла наклона вертикальной оси рельса (подуклонки). Вследствие этого профильные фрезы создают новый профиль рельса, имеющего только одну, наперёд заданную и фиксированную величину подуклонки. На действующих путях положение рельса относительно шпалы (подуклонка) имеет значительный разброс – от 1/2000 до 1/8 и более. Прохождение фрезы, создающей форму поперечного профиля головки рельса, установленного с заданной и неизменной подуклонкой, например – 1/20, над рельсом, имеющим подуклонку, отличную от этой величины, приводит к зарезанию фрезы в поверхность головки рельса – либо по боковой грани, либо по верхней поверхности катания, что приводит к образованию недопустимого дефекта на поверхности катания в виде ступеньки в поперечном сечении и канавки в продольном направлении, для устранения которого требуется замена рельса целиком.
Техническим результатом предполагаемого изобретения является формирование бездефектного профиля поверхности катания головки рельса с помощью профилированных фрез, не выходящего за нормативно допускаемые пределы, без зарезания фрезы в поверхность катания головки рельса при любой подуклонке рельса.
Указанный технический результат достигается тем, что устройство для профилирования поверхности катания головки рельса, включающее профилирующие фрезы, головки которых оснащены пластинами из твёрдых сплавов, установленные на рельсофрезерных поездах посредством приводов вращения содержит не менее двух фрез, причём режущая кромка пластин первой фрезы выполнена в виде полигональной линии, состоящей из двух крайних прямых участков l1 и l2 и размещённых между ними, по меньшей мере, трёх криволинейных участков ͡ ,
,  и
и  радиусами R1, R2, и R3 соответственно, причём криволинейные участки , и сопряжены между собой таким образом, что повторяют контур нового рельса, прямой участок l1, сопряжённый с криволинейным участком , выполнен с возможностью прилегания к боковой рабочей поверхности головки рельса, уложенного с минимально допустимой подуклонкой, а прямой участок l2, сопряжённый с криволинейным участком , выполнен с возможностью прилегания к поверхности катания головки рельса, уложенного с максимально допустимой подуклонкой, режущая кромка другой фрезы выполнена в виде полигональной линии, состоящей из двух прямых участков l6 и l8 и размещённого между ними, по меньшей мере, одного криволинейного участка ͡
радиусами R1, R2, и R3 соответственно, причём криволинейные участки , и сопряжены между собой таким образом, что повторяют контур нового рельса, прямой участок l1, сопряжённый с криволинейным участком , выполнен с возможностью прилегания к боковой рабочей поверхности головки рельса, уложенного с минимально допустимой подуклонкой, а прямой участок l2, сопряжённый с криволинейным участком , выполнен с возможностью прилегания к поверхности катания головки рельса, уложенного с максимально допустимой подуклонкой, режущая кромка другой фрезы выполнена в виде полигональной линии, состоящей из двух прямых участков l6 и l8 и размещённого между ними, по меньшей мере, одного криволинейного участка ͡ , радиусом R3, повторяющего контур нового рельса, причём прямой участок l8, сопряжённый с криволинейным участком ͡
, радиусом R3, повторяющего контур нового рельса, причём прямой участок l8, сопряжённый с криволинейным участком ͡ , с нерабочей стороны рельса, выполнен с возможностью прилегания к поверхности головки рельса, уложенного с максимально допустимой подуклонкой, а прямой участок l6, сопряжённый с криволинейным участком ͡, с рабочей стороны рельса, выполнен с возможностью прилегания к поверхности катания головки рельса, уложенного с минимально допустимой подуклонкой.
, с нерабочей стороны рельса, выполнен с возможностью прилегания к поверхности головки рельса, уложенного с максимально допустимой подуклонкой, а прямой участок l6, сопряжённый с криволинейным участком ͡, с рабочей стороны рельса, выполнен с возможностью прилегания к поверхности катания головки рельса, уложенного с минимально допустимой подуклонкой.
Также технический результат достигается тем, что в способе профилирования поверхности катания головки рельса, заключающемся во фрезеровании поверхности катания головки рельса профилирующими фрезами при движении рельсофрезерного поезда по действующим железнодорожным путям, устройством для профилирования поверхности катания головки рельса, описанным выше, профилируют только поверхность катания и рабочую боковою поверхность головки рельса, при этом полигональные линии режущих кромок пластин фрез изготавливают индивидуально для каждой марки рельса, а головки фрез устанавливают над каждой рельсовой нитью с возможностью автоматической адаптации к изменяющейся ширине рельсовой колеи.
