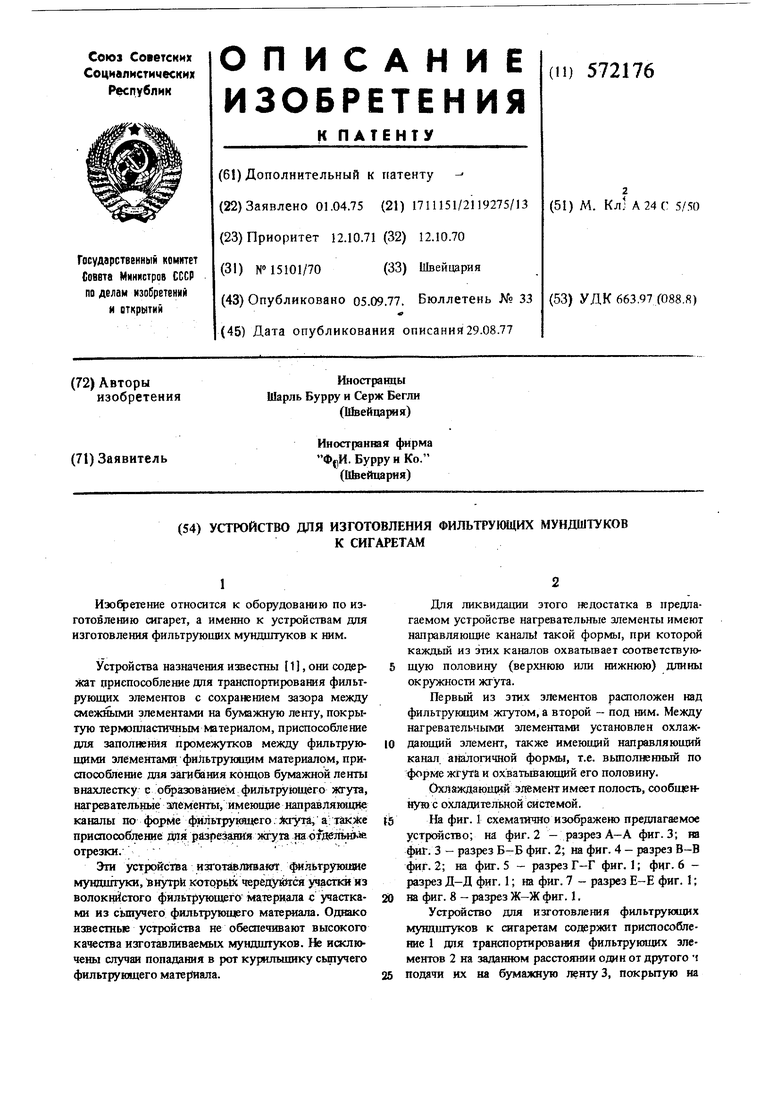
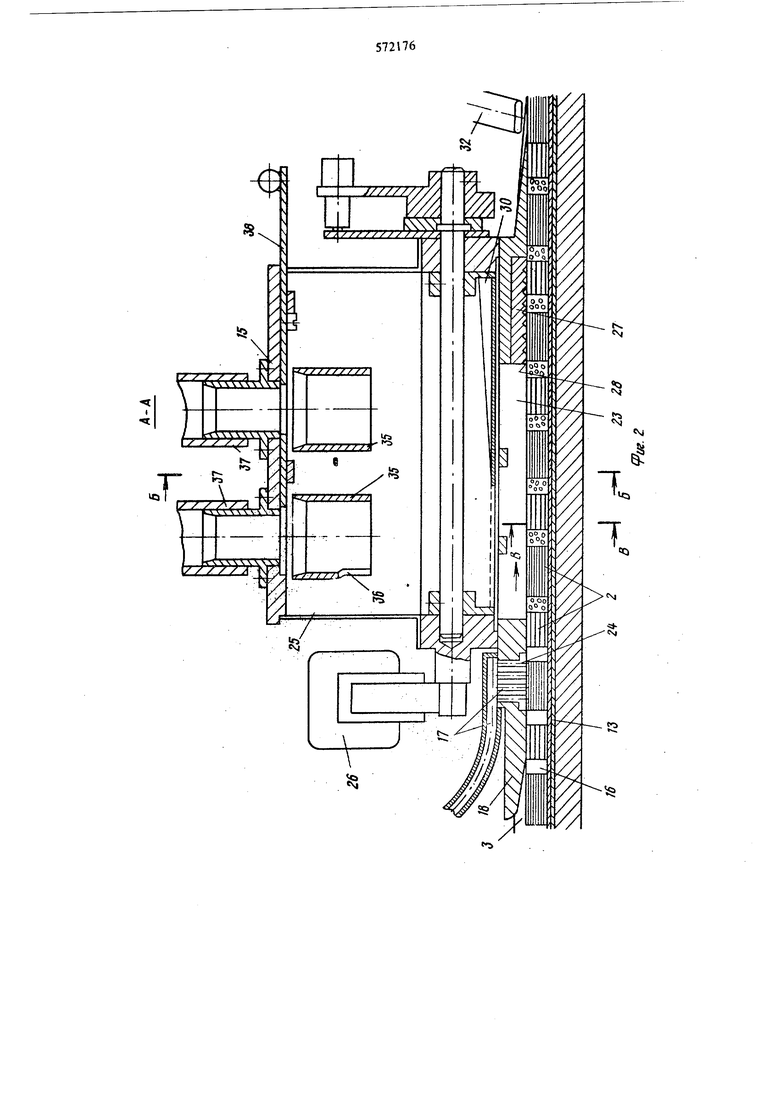
стороне, обращенной к фильтрующим элементам, слоем термопластичного синтетического материала, и машину 4 для непрерьшной подачи фильтрующих элементов на приспособление 1 для их транспорти.х вания, которая состоит из двух накопительных емкостей 5 и двух вращающихся барабанов 6 для приема фильтрующих элементов из емкостей 5 и цепного приводного механизма 7.
