Предлагаемое изобретение относится к электродуговой сварке с использованием защитных газов, в частности к горелкам для дуговой сварки неплавящимся электродом.
Известны горелки, включающие водоохлаждаемый корпус, неплавящийся вольфрамовый электрод, цангу для его крепления, системы газоподвода, охлаждения и керамическое сопло. Производственная инструкция «Сварка дуговая алюминиевых и магниевых сплавов в среде защитных газов» (ПИ 1.4.1555-2000). Ручные горелки для аргонодуговой сварки в среде защитных газов РГА-150, РГА-400 изготавливаются ОАО «Электромеханика» г. Ржев, горелки серии АГНИ НПФ «ИТС» г.Санкт-Петербург, электросварочное оборудование 2006 г. Простота конструкции, небольшие размеры и удовлетворительная газовая защита зоны сварки с использованием сменных стандартных керамических сопел обусловили широкое применение этих горелок для сварки в среде инертных газов алюминиевых, магниевых, титановых, медных сплавов, конструкционных и нержавеющих сталей.
Однако эти горелки имеют ряд недостатков. Один из них состоит в том, что электрическая дуга недостаточно стабилизирована в пространстве (на малых токах и в начальный период сварки происходит ее блуждание). Кроме того, дуга в инертных газах имеет конусную форму с основанием на свариваемом металле, что обуславливает низкую концентрацию энергии в пятне нагрева и вследствие этого малую глубину проплавления.
Наиболее близкой по технической сущности и достигаемому эффекту является горелка для дуговой сварки неплавящимся электродом в среде защитных газов, содержащая корпус с установленным в нем электрододержателем и закрепленным на нем соплом, в котором соосно электроду установлен трубчатый элемент (вкладыш) (авторское свидетельство СССР № 782970, кл. В23К 9/16, 1979 г.). Недостатком этой горелки является конструкция вкладыша, который выполняется из тугоплавкого материала. Закрепление в сопле и использование при сварке крайне неудобно. А нагревание вкладыша от сварочной дуги ведет к снижению энергетических параметров проходящего потока защитного газа.
Задачей данного изобретения является повышение эффективности технологического процесса сварки.
Технический результат заключается в стабилизации процесса сварки, увеличении глубины проплавления, улучшении качества защиты сварочной ванны с одновременным уменьшением расхода защитного газа и снижением энергозатрат.
Для достижения указанного технического результата предлагается горелка следующей конструкции.
Горелка содержит водоохлаждаемый корпус, в котором закреплена цанга с электродом. На корпусе установлено керамическое сопло, в которое соосно электроду вставляется медная втулка. Втулка имеет форму воронки. В конусной части втулки имеются отверстия для формирования потока защитного газа, в цилиндрической - конфузорный канал для формирования дугообразующего потока газа. Между наружной поверхностью втулки и внутренней поверхностью сопла имеется кольцевой зазор для образования защитной газовой завесы. Втулка устанавливается так, чтобы расстояние до среза сопла горелки составляло 2-5 мм. Это позволяет создать, во-первых, внутренний стабилизированный и упругий поток дугообразующего газа на сравнительно большом расстоянии от среза сопла, во-вторых, внешний устойчивый кольцевой поток защитного газа, в-третьих, отдалить нижнюю часть втулки от теплового воздействия дуги. В верхней конусной части втулки с внешней стороны имеется кольцевой выступ (буртик). Буртик втулки, прижимаясь к внутренней конусной поверхности сопла, обеспечивает центровку и равномерный кольцевой зазор между соплом и втулкой для прохождения защитного газа и плотное прижатие основания втулки к водоохлаждаемому корпусу горелки. А полный контакт опорной поверхности медной втулки с поверхностью водоохлаждаемого корпуса обеспечивает интенсивный теплоотвод и дополнительное охлаждение электрода, обдуваемого защитным газом, что увеличивает его стойкость и предотвращает такие дефекты сварного шва как вольфрамовые включения.
