Установка для дуговой приварки дополнительных деталей электрозаклепками относится к сварочному производству, а именно к механизированной дуговой сварке плавящимся электродом под флюсом, в защитных газах, порошковой проволокой различных металлов и сплавов, и может найти применение при ремонте изделий путем дуговой точечной приварки к предварительно обработанной изношенной поверхности дополнительной детали толщиной, равной износу, и по форме соответствующей изношенной поверхности изделия. Изобретение может быть применено при изготовлении новых изделий, в которых необходимо обеспечить поверхностному слою особые свойства.
Известны установки для дуговой приварки дополнительных деталей электрозаклепками (см. кн. Д.И.Вайнбойм. Автоматическая дуговая точечная сварка. Машиностроение. М-Л, 1996. 200 с).
Установка (см. кн. Д.И.Вайнбойм, с.175, рис.76) содержит корпус с двумя рукоятками, закрепленным на нем подающим электродную проволоку механизмом, токоподводящим наконечником со стволом и опорным соплом. Неточность постановки электрозаклепок и большая масса при работе вручную - недостатки установки.
Установка (см. кн. Д.И.Вайнбойм, с.179, рис.79) содержит механизм перемещения по направляющим на сварочном стенде и механизмы для перемещения горелки в вертикальном и горизонтальном направлениях. Узкая специализация - недостаток установки.
Наиболее близким по своей технической сущности к заявляемой является установка для дуговой приварки дополнительных деталей электрозаклепками (см. пат. 4347426 США, МПК В23К 9/12, 1982 г.), содержащая несколько сварочных горелок, гибких шлангов, механизмов подачи электродной проволоки. Сварочные горелки перемещаются вдоль свариваемых изделий. Механизмы подачи смонтированы на раме установки и подают проволоку по гибким шлангам к горелкам. Зажимные приспособления автоматически опускаются и фиксируют изделие в процессе сварки. Горелки перемещаются вдоль свариваемых изделий, останавливаются в заданных местах сварки и осуществляют цикл дуговой точечной сварки.
Наличие нескольких сварочных горелок усложняет установку, а применение механизма подачи проволоки толкающего типа ухудшает процесс начального зажигания дуги при точечной сварке - это недостатки прототипа.
Технической задачей настоящего изобретения является устранение отмеченных недостатков в разработанной установке для дуговой приварки дополнительных деталей электрозаклепками.
Решение технической задачи достигается тем, что в установке для дуговой приварки дополнительных деталей электрозаклепками, содержащей неподвижно закрепленную кассету с электродной проволокой, подвижное основание, перемещающееся в вертикальном и горизонтальном направлениях, с закрепленными на нем подающим электродную проволоку механизмом, правильным механизмом, токоподводящим наконечником со стволом, гибким шлангом, и кондуктор, согласно изобретению подвижное основание установлено с возможностью уравновешивания в непосредственной близости от изделия с кондуктором, верхняя часть которого - пластина-изолятор выполнена с отверстиями под токоподводящий наконечник, а нижняя часть - токоподводящей, повторяющей форму дополнительной детали, к кондуктору прикреплена ферромагнитная пластина, удерживающая кондуктор магнитом на изделии, при этом дополнительная деталь помещена в кондуктор и выступает из нижней части для создания электрического контакта с изделием, - эти признаки определяют существенные отличия и новизну заявленного технического решения.
В дальнейшем изобретение поясняется примером его конструктивного выполнения со ссылками на прилагаемый чертеж, на котором схематично показан общий вид установки для дуговой приварки дополнительных деталей электрозаклепками.
Установка содержит неподвижно закрепленную кассету 1 с электродной проволокой, которая через гибкий шланг 2, закрепленный к подвижному основанию 3 электрозаклепочника 4 с двумя рукоятками 5, поступает в подающий электродную проволоку механизм 6, далее через правильный механизм 7 в ствол 8 с токоподводящим наконечником 9.
Электрозаклепочник уравновешен упругой подвеской 10 в непосредственной близости от кондуктора 11 и может вручную перемещаться в вертикальном и горизонтальном направлениях.
При постановке электрозаклепки токоподводящий наконечник вставляется в отверстия пластины-изолятора 12, являющейся верхней частью кондуктора. Нижняя часть кондуктора - токопроводящая, повторяет форму дополнительной детали, в которую эта деталь 13 вставляется. Деталь вместе с кондуктором визуально устанавливается на обработанную изношенную поверхность восстанавливаемого изделия 14. Для закрепления детали и кондуктора 11 на изделии в неподвижном состоянии к кондуктору крепится ферромагнитная пластина 15, которая удерживает кондуктор от перемещений по изделию магнитом 16 во время постановки электрозаклепок. Токоподвод осуществляют к клемме 17 и изделию 14. Установка состоит из четырех узлов; кассеты с электродной проволокой, электрозаклепочника, кондуктора и магнита.
