набегающие зырсзьк в которые 5холят поворотные ножи для разделения стержнеобразных заготовок ф-ильтрующего материала на короткие отрезки элемеитов фильтра.
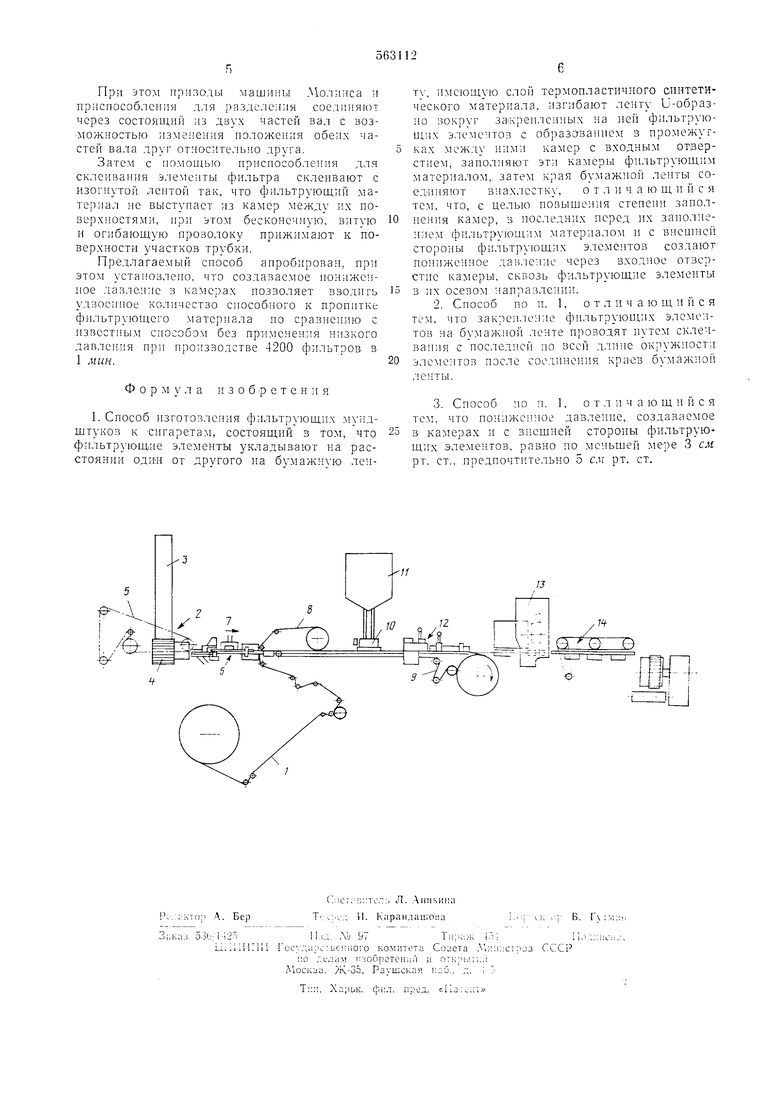
rioe.Te.unie из 6apa6aiia постунают на транспортирующее н листанционируюн1ее ириспссобление, е помощью которого элсме ггы фильтра влоль своей оси лвнжутся в пан|).ии стрелк на определенном равиомериом раестояиии один от другого.
Бумажную лс1ггу изгибают U-образно вокруг фильтруюпгих элементов, направляя последние через наиравляюпдие. При помощи синхронно зраниющейся е бумажной лентой прижимной полосы элементы фильтра полдерживаются в евоем относительном положении один к друго.му.
Для скрепления элементов фильтра н прсдотврап1ения сдвига и изменения раестояния меж,.чу НПЛП1 бумажн -ю ленту .ття мундштука со стороны, нрнлсгающей к элементам фнльтра, покрывают размягчающимея при нагревании слоем клеяи1его вен1естза, нанрим е р тер .м о н л а с т и ч но и н л а с т м а е с о и.
При этом изогнутая лента для мундщтука прилегает к оноргюй летали, а нагревательный элеме1гг нри.жимается к ней снизу через щлицсвое отверст-ие в последней и к элементам фИльтра.
Температуру нагревательного элеме1гга ко;1трОлируЕот термостатически.
1ри остановке изогнутой ленты нагревательный элемент приподнимается автоматически для лрелотвращсння ее тгэлжигания.
Изогнутую ленту с закренле-нными элемента мл фнльтра направляют на бесконечную транснортирующую леиту, а затем в лействующую в качестве формовочной детали иапраиляюндую ши-ну, где она U-образно укладывается вокруг элементов фнльтра, н да;гее к устройству для ввеления сиособного к нропитке фильтруюн1его материала, например лревесного угля, в об)азованные межлу отдельнЫМ элементами фильтра камер ; е входным отверстием.
Для стенент запо; е1 ия камер способ Ь м к пропиткс фильтру О.,им материалом в них и е илг ещней сторонь фильтру Ю1ДИХ элементов созда от да;5дение. Для этого иакопительг Й резервуар напраВленной вниз С:пуск ой стороной через нрилега он1;ую к элементам фильтра 4 замыка ощу о х НО меньшей мере ia 180° нанрантя ощую леталь соеди:тя от с расположен ым перед запол Я1опи м отве. устройства для за. всасыва опи м нрнепособ.теiiHCM. При этом щирина направля О цей соотлетствуст Д 1аметру элеме тов фнльтра, а боковые новер ::-сти ее 1акла1Л 5 ва отея араллельно одна другой и нанравленню движения траненорта и служат для плотной уста о,вки нат равленнь х дрли против друга позерхлостей выступов U-образно оформленной
НЗОГЯуТОЙ .