На чертеже представлен общий вид горелки. Результаты испытаний горелок приведены в таблицах. Таблица 1: «Наплавка валика на пластину из алюминиевого сплава АМг6». Таблица 2: «Сварка образцов из алюминиевого сплава АМг2М».
Горелка содержит водоохлаждаемый корпус 1, в котором закреплена цанга 2 с электродом 3. На корпусе 1 установлено керамическое сопло 4 с медной воронкообразной втулкой 5, в конусной части втулки имеются отверстия 6 для формирования потока защитного газа, а в цилиндрической части конфузорный канал 7 для формирования дугообразующего потока газа 8, генерирующего между электродом 3 и изделием 9 сжатый электрический разряд - сварочную дугу 10. Между наружной поверхностью втулки 5 и внутренней поверхностью сопла 4 имеется кольцевой зазор для образования защитной газовой завесы 11.
Горелка работает следующим образом: вольфрамовый электрод 3 вставляется в цангу 2, регулируется по длине вылета и поджимается к корпусу 1 зажимом (не показано). Медная втулка 5 вставляется в керамическое сопло 4, которое накручивается по резьбе на корпус 1, центрируя и поджимая верхнее основание медной втулки к основанию водоохлаждаемого корпуса горелки, обеспечивая тем самым соосность с вольфрамовым электродом и охлаждение втулки за счет высокой теплопроводности меди. При включении сварочной установки защитный газ через газопроводный патрубок поступает во внутреннюю полость корпуса 1, а дальше через каналы в цанге 2 в конусную часть втулки 5. Здесь происходит разделение защитного газа на два потока: внутренний дугообразующий и внешний защитный. Внутренний дугообразующий поступает в конфузорный канал 7 и, обтекая вольфрамовый электрод 3, формируется в устойчивый упругий газовый поток 8, который устремляется в зону дуги 10 и обеспечивает стабилизированный сжатый дуговой разряд с эффективным и концентрированным нагревом свариваемого изделия 9. Газ, проходящий через отверстия 6, проникает в зазор между втулкой 5 и соплом 4 и формируется во внешний защитный поток 11, который на выходе из сопла представляет кольцевую газовую завесу и обеспечивает стабильную защиту сварочной ванны и сварочной дуги от окружающего воздуха.
Предлагаемая конструкция горелки испытана при изготовлении серийных деталей самолета Су 30МКИ при сварке обтекателей и элементов трубопроводных систем из алюминиевых сплавов АМг2М и АМг6 (см. Таблицы 1 и 2). Результаты контроля внешним осмотром, металлографии, рентгенконтроля и испытаний определили оптимальные геометрические размеры сварного шва, плотную мелкозернистую структуру и отсутствие внутренних и наружных дефектов, а наблюдение за процессом сварки подтвердили преимущество горелки.
