Изобретение касается сварочного производства и может быть использовано в любой области машиностроения, в частности в атомном машиностроении, как универсальное приспособление для другой сварки в защитном газе цилиндричесК Их изделий с кольцевыми и продольными швами.
Известно устройство для заш,иты обратной стороны шва путем поддува инертных газов в процессе сварки кольцевых швов 1.
Недостатком этого устройсгва является то, что мягкие заглушки в в-иде эластичной трубы не дают возможности перемещения Приспособления по поверх1ности трубы без активного износа уплотняющих эластич.ных труб.
Известно также устройство для защиты обратной стороны шва при сварке стыкоз труб, содержащее систему подвода газа во внутреннее пространство трубы, ограниченное мягкими заглушками, связанными между собой несущим элементом, фиксирующим расстояние между ними 2.
Однако это устройство не обеспечивает компенсации быстро изнашивающихся заглушек. Заглушки не имеют защиты от непосредственного контакта с горячим металлом в зоне сварки, а это приводит к повышенному износу заглушек и ухудшению уплотнения.
Цель изобретения является повышение
экономичности процесса сварки путем уменьшения износа заглущек.
Это достигается тем, что каждая заглушка выполнена в виде упругой, армированной элементами жесткости манжеты, ил1еющей форму усеченного конуса, меньшее основание которого жестко закреплено на несущем элементе с возможностью изменения угла наклона образующей.
Кроме того, манжеты армированы изолирующим, например, медным кольцевым сектором.
Устройство имеет по крайней мере пару конусных упругих манжет, опирающихся на эластичные трубчатые кольца, которые при подаче в них сжатого воздуха поджимают манжеты к внутренней поверхности заготовки и заглушают тем самым внутреннюю полость стыка в зоне свариваемых заготовок.
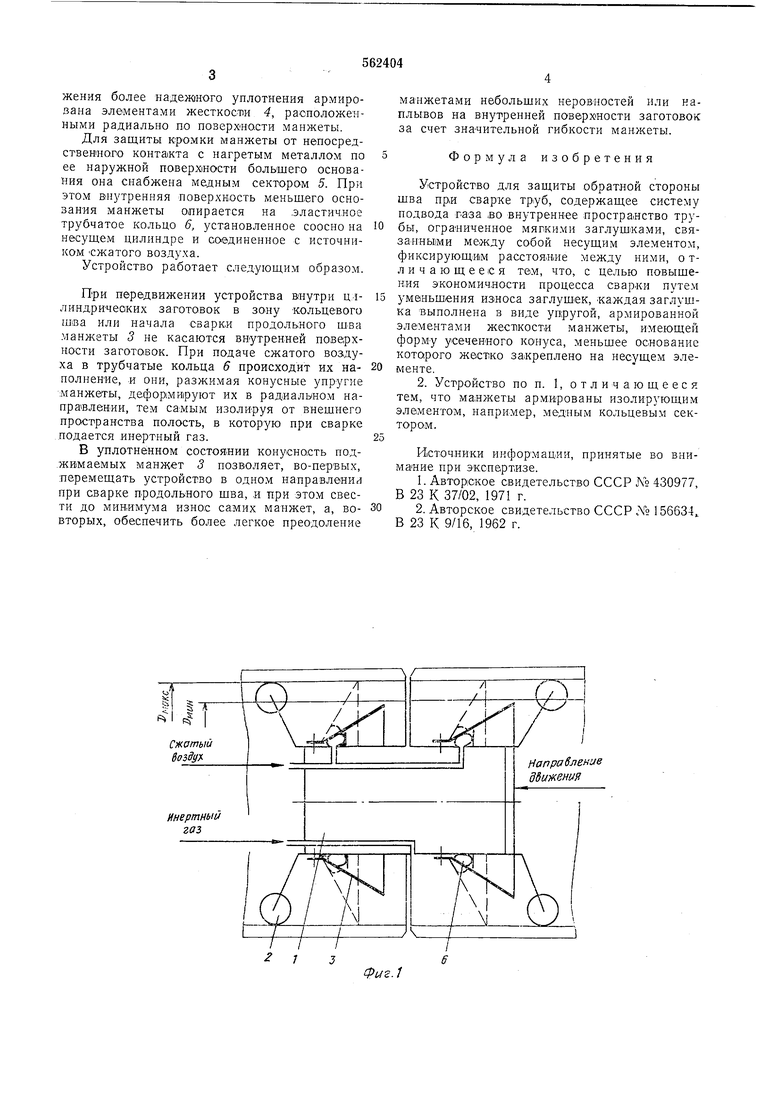
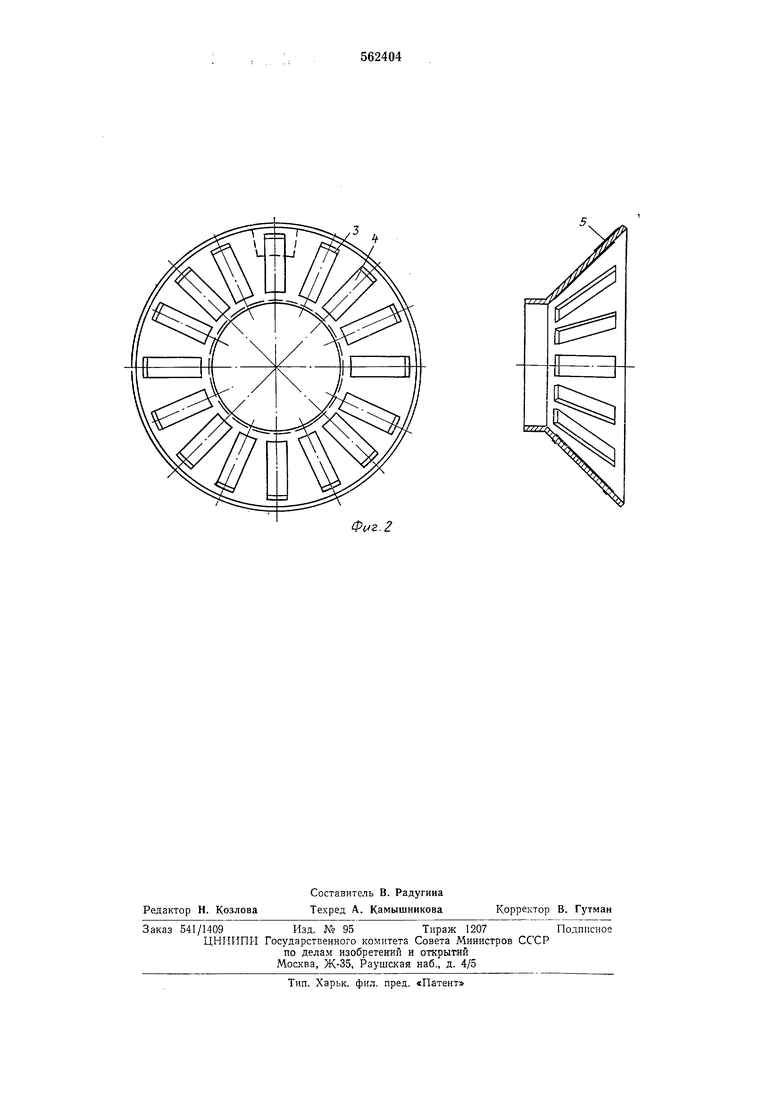
На фиг. 1 изображен общий вид устройства, введенного в полость изделия; на фиг. 2- конусная манжета, общий вид.
Несущий элемент / установлен с возможностью перемещения по внутренней поверхности изделия на роликах 2 от привода, согласованного с перемещением сварочной головки (не показан). На несущем элементе закреплены охватывающие его по периметру конусные упругие манжеты 3, каждая из которых для повышения ее жесткости и достижения более надежного уплотнения армирована элементами жесткости 4, расположенными радиально во повер но:сти манжеты.