Изобретение поясняется чертежами:
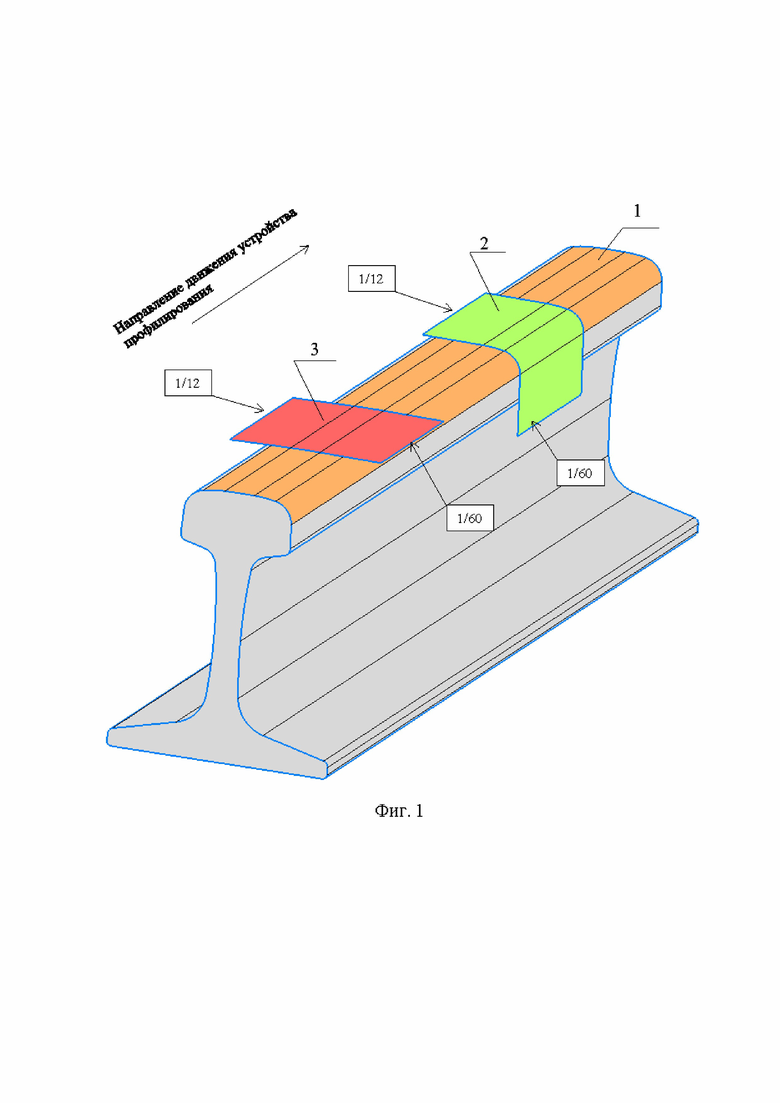
- на фиг. 1 изображен общий вид рельса 1 с установленными на нём фрезами 2 и 3;
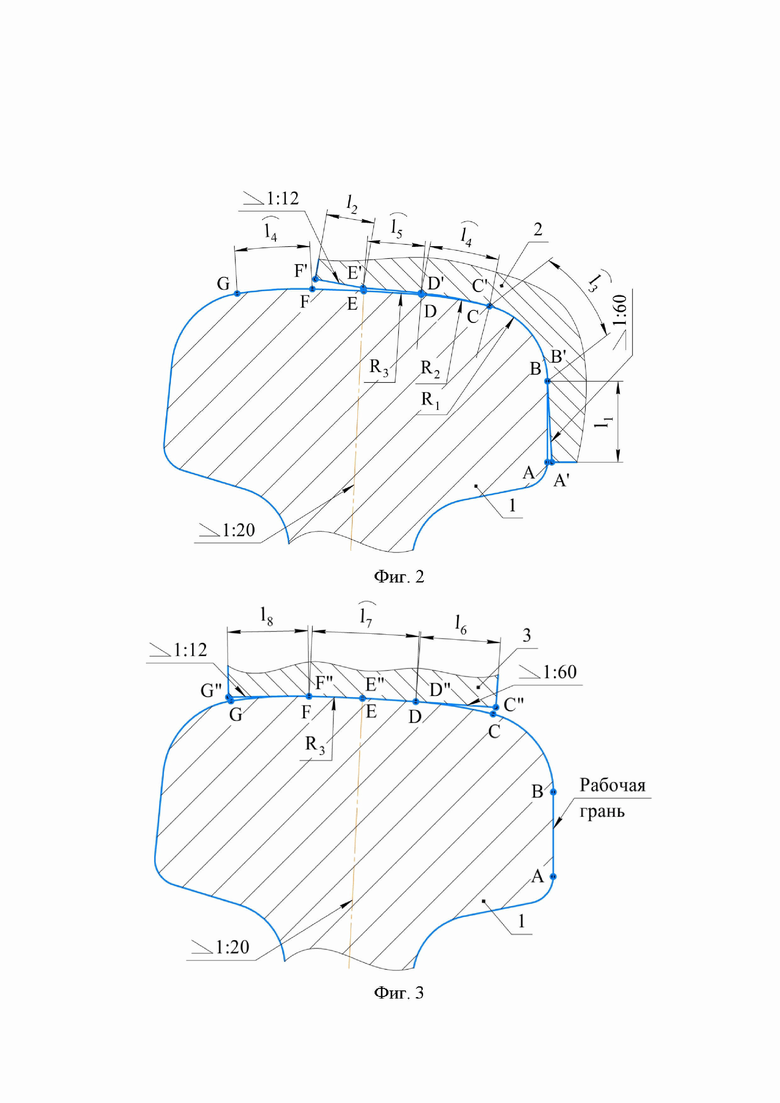
- на фиг. 2 представлен контур режущей поверхности первой фрезы 2 и профиль, сформированный в процессе фрезерования поверхности катания головки рельса 1, уложенного на шпале с наружной стороны кривой со стандартной (для железных дорог РФ) подуклонкой 1/20;
- на фиг. 3 представлен контур режущей поверхности второй фрезы 3 и профиль, сформированный в процессе фрезерования поверхности катания головки рельса 1, уложенного на шпале с наружной стороны кривой со стандартной (для железных дорог РФ) подуклонкой 1/20;