Таким образом, данная конструкция горелки, в отличие от известных, позволяет вести сварку с большей эффективностью и меньшими энергетическими затратами, меньшим расходом защитного газа; является удобной в эксплуатации и может применяться для сварки различных активных металлов и сплавов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| Электродный узел к горелкам для сварки неплавящимся электродом | 1980 |
|
SU944836A1 |
| Горелка для дуговой сварки | 1985 |
|
SU1291425A1 |
| Горелка для плазменной обработки | 1982 |
|
SU1075532A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| Горелка для дуговой сварки | 1985 |
|
SU1279772A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитного газа | 1976 |
|
SU698735A1 |
Изобретение относится к горелке для дуговой сварки неплавящимся электродом в среде защитных газов и может найти применение в машиностроении при изготовлении сварных конструкций. В корпусе горелки установлены цанга с электродом и закрепленным на нем соплом. В сопле соосно электроду установлена воронкообразная втулка. В конусной части втулки выполнены отверстия для формирования потока защитного газа, в цилиндрической - конфузорный канал для формирования дугообразующего потока газа. В верхней конусной части втулки с внешней стороны имеется кольцевой выступ. Между наружной поверхностью втулки и внутренней поверхностью сопла сформирован кольцевой зазор для образования защитной газовой завесы. Втулка установлена на расстоянии 2-5 мм до среза сопла. Технический результат - повышенная глубина проплавления, снижение расхода защитного газа и улучшение качества металла шва. 1 ил., 2 табл.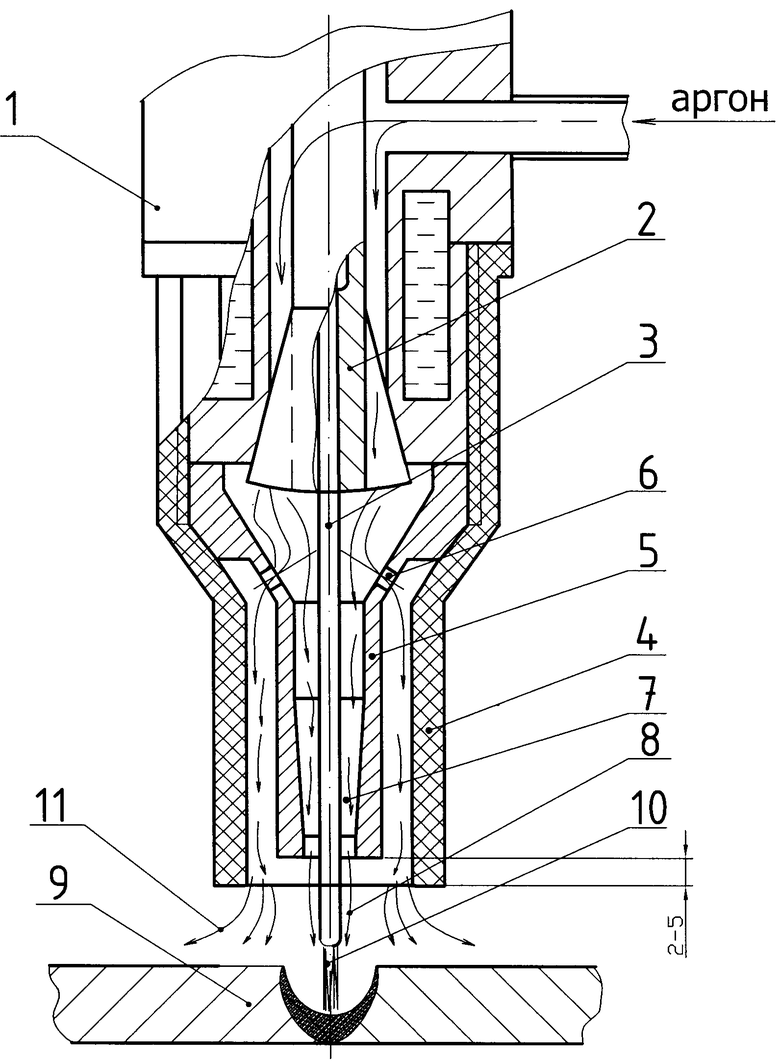
Горелка для дуговой сварки неплавящимся электродом в среде защитных газов, содержащая водоохлаждаемый корпус с установленными в нем цангой с электродом и закрепленным на нем соплом, в котором соосно электроду установлен трубчатый элемент, отличающаяся тем, что трубчатый элемент изготовлен в виде воронкообразной втулки, в конусной части которой выполнены отверстия для формирования потока защитного газа, в цилиндрической - конфузорный канал для формирования дугообразующего потока газа, в верхней конусной части втулки с внешней стороны выполнен кольцевой выступ, между наружной поверхностью втулки и внутренней поверхностью сопла сформирован кольцевой зазор для образования защитной газовой завесы, а втулка установлена на расстоянии 2-5 мм до среза сопла горелки.
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1989 |
|
RU1760701C |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| Устройство для нанесения жидкости | 1985 |
|
SU1347997A1 |
| МОДУЛЬ СИДЕНЬЯ И МЕХАНИЗМ НАКЛОНА | 2018 |
|
RU2732756C1 |
| US 4101751 A, 18.07.1978. | |||