Расстоя е между аходящимся в аправляющей новерхноети веаеыва 0 днм занол я ощнм отверст(ями больше, чем О разованных между элементамн фильтра , вследствие чего во время иродвижения ноеледних они практически 10лность О гермет; зиру отся между отверстиями до элементов фильтра так, что возлух из камер от:ас ва от через нослед1 ие з их осевом направлении. При этом в) офор.мленной U-образно ленты прижимаются к боКОВ1ЛМ иоверхностям направляющей.
всае)1ва ощего отве)стия в 1а равлен1 н бо.тьщс, чем ллина релназначе;|1ных для заверт):вания элементов фильтра, в результате еасыва1ощее лействие может расиростраият ;ся иа торновые поверхности элементов фильтра, огра 1ич1 вающие камеру. Это важ1ло 1ри ис ользова 1и;1 элементов фил,тра, еО| роти 5ление потоку котор х незначите, нх осевом нанравленни.
1осле отсоса из каме) их зат олня от путем вса: ; вания тo, снссобн п к ропитке фг льтру ощим материалом.
Кроме того, для лучшего заполнения камер :применя от вибратор, расположенный в устройстве для запол 1е ия, которое подвещено на пластинчатых пружинах. При этом созла от колебання устройства для заполне ия в верти,-;альиой плоскости с частотой 100 гц.
Горизонтальное Бырав ива 1ие налравля оо 1 х относительно нрохолящ х нод ней элементов фильтра и амплитуды ко-лебаний вибратора пр.и заполненНи камер
ОСу,еСТВЛЯ ОТ с ПОМОЩЬ О , уСТа ОВленных ia на равля О дих. Так как щирина направля О ней нример.но еоответствует лиаметру элементов фнльтра, то выходной ,
в з полняют щнроким, ЧТО для беспренятствен 10Й нодач и фильтру1О дего матери а .т а.
Па конце шлица имеется полукру лая съемная , ограничива ощая ) проходяЩИх элеме тов (|)ильтра и фильтру О ций материал.
Затем 1 зогнуту О формируют в замкнуту о трубку, отсась вая при этом НахоДЯН1НЙСЯ между краями ленты фильтру ощий мате;)нал.
Далее с 1 а реБательного элеме та приспособления лля скрепления края 1 30 Ч1утой , нерекрыва ощие друг друга
внахлестку, соелиняют по периметру элементов фильтра. Для этого в нагревательном элементе имеется полукруглый в поперечном еечен1ни напра:ВЛЯ 0 дий каиал, )адиус закругле ия которого соответствует внешнему радиусу трубки.
После этого трубку подают к приеиособле о л.тя разделення эле.ментов фильтров и разле, е его номощь о на заготовки, длина кажлой из которых равна шестикратной длине фильтра для олной сигареты.
При этом приводы машины Молииса и приспособления для разделения соединяют через состоящий из двух частей вал с воз можиостью изме 1еиия положения обеих частей вала друг от 1ос:1телы о друга.
Затем с помои1.ыо приспособления для склеивания элемент) фильтра склеивают с изогнутой лентой так, что фильтрующий мате1М1ал не выступает из камер между их поверхностями, при этом бесконечную, витую и огибающую проволоку прижимают к поверхности участков трубки.
Предлагаемый способ апробирован, при этом установлено, что создаваемое пониженное давление в камерах позволяет вводить удвоенное количество снособлюго к пропитке фильтрующего материала по сравнению с 1звестным еиособом без применения низкого давле1П я при производстве 4200 фильтров в 1 мин.
Формула изобретен и я
1. Способ изготовления фильтрующих мундщтуков к еигаретам, состоящий в том, что фильтру1оЩ|Ие элементы укладывают на расстоянии ОДИ1Н от другого на бумажную ленту, имеющую елой термопластичного синтетического материала, изгибают ,теиту Li-образно вокруг за1Креплеиных иа ней фильтруюП1ИХ элементов с об 1азованием в промежугках между ними камер с входным отверстием, заполняют эт:- камеры фильтрующи материалом, затем края бумажной ленты соединяют внахлестку, о т л и ч а ю щ и и с я тем, что, с целью повыщения степени заполнения камер, в последних перед их запол:1е;1нем фильтруюиглм материалом и с внеишей стороны фильтрующих элементов создают пониже-пше давление через входное отверстие камеры, сквозь фильтрующие элементы
в их осевом направлении.
2.Способ по п. 1, о т ,1 и ч а ю щ и и с я тем, что закреи:1ение фильтруюо;их элементов на бумажной ленте проводят путем склеивания с последней но всей длине окружности
элементов поеле соединения краев бумажной ленты.
3.Способ но п. 1, отличающийся тем, что пониженное давление, еоздаваемое
в камерах и с впещией стороны фильтрующих элементов, равно по меньшей мере 3 см рт. ст., предпочтительно 5 c.ir рт. ст.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления фильтрующих мундштуков к сигаретам | 1971 |
|
SU521829A3 |
| Зеркальный оптический мультипликатор | 1952 |
|
SU96765A1 |
| Трансформируемое покрытие зданий и сооружений | 1984 |
|
SU1234550A1 |
| Устройство для изготовления фильтрующих мундштуков к сигаретам | 1975 |
|
SU572176A3 |
| Способ управления тиристорным преобразователем | 1977 |
|
SU660187A1 |
| Устройство для измерения скорости вращения | 1972 |
|
SU444936A1 |
| Рулевой механизм с рейкой,шестерней и с усилителем | 1984 |
|
SU1322974A3 |
| Магнитный элемент для записи информации | 1973 |
|
SU495707A1 |
| Роторно-конвейерная машина | 1988 |
|
SU1523396A1 |
| Весовой дозатор непрерывного действия | 1987 |
|
SU1515066A1 |