На поверхности барабанов имеются каназки, параллельные их оси вращешш, и радиальные углубления, в которых установлекь вращакищшся ножи для резки фильтрующих элементов на элементы заданной длины. В устройстве для удерха.ния фильтрукнцих элементов на ленте 3 имеются неподвижные боковые направляющие 8, 9, и прижимная лента 10, синхронно движущаяся с лентой 3. По ходу лсяты установлен нагревательный элемент И для размягчения термопластического слоя, наьюсенкого на ленту 3 с одной ее стороны, обращенной к фильтрующим элементам. Последние выполнены из волокнистого материала.
Пагревательньж элемент 11 размещен в прорези опорной детали 12 таким образом, что когда лента 3 не перемещается, он от нее отводится.
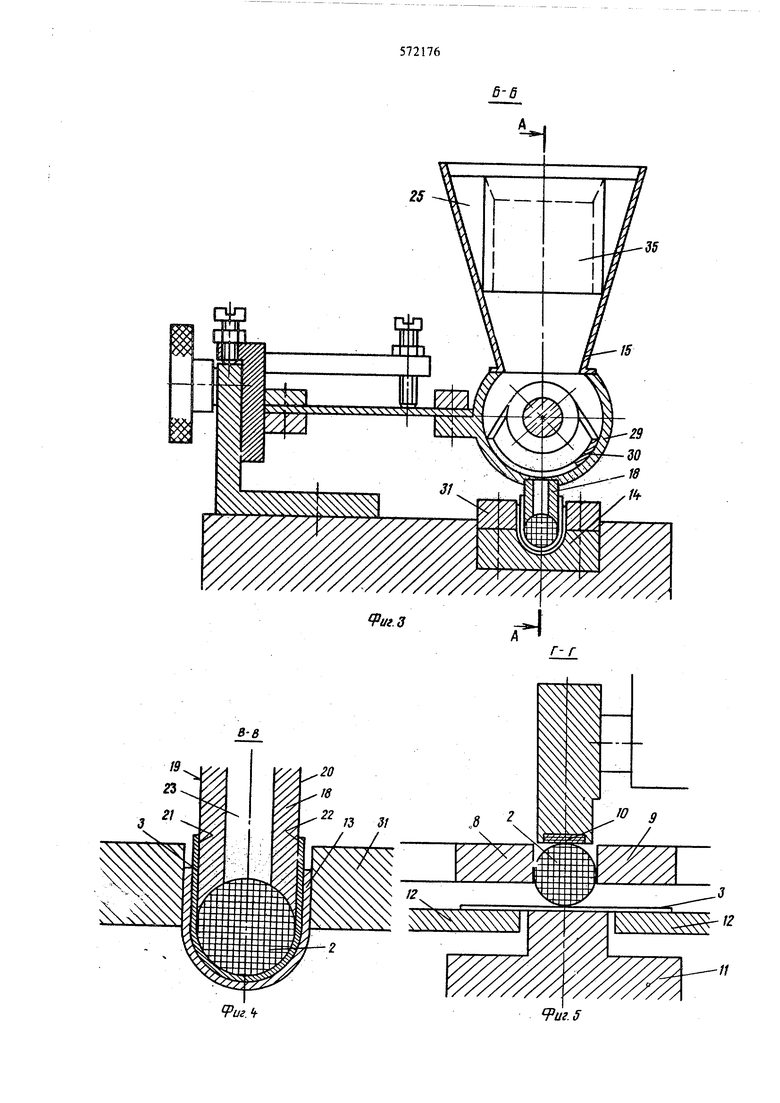
В устройстве имеются ленточный транспор тер 13 и приспособление для загибания концов бумажной ленты, выполданное в виде U-образной направляющей 14, а также прмшособление 15 для заполнения камер 16 (промежутков между фильтрующими элементами 2) сьшучим фильт рующим материалом, например активирова шым углем.