Рассмотрим работу данной установки для дуговой приварки дополнительных деталей электрозаклепками.
Перед началом работы установки электрозаклепочник 4 размещается на упругой подвеске 10 в непосредственной близости от изделия 14. Изделие неподвижно устанавливается в приспособлении. Дополнительная деталь 13 вставляется в кондуктор 11 и визуально устанавливается на ремонтируемое место в изделии.
На изделии 14 устанавливается магнит 16, который удерживает кондуктор 11 в неподвижном состоянии. Верхняя часть кондуктора - пластина-изолятор 12 с отверстиями служит для прохождения и фиксации токоподводящего наконечника 9 в заданном месте на дополнительной детали при постановке электрозаклепок.
Сварщик-оператор с помощью рукояток 5 опускает электрозаклепочник 4, попадая токоподводящим наконечником 9 в отверстие кондуктора, фиксируя вертикальное перемещение при упоре ствола 8 в пластину-изолятор 12.
При включении электрозаклепочника производится программируемый цикл постановки электрозаклепки.
При отключении электрозаклепочник переводится в следующее отверстие кондуктора для постановки следующей электрозаклепки и так далее.
По окончании приварки дополнительной детали к изделию электрозаклепочник 4 убирается, отключается магнит. С изделия снимаются кондуктор 11 и магнит 16. Процесс приварки дополнительной детали к изделию окончен.
При такой конструкции установки обеспечивается:
- точное расположение дополнительной детали на изделии;
- закрепление детали на изделии перед постановкой электрозаклепки;
- фиксация сварочной горелки относительно отверстия в дополнительной детали;
- стабилизация подачи электродной проволоки в центр отверстия в дополнительной детали;
- создание электрического контакта дополнительной детали с изделием.
Разработана конструкция и изготовлена опытно-промышленная установка для механизированной дуговой приварки под флюсом дополнительных деталей электрозаклепками к трущимся поверхностям челюстей корпусов букс грузовых вагонов.
При дуговой наплавке этих поверхностей из-за малой жесткости корпуса буксы в направлении челюстей и больших усадочных сил, действующих вдоль окружности буксы, происходит деформация корпуса: диаметр посадочного отверстия 250 мм под подшипник уменьшается в направлении челюстей и увеличивается в направлении опорной поверхности. Диаметр как по переднему, так и по заднему подшипникам выходит за ремонтный допуск, равный +0,2 мм, а овальность, то есть разница диаметра в направлении опорной поверхности и челюстей, также превышает предельное значение, равное 0,2 мм.
При такой дуговой наплавке необходимо применять известные методы уменьшения остаточных напряжений и деформаций, что уменьшает производительность ремонта.
При ремонте букс на установке для дуговой приварки дополнительных деталей электрозаклепками благодаря малому тепловложению в изделие проблема деформации корпуса буксы отсутствует, а производительность восстановления изношенных поверхностей корпусов букс грузовых вагонов увеличивается в несколько раз.
По сравнению с прототипом конструкция установки упрощена, стабилизирована подача электродной проволоки и зажигание дуги.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ | 1996 |
