Авторами настоящего изобретения был разработан практически сам по | себе известный метод электродуговой | сварки спаренными электродами. Этот метод заключается в том, что два го- ; лых электрода свариваются иа точеч- i ном аппарате в нескольких (четырех, пяти) местах по длине и такой спа- j ренный электрод подвергается обмаз- i Кб нужным составом. При дуговой j сварке спаренным электродом процесс плавления, как выяснено авторами, : происходит при «блуждающей вольтовой дуге: за счет разности сопротивлений между электродами и свариваемым объектом вольтова дуга постоянно переходит с одного электрода на другой и плавление электродов происходит поочередно (т. е. каждый из электродов попеременно является , то проводником сварочного тока, то присадкой).
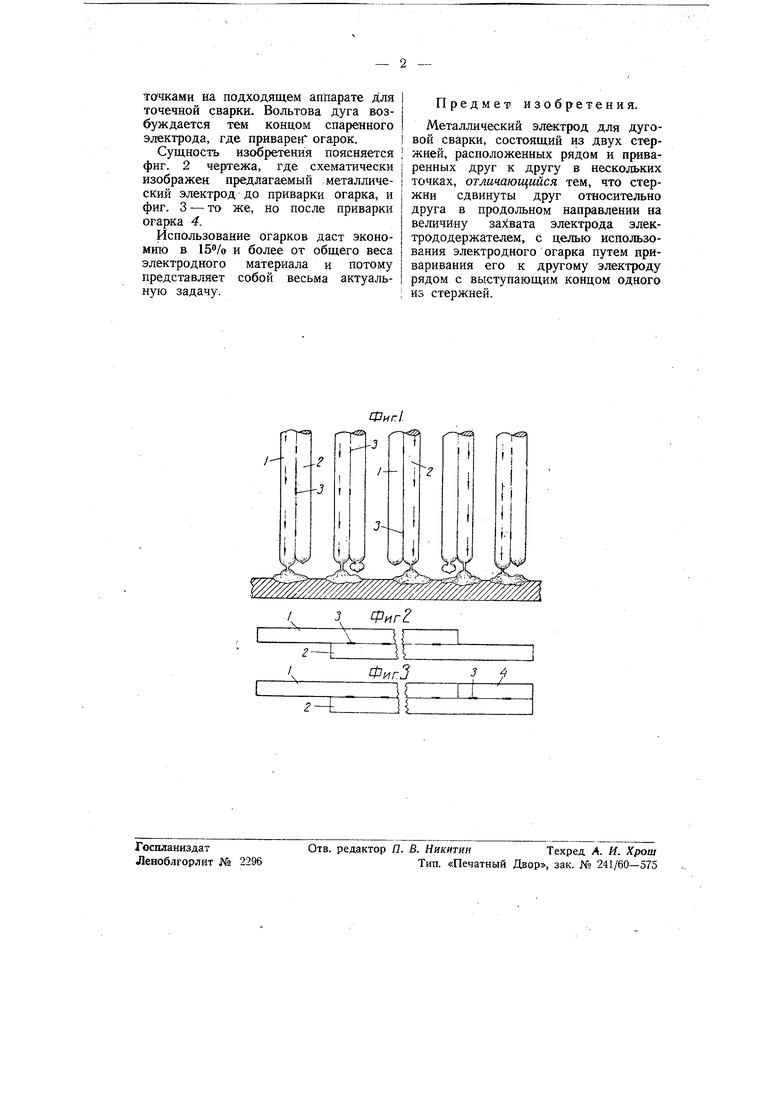
Описанный процесс сварки поясня- ; ется фиг. 1 чертежа, где схематиче- I ски показаны пять последовательных j моментов оплавления электродов при | сварке по разработанному авторами j способу. Здесь ./ и 2 - спаренные j электроды, 5 - точки соединения |
электродов J и 2 (точечная сварка). Стрелками обозначены пути протекания сварочного тока.
Как и при сварке одинарным металлическим электродом, сварка спаренным электродом сопровождается потерей ценного электродного материала на так называемые «огарки. При сварке одинарным электродом эти огарки иногда используются путем приваривания их к концам целых электродов методом контактной сварки.
Изобретение по настоящему авторскому свидетельству позволяет при:менить этот способ использования огарков наиболее рациональным образом и к спаренным электродам. Для достижения этой цели, согласно изобретению, стержни, из которых составлен спаренный электрод, при; изготовленй и выполняются сдвинутыми друг относительно друга в продольном направлении на величину захвата электрода электрододержатешем; при таком выполнении спаренного электрода огарок получается одинарным и приваривается к другому спаренному электроду рядом с выступающим одинарным концом одной или двумя
точками на подходящем аппарате для точечной сварки. Вольтова дуга возбуждается тем концом спаренного электрода, где приварен огарок.
Сущность изобретения поясняется фиг. 2 чертежа, где схематически изображен предлагаемый металлический электрод до приварки огарка, и фиг. 3 - то же, но после приварки огарка 4.
Использование огарков даст экономию в и более от общего веса электродного материала и потому представляет собой весьма актуальную задачу.
Предмет изобретения.
Металлический электрод для дуговой сварки, состоящий из двух стержней, расположенных рядом и приваренных друг к другу в нескольких точках, отличающийся тем, что стержни сдвинуты друг относительно друга в продольном направлении на величину захвата электрода электрододержателем, с целью использования электродного огарка путем приваривания его к другому электроду рядом с выступающим концом одного из стержней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой электросварки | 1946 |
|
SU70219A1 |
| Контакт для подвода тока к лежачему электроду при сварке длинных швов | 1947 |
|
SU73084A2 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ВАКУУМНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2002 |
|
RU2215381C1 |
| СПОСОБ ДУГОВОЙ ТОЧЕЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1988 |
|
RU2102205C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| Способ автоматической сварки | 1950 |
|
SU95984A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ ПРИВАРКИ ДОПОЛНИТЕЛЬНЫХ ДЕТАЛЕЙ ЭЛЕКТРОЗАКЛЕПКАМИ | 2010 |
|
RU2424881C1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