Приспособление 15 снабжено в нижней части всасьшающим приспособлением 17, размещенным в ползуне 18, который охватьшает, по меньщей мере, половину окружности фильтрующих элементов 2. Боковые поверхности 19 и 20 ползуна 18 параллельны между собой и служат для обжима поверхностей 21, 22 ленты 3 вокруг фидьтруйщихэдементов 2 и обеспечешя при ЭТОЛ4 rejDMeTKHHOC-rk 1 амер 16.
В ползуне ийеется. 23,. причём всась1ва1№ щее приспособление 17 j cnojio eHO в -полаунё перед этой щелью, на расстоянии больщем, чём расстояние между камерами 16. Это гарантирует создание в последних вакуума в результате отсасьтания из них воздуха по каналам 24 приспособления 17. Щель 23 сообщается с емкостью 25, заполненной сьшучим фильтруюи51м материалом.
Пртспособление 15 снабжено вибратором 26, обеспечивающим дапрерьшное высьшание сьшучего фильтрующего материала из емкости 25. Для возврата изяиишего количества сыпучего фильтрующего материала, попавшего в камеры 16, за щелью 23 в ползуне 18 имеется сменная деталь 27 с кромкой 28 желобчатой формы.
Емкость 25 имеет нижнюю часть 29 цилиндрической формы, в которой установлен запорньш лопастеофазный поворотный элемент 30, служащий для закрьшания щели 23 при необходимости (например, на время перерьша в работе установки).
В кош1евой зоне ползуна верхняя деталь 31 направляющей 14 вьшолнена таким образом, что лента 3 образует замкнутый цилиндр. В этом месте установлено присггособлские 32 для отсасьшания
остатков сьтучего фильтрующего материала в случае его попадания между кромками ленты 3 при соединении его сторон и образовании цилиндра.
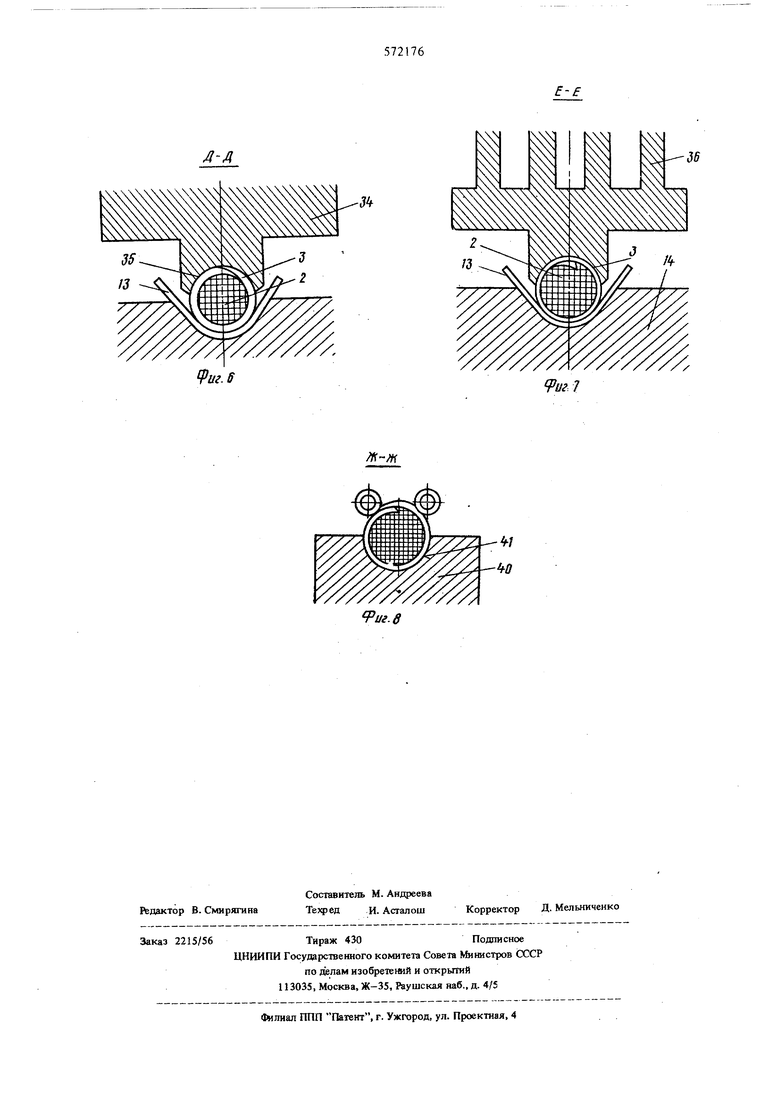
Для скрепления загнуть1Х сторон листа 3 в устройстае имеется приспособление 33 с нагревательным элементом 34 с пол т руглым направляю-, щим каналом 35, радиус кривизны которого соответствует наружному радиусу формируемого жгута.