|
RU2112632C1 |
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
| Устройство для возбуждения дуги при сварке плавящимся электродом (его варианты) | 1982 |
|
SU1084119A1 |
| Способ возбуждения дуги при сварке плавящимся электродом | 1980 |
|
SU941065A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА СО СТАЛЬЮ | 2006 |
|
RU2308360C1 |
| Переносное устройство для дуговой сварки кольцевых швов | 1981 |
|
SU946859A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА СО СТАЛЬЮ | 2006 |
|
RU2308361C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2396154C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
Изобретение относится к установке для дуговой приварки дополнительных деталей электрозаклепками и может найти применение при ремонте изделий и при изготовлении новых изделий, в которых необходимо обеспечить поверхностному слою особые свойства. Установка состоит из кассеты (1) с электродной проволокой, электрозаклепочника (4), кондуктора (11) и магнита (16). Электрозаклепочник (4) уравновешивается в непосредственной близости от изделия (14) с кондуктором (11), верхняя часть которого в виде пластины - изолятора (12) выполнена с отверстиями под токоподводящий наконечник (9) электрозаклепочника, а нижняя часть - токоподводящей, повторяющей форму дополнительной детали (13). Кондуктор (11) удерживает дополнительную деталь (13), которая выступает из нижней его части для создания электрического контакта с изделием (14), а сам удерживается на изделии магнитом (16). Установка в несколько раз увеличивает производительность ремонта по сравнению с наплавкой, снижает тепловложение и деформацию изделия. 1 ил.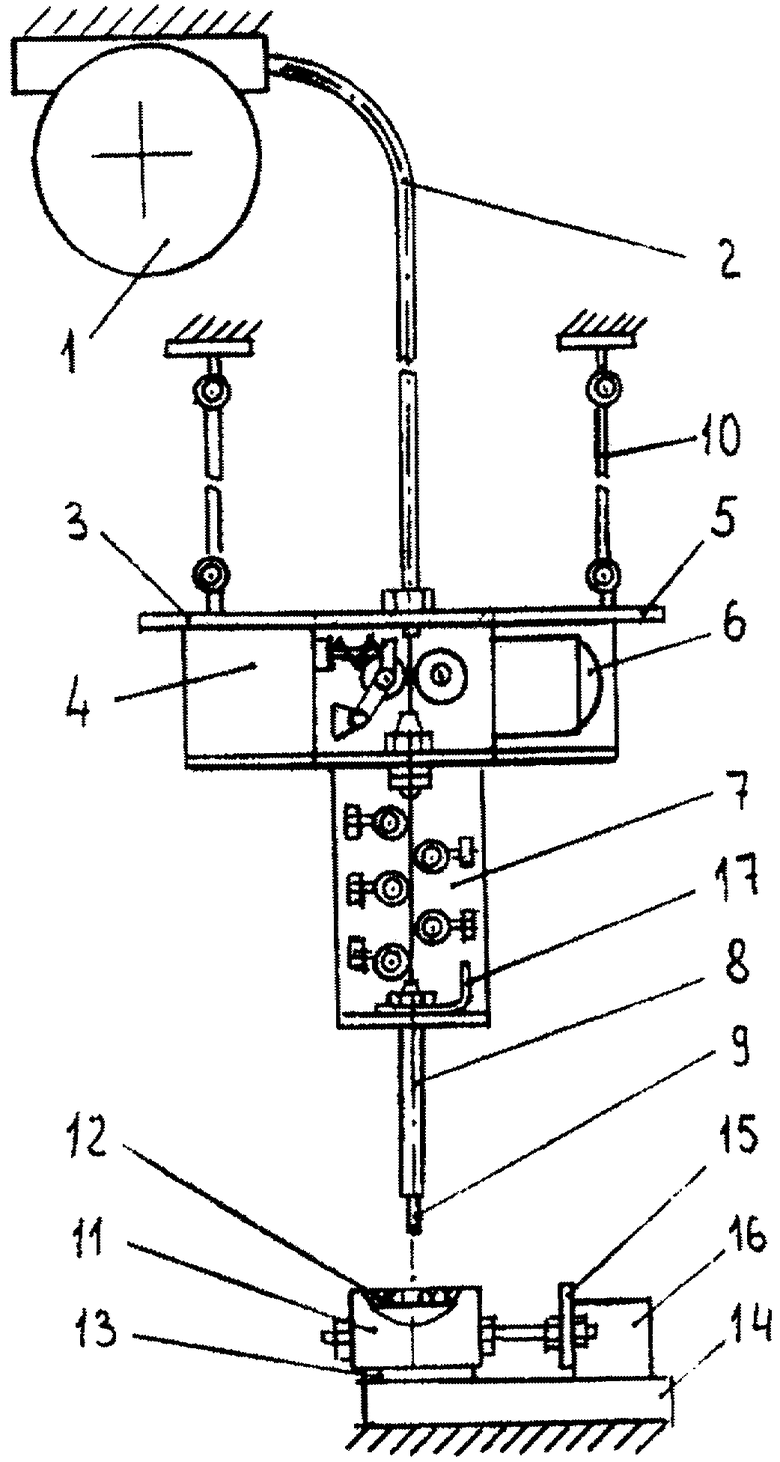
Установка для дуговой приварки дополнительных деталей электрозаклепками, содержащая неподвижно закрепленную кассету с электродной проволокой, подвижное основание, перемещающееся в вертикальном и горизонтальном направлениях с закрепленными на нем подающим электродную проволоку механизмом, правильным механизмом, токоподводящим наконечником со стволом, гибким шлангом, и кондуктор, отличающаяся тем, что подвижное основание установлено с возможностью уравновешивания в непосредственной близости от изделия с кондуктором, верхняя часть которого в виде пластины-изолятора выполнена с отверстиями под токоподводящий наконечник, а нижняя часть - токоподводящей, повторяющей форму дополнительной детали, к кондуктору прикреплена ферромагнитная пластина, удерживающая кондуктор магнитом на изделии, при этом дополнительная деталь помещена в кондуктор и выступает из нижней части для создания электрического контакта с изделием.
| US 4347426 A, 31.08.1982 | |||
| Машина для просекания дыр | 1925 |
|
SU872A1 |
| Способ получения сульфата аммония из газов, содержащих аммиак | 1949 |
|
SU82152A1 |
| Устройство для сварки электрозаклепками | 1973 |
|
SU471972A1 |
| Устройство для выделения признаков при распознавании изображений объектов | 1987 |
|
SU1495828A1 |
| Установка для вырезания деталей из настила волокнистых полотен | 1978 |
|
SU737537A1 |