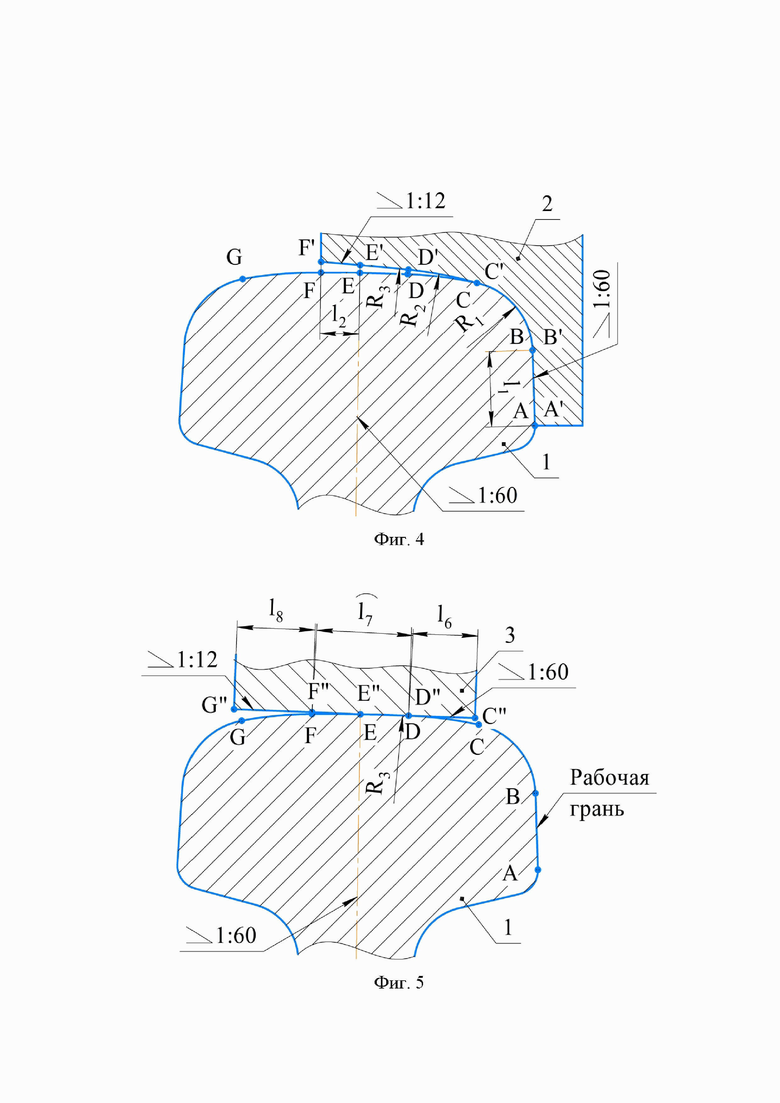
- на фиг. 4 представлен контур режущей поверхности первой фрезы 2 и профиль, сформированный в процессе фрезерования поверхности катания головки рельса 1, уложенного на шпале с наружной стороны кривой с предельно допустимой минимальной (для железных дорог РФ) подуклонкой 1/60;
- на фиг. 5 представлен контур режущей поверхности второй фрезы 3 и профиль, сформированный в процессе фрезерования поверхности катания головки рельса 1, уложенного на шпале с наружной стороны кривой с предельно допустимой минимальной (для железных дорог РФ) подуклонкой 1/60;
