Изобретение относится к станкам для автоматической дуговой сварки трубных решеток, выполняющим перемещение сварочного электрода по контуру обвариваемой трубы и перемещение изделия относительно сварочной ГОЛОВКИ. Известные 1;танки такого рода, также содержащие сварочную головку для обваривания контура трубы и подвижной стол с двумя приводными валками для перемещения изделия, не обеспечивают механизации операций перемещения изделия при переходе к очередной сварочной позиции.
Для устранения этого недостатка предлагается снабдить станок двумя храповыми передачами и вращающимися кулачками для -прерывистого перемещения ;стола с изделием при переходе к очередной сварочной позиции. Для упрощения конструкции механизма перемещения подвижной части стола в Прямом и обратном направлениях стол снабжен зубчатыми рейками по числу рядов сварочных позиций на изделии, причем рейки расположены с противоположных сторон от шестерни приводного вала, вращающегося в одном направлении.
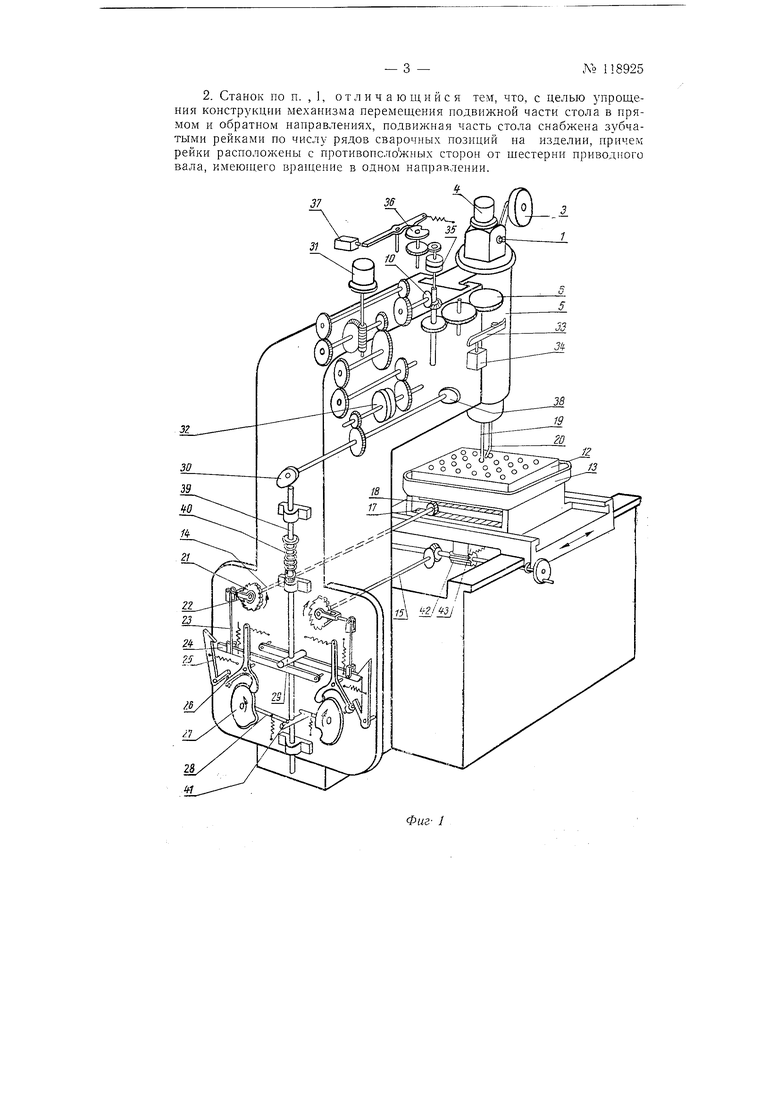