Это приспособление установлено над формируемым жгутом и охватъшает верхнюю половину дгтины его окружности.
За приспособлением 33 установлен охлаждающий элемент 36 с направляющим каналом 37, форма и размеры которюго аналогичны форме и размерам канала 35. За приспособлением 33 установлено приспособление 38 для разделения жгута на отдельные отрезки, каждый из которых имеет длину, в шесть раз больщую длины одного фильтра сигареты, а за ним - приспособление 39 с нагревательным элементом 40, имеющим направляющий канал 41, охватьшающий нигжнюю половику длины окружности фильтрующего жгута.
Устройство работает следующим образом.
Из накопительной емкости 5 фильтрующие элементы из волокнистого материала попадают в катвки барабанов 6, где вращающиеся ножи разрезают их на 2. Последние поступают на приспособление 1, которое выравнивает элементы вдоль продольной оси, устанавливает -на одинаков ом расстоянии один от другого и непрерывно подает их на непрерьшно поступающую ленту 3. С боков элементы 2 удерживаются направляющими 8, 9, а сверху - прижимной лентой 10, синхронно перемещающейся с лентой 3. Проходя над
нагревательным элементом 11, лента нагревается, при этом нанесенный на нее термопластичный слой расплавляется, и фильтрующие элементы оказываются зафиксированными на ее поверхности.
Под действием -образной направляющей 14 у
ленты 3 загибаются края, после чего она подходит к приспособлению 15 для заполнения камер 16 (промежутков между элементами 2) сьшучим фильтрующим материалом. Предварительно из камер 16 по каналам 24 отсасьшается воздух, а затем через
щель 23 из емкости 25 загружается сыпучий фильтрующий материал.
Излишки сьшучего фильтрующего материала снимаются кромкой 28 с детали 27, которая подаёт их в последующие камеры 16. В концевой зоне ползуна края ленты 3 загибаются внахлестку, одновременно приспособление 32 отсасьюает остатки сьшучего фильтрующего материала, попавшего между краями.
При контакте образующегося фильтрующего жгута с нагревательным элементом 34 происходит
приклеивание верхней части (до половины длины окружности) листа к фильтрующим элементам 2, а при последующем контакте этого участка жгута с охлаждакяцим элементом 36 размягченный тертлопластичный слой ленты становится твердым. В результате образуется цилиндрический фильтрующий жгут с уточненным наружным диаметром. Такой жгут поступает в приспособление 38 для разделения жгута на отдельнью отрежи, которые после этого поступают к нагревательному элементу 40, взаимодействующему с нижней стороной жгута. В результате элементы 2 по всей поверхности прикреплены к лете 3, а сыпучий фильтрукяций материал не может вы ьтаться из камер 16 и (жазаться наружной псйерхнЬстью ф льтрующйх 2 и обкладкой (лентой 3).
При. разрезе заготстки на отдельные 4 льтры образуется чистая поверхность р езания.
Формула изобретения
Устрсжство для изготовления фильтрующих мундипуков к сигаретам, содержащее приспособление для транспортирования фильтрукхщк элементов на расстоянии один от другого на бумажную ленту, пок{%1тую термопластичным материалом,
приспособление для заполнения промежутков между фильтрующими элементами сыпучим фильтрующим материалом, приспособление для загибания коицов бумажной ленты внахлестку с образованием фильтрующего жгута, нагревательные элементы, имеющие направляющие каналы, вьшолненные по форме фильтрующего жгута, и приспособление для разделения последнего на отдельные отрезки, отличающееся тем, что, с целью повыиюния
0 качества изготавливаемых фильтрующих мундштуков, первый по ходу технологического процесса нагревательный элемент расположен над фильтрующим жгутом так, что охватывает одну (верхнюю) половину длинь окружносга жгута, а второй нагревательный элемент распЬложен под фильтрующим жгутом ;так, что охватьшает другую (нижнюю) половину:длины окружности жгута, при этом между нагревательными элементами установлен охлаждакхций эдамент, также имеющий направляющий
0 канал для фильтрующего жгута, вьтолненный по форме последнего и охватьюающий половину длины окружности, рашоложенной в его верхней части, и полость, сообщенную с охладительной системой . Источники информации, принятые во внимание
5 при экспертизе:
1. Патент США N 3524454, кл. 131-265,
(шубл: 18.Q8.70.
i/г.З
//гЛ
11
.5
Ш.В
9иг 7