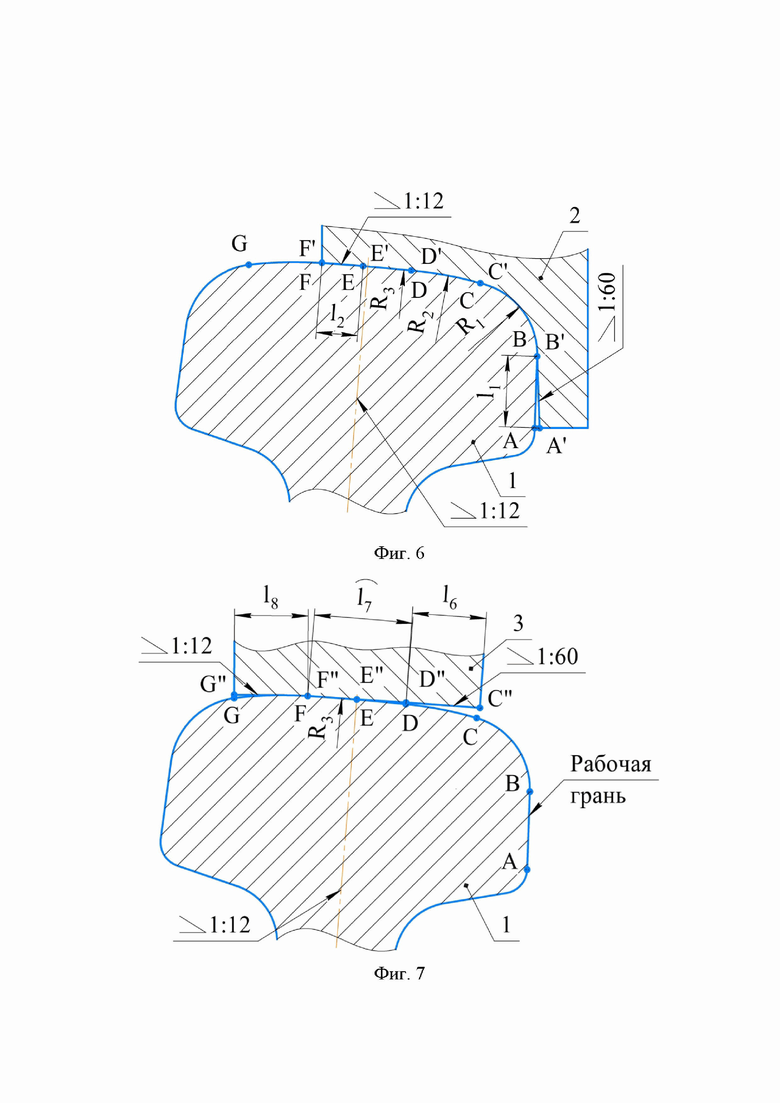
- на фиг. 6 представлен контур режущей поверхности первой фрезы 2 и профиль, сформированный в процессе фрезерования поверхности катания головки рельса 1, уложенного на шпале с наружной стороны кривой с предельно допустимой максимальной (для железных дорог РФ) подуклонкой 1/12;
- на фиг. 7 представлен контур режущей поверхности второй фрезы 3 и профиль, сформированный в процессе фрезерования поверхности катания головки рельса 1, уложенного на шпале с наружной стороны кривой с предельно допустимой максимальной (для железных дорог РФ) подуклонкой 1/12.