Для защиты кромки манжеты от непосредственного контакта с нагретым металлом по ее наружной поверхности большего основания она снабжена медным секторам 5. При этом В1нутренняя поверхность м.еньш.его основания манжеты опирается на зластичлое трубчатое кольцо 6, установленное соосно на несущем цилиндре и соединенное с источником Сжатого воздуха.
Устройство работает следующим образом.
При передвижении устройства внутри u.iлиндричеаких заготовок в зо«у кольцевого шва или начала сварки продольного шва манжеты 3 не касаются внутренней поверхности заготовок. При подаче сжатого воздуха в трубчатые кольца 6 происходит их нанолнение, и они, разжимая конусные упругие манжет-ы, деформируют их в радиальном направлении, тем самым изолируя от внешнего пространства полость, в которую при сварке подается ннертный газ.
В уплотненном состоянии конусность под.жимаемых манжет 3 позволяет, во-первых, перемещать устройство в одном направлений при сварке продольного шва, и при этом свести до минимума износ самих манжет, а, вовторых, обеспечить более легкое преодоление
манжетами небольших неровностей или наплывов на внутренней поверхности заготовок за счет значительной гибкости манжеты.
Формула изобретения
Устройство для защиты обратной стороны шва при сварке труб, содержащее систему подвода газа во внутреннее пространство трубы, ограниченное мягкими заглуш.ками, связаннькми между собой несущим элементом, фиксирующ:И1М расстояние между ними, о тличающееся тем, что, с целью повышения экономичности процесса свар.ки путем Зменьшения износа заглуш1ек, Каждая заглушка выполнена в виде упругой, армированной элементами жесткости манжеты, имеющей форму усеченного конуса, меньшее основание которого жестко закреплено на несущем элементе.
2. Устройство по п. 1, отличающееся тем, что манжеты армированы изолирующим элементом, например, медным кольцевь1м сектором.
Источники информации, принятые во внимание при экспертизе.
1.Авторское свидетельство СССР Лэ 430977 В 23 К 37/02, 1971 г.
2.Авторское свидетельство СССР 156634 В 23 К 9/16, 1962 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| Устройство для герметизации контактной стыковой сваркой трубы | 1985 |
|
SU1279152A1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245769C2 |
| МЕТАЛЛИЧЕСКАЯ ЗАГЛУШКА ИЗОЛЯЦИИ ДЛЯ ТЕПЛОИЗОЛИРОВАННОЙ ТРУБЫ ИЛИ ФАСОННОГО ИЗДЕЛИЯ | 2014 |
|
RU2588320C2 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И УЧАСТОК ТРУБОПРОВОДА С ГИДРОЗАЩИТОЙ ПО НАРУЖНОЙ ПОВЕРХНОСТИ И ПО ТОРЦАМ | 2014 |
|
RU2576078C1 |
| ПРОТИВОУГОННОЕ УСТРОЙСТВО СОЛОВЬЕВА В.А. ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ | 1994 |
|
RU2078702C1 |
| Устройство для защиты от окисления обратной стороны швов | 1982 |
|
SU1016105A1 |
ТИ
VJ/
/
Инертный газ
2 7
/
Направление ddufKeHUf
.г