Поверхность катания отфрезерованной головки рельса 1 (фиг. 2-7) образуют: с рабочей стороны – прямая боковая грань АВ длиной l1 и три сопрягающихся криволинейных участка: первый криволинейный участок ВС (выкружка ВС) радиусом R1 и длиной ͡, второй криволинейный участок CD (первая переходная кривая СD) радиусом R2 и длиной ͡ и третий криволинейный участок DE длиной ͡, являющийся половиной центральной кривой DF радиусом R3, а с нерабочей стороны рельса – вторая переходная кривая FG радиусом R2 и длиной ͡.
Точкой В обозначено место сопряжения прямой боковой рабочей грани АВ головки рельса с выкружкой BC радиусом R1, точкой С – место сопряжения выкружки BC радиусом R1 с первой переходной кривой CD радиусом R2, точкой D – место сопряжения первой переходной кривой CD радиусом R2 с центральной кривой DF радиусом R3, точкой Е – середина центральной кривой DF радиусом R3, точкой F – конец центральной кривой DF радиусом R3, точкой G - конец второй переходной кривой FG радиусом R2.
Контур режущей поверхности первой фрезы 2 (фиг.2, 4, 6) образуют два прямых участка А′В′ и E′F′ и, размещённых между ними, три криволинейных участка B′C′, C′D′, D′E′. Прямой участок А′В′ с углом наклона, равным углу наклона рельса 1, уложенного с минимально допустимой подуклонкой (для железных дорог РФ – 1/60), и длиной l1 сопряжен по касательной с криволинейным участком В′С′ радиусом R1 и длиной , Криволинейный участок В′С′ сопряжен с криволинейным участком C′D′ радиусом R2 и длиной . Криволинейный участок C′D′ сопряжен по касательной с криволинейным участком D′E′ радиусом R3 длиной . Криволинейный участок D′E′ сопряжен по касательной с прямым участком E′F′, другой конец которого выполнен с углом наклона, равным углу наклона рельса 1, уложенного с максимально допустимой подуклонкой (для железных дорог РФ – 1/12).
Контур режущей поверхности второй фрезы 3 (фиг.3, 5, 7) образуют две прямые C′′D′′ и F′′G′′ и, расположенная между ними, центральная кривая D′′F′′. Прямая C′′D′′ длиной l6, сопряжена по касательной c центральной кривой D′′F′′ длиной  .со стороны рабочей боковой грани. Причем угол наклона прямой C′′D′′ равен углу наклона рельса, уложенного с минимально допустимой подуклонкой (для железных дорог РФ – 1/60). Прямая F′′G′′ длиной l8 сопряжена по касательной c центральной кривой D′′F′′ со стороны нерабочей боковой грани. Причем угол наклона прямой F′′G′′ равен углу наклона рельса, уложенного с максимально допустимой подуклонкой (для железных дорог РФ – 1/12).
.со стороны рабочей боковой грани. Причем угол наклона прямой C′′D′′ равен углу наклона рельса, уложенного с минимально допустимой подуклонкой (для железных дорог РФ – 1/60). Прямая F′′G′′ длиной l8 сопряжена по касательной c центральной кривой D′′F′′ со стороны нерабочей боковой грани. Причем угол наклона прямой F′′G′′ равен углу наклона рельса, уложенного с максимально допустимой подуклонкой (для железных дорог РФ – 1/12).
Изобретение осуществляется следующим образом.
На рельсофрезерных поездах посредством приводов вращения над каждой рельсовой нитью устанавливаются, по меньшей мере, по две профилирующие фрезы 2 и 3 (фиг. 1) с возможностью автоматической адаптации к изменяющейся ширине рельсовой колеи. Режущие кромки фрез оснащены пластинами из твёрдых сплавов.
Предварительно фрезы настраивают таким образом, чтобы контур режущей поверхности каждой фрезы имел вид полигональной линии.
Контур режущей поверхности первой фрезы 2 (фиг. 2, 4, 6) образуют два прямых участка А′В′ и E′F′ и три криволинейных участка B′C′, C′D′, D′F′. Прямой участок А′В′ с углом наклона, равным углу наклона рельса, уложенного с минимально допустимой подуклонкой (для железных дорог РФ – 1/60), и длиной l1 сопряжен по касательной с криволинейным участком В′С′ радиусом R1 и длиной , Криволинейный участок В′С′ сопряжен с криволинейным участком C′D′ радиусом R2 и длиной . Криволинейный участок C′D′ сопряжен по касательной с криволинейным участком D′E′ радиусом R3 длиной . Криволинейный участок D′E′ сопряжен по касательной с прямым участком E′F′, другой конец которого выполнен с углом наклона, равным углу наклона рельса, уложенного с максимально допустимой подуклонкой (для железных дорог РФ – 1/12).
Контур режущей поверхности второй фрезы 3 (фиг.3, 5, 7) образуют две прямые C′′D′′ и F′′G′′ и, расположенная между ними, центральная кривая D′′F′′. Прямая C′′D′′ длиной l6, сопряжена по касательной c центральной кривой D′′F′′ длиной .со стороны рабочей боковой грани. Причем угол наклона прямой C′′D′′ равен углу наклона рельса, уложенного с минимально допустимой подуклонкой (для железных дорог РФ – 1/60). Прямая F′′G′′ длиной l8 сопряжена по касательной c центральной кривой D′′F′′ со стороны нерабочей боковой грани. Причем угол наклона прямой F′′G′′ равен углу наклона рельса, уложенного с максимально допустимой подуклонкой (для железных дорог РФ – 1/12).
При фрезеровании в пути поверхности катания головки рельса 1, имеющего подуклонку 1/20, контур первой фрезы 2 (фиг. 2) контактирует с поверхностью катания головки рельса от точки В′ до точки Е′ и в процессе фрезерования формирует на поверхности катания головки рельса 1 от точки В до точки Е профиль поверхности катания как у нового рельса. В точках А и F первая фреза 2 не касается поверхности рельса. Вторая фреза 3 (фиг. 3), следующая за первой фрезой 2, контактирует с поверхностью головки рельса 1 от точки D′′ до точки F′′ и в процессе фрезерования формирует на поверхности катания головки рельса 1 от точки D до точки F контур как у нового рельса. В точках C′′ и G′′ вторая фреза 3 не касается поверхности рельса 1.
При фрезеровании в пути рельса 1, имеющего минимально допустимую подуклонку (для железных дорог РФ – 1/60), контакт контура первой фрезы 2 (фиг. 4) с поверхностью головки рельса 1 начинается от точки А и заканчивается на криволинейном участке СD. В процессе фрезерования от точки А практически до середины участка СD формируется профиль поверхности катания как у нового рельса. В точках D′, Е′ и F′ первая фреза 2 не касается поверхности рельса 1. Вторая фреза 3 (фиг. 5), следующая за первой фрезой 2, контактирует с поверхностью катания головки рельса 1 практически от середины своего прямого участка С′′D′′ до точки F′′ центральной кривой D′′F′′ и в процессе фрезерования формирует на поверхности катания головки рельса 1 от середины криволинейного участка СD до точки F профиль поверхности катания как у нового рельса. В точке G′′ вторая фреза не касается поверхности рельса 1.
При фрезеровании в пути рельса 1, имеющего максимально допустимую подуклонку (для железных дорог РФ – 1/12) контакт контура первой фрезы 2 (фиг. 6) с поверхностью катания головки рельса 1 начинается от точки В′ и заканчивается в точке F′. В процессе фрезерования от точки В до точки F формируется профиль поверхности катания как у нового рельса. В точке А′ первая фреза 2 не касается поверхности рельса 1. Вторая фреза 3 (фиг. 7), следующая за первой фрезой 2, контактирует с поверхностью катания головки рельса от середины центральной кривой D′′F′′ до точки G′′ прямой F′′G′′ и в процессе фрезерования формирует на поверхности катания головки рельса 1 от середины центральной кривой DF (точки Е) до точки G профиль поверхности катания как у нового рельса. В точке С′′ вторая фреза 3 не касается поверхности рельса 1.
Таким образом, предложенные устройство и способ профилирования катания головки рельса в результате их применения на рельсофрезерном поезде позволят формировать бездефектный профиль поверхности катания головки рельса, повторяющий профиль нового рельса. Причем полученный профиль будет укладываться в нормативно допускаемые пределы при любой подуклонке рельса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ РЕСУРСА ЭЛЕМЕНТОВ СИСТЕМЫ КОЛЕСО-РЕЛЬС И ПРОФИЛИ РЕЛЬСОВОЙ КОЛЕИ И ОБОДА ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА НА ЕГО ОСНОВЕ | 2013 |
|
RU2568819C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ПОВЕРХНОСТИ КАТАНИЯ РЕЛЬСА И УСТРОЙСТВО ДЛЯ ЭТОГО | 2001 |
|
RU2267570C2 |
| СПОСОБ ПОВЫШЕНИЯ РЕСУРСА ЭЛЕМЕНТОВ СИСТЕМЫ КОЛЕСО - РЕЛЬС И ПРОФИЛИ РЕЛЬСОВОЙ КОЛЕИ И ОБОДА ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА НА ЕГО ОСНОВЕ | 2015 |
|
RU2595200C1 |
| ПРОФИЛЬ ПОВЕРХНОСТИ ОБОДА ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА | 2018 |
|
RU2684347C1 |
| Способ эксплуатации кривого участка пути в плане и устройство рельсовой колеи в кривых | 2016 |
|
RU2611234C2 |
| Способ текущего содержания кривого участка пути в плане и рельсовая колея для его реализации | 2015 |
|
RU2609612C2 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2005 |
|
RU2287039C2 |
| ПРОФИЛЬ ПОВЕРХНОСТИ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА | 2011 |
|
RU2441762C1 |
| ПРОФИЛЬ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА | 2011 |
|
RU2454331C1 |
Группа изобретений относится к области обслуживания верхнего строения железнодорожного пути, в частности, к способам профилирования поверхности катания головок рельсов, а также к устройствам для профилирования указанных поверхностей. Устройство содержит две фрезы. Головки фрез оснащены твердосплавными пластинами. Режущая кромка пластин первой фрезы выполнена в виде полигональной линии, которая состоит из двух прямых участков и трех криволинейных участков. Криволинейные участки размещены между прямыми. Контуры сопряженных криволинейных участков повторяют контур нового рельса. Один из прямых участков выполнен с возможностью прилегания к боковой рабочей поверхности головки рельса, уложенного с минимально допустимой подуклонкой, а другой прямой участок – для прилегания к поверхности рельса, уложенного с максимально допустимой подуклонкой. Вторая фреза выполнена из двух прямолинейных и одного криволинейного участка, расположенного между ними. Прямой участок, расположенный с нерабочей стороны рельса, выполнен с возможностью прилегания к поверхности головки рельса, уложенного с максимально допустимой подуклонкой. Прямой участок, расположенный с рабочей стороны рельса, выполнен с возможностью прилегания к поверхности головки рельса, уложенного с минимально допустимой подуклонкой. Полигональные линии режущих кромок пластин фрез изготавливают индивидуально для каждой марки рельса. Обеспечивается формирование бездефектного профиля поверхности катания головки рельса. 2 н.п. ф-лы, 7 ил.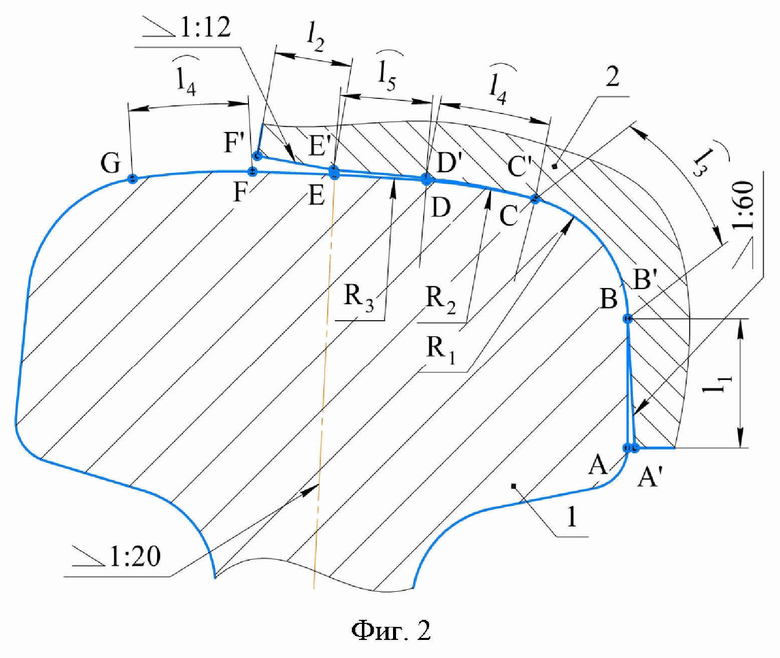
1. Устройство для профилирования поверхности катания головки рельса, включающее профилирующие фрезы, головки которых оснащены пластинами из твёрдых сплавов, причём фрезы выполнены с возможностью установки в приводах вращения на рельсофрезерных поездах, отличающееся тем, что содержит не менее двух фрез, причём режущая кромка пластин первой фрезы выполнена в виде полигональной линии, состоящей из двух крайних прямых участков l1 и l2 и размещённых между ними, по меньшей мере, трёх криволинейных участков  ,
,  и
и  радиусами R1, R2, и R3 соответственно, причём криволинейные участки , и сопряжены между собой таким образом, что повторяют контур нового рельса, прямой участок l1, сопряжённый с криволинейным участком , выполнен с возможностью прилегания к боковой рабочей поверхности головки рельса, уложенного с минимально допустимой подуклонкой, а прямой участок l2, сопряжённый с криволинейным участком , выполнен с возможностью прилегания к поверхности катания головки рельса, уложенного с максимально допустимой подуклонкой, режущая кромка другой фрезы выполнена в виде полигональной линии, состоящей из двух прямых участков l6 и l8 и размещённого между ними, по меньшей мере, одного криволинейного участка ͡
радиусами R1, R2, и R3 соответственно, причём криволинейные участки , и сопряжены между собой таким образом, что повторяют контур нового рельса, прямой участок l1, сопряжённый с криволинейным участком , выполнен с возможностью прилегания к боковой рабочей поверхности головки рельса, уложенного с минимально допустимой подуклонкой, а прямой участок l2, сопряжённый с криволинейным участком , выполнен с возможностью прилегания к поверхности катания головки рельса, уложенного с максимально допустимой подуклонкой, режущая кромка другой фрезы выполнена в виде полигональной линии, состоящей из двух прямых участков l6 и l8 и размещённого между ними, по меньшей мере, одного криволинейного участка ͡ , радиусом R3, повторяющего контур нового рельса, причём прямой участок l8, сопряжённый с криволинейным участком ͡
, радиусом R3, повторяющего контур нового рельса, причём прямой участок l8, сопряжённый с криволинейным участком ͡ , с нерабочей стороны рельса, выполнен с возможностью прилегания к поверхности головки рельса, уложенного с максимально допустимой подуклонкой, а прямой участок l6, сопряжённый с криволинейным участком ͡, с рабочей стороны рельса, выполнен с возможностью прилегания к поверхности катания головки рельса, уложенного с минимально допустимой подуклонкой.
, с нерабочей стороны рельса, выполнен с возможностью прилегания к поверхности головки рельса, уложенного с максимально допустимой подуклонкой, а прямой участок l6, сопряжённый с криволинейным участком ͡, с рабочей стороны рельса, выполнен с возможностью прилегания к поверхности катания головки рельса, уложенного с минимально допустимой подуклонкой.
2. Способ профилирования поверхности катания головки рельса, заключающийся во фрезеровании поверхности катания головки рельса профилирующими фрезами при движении рельсофрезерного поезда по действующим железнодорожным путям, устройством для профилирования поверхности катания головки рельса по п. 1, профилируют только поверхность катания и рабочую боковою поверхность головки рельса, при этом полигональные линии режущих кромок пластин фрез изготавливают индивидуально для каждой марки рельса, а головки фрез устанавливают над каждой рельсовой нитью с возможностью автоматической адаптации к изменяющейся ширине рельсовой колеи.
| CN 213328483 U, 01.06.2021 | |||
| СПОСОБ ОБРАБОТКИ ХОДОВОЙ ПОВЕРХНОСТИ РЕЛЬСА | 2019 |
|
RU2774790C1 |
| US 4854088 A1, 08.08.1989 | |||
| СПОСОБ ПРОФИЛИРОВАНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ПОВЕРХНОСТИ КАТАНИЯ РЕЛЬСА И УСТРОЙСТВО ДЛЯ ЭТОГО | 2001 |
|
RU2267570C2 |
| Способ обработки поверхности головки рельса и устройство для его осуществления | 2021 |
|
RU2759298C1 |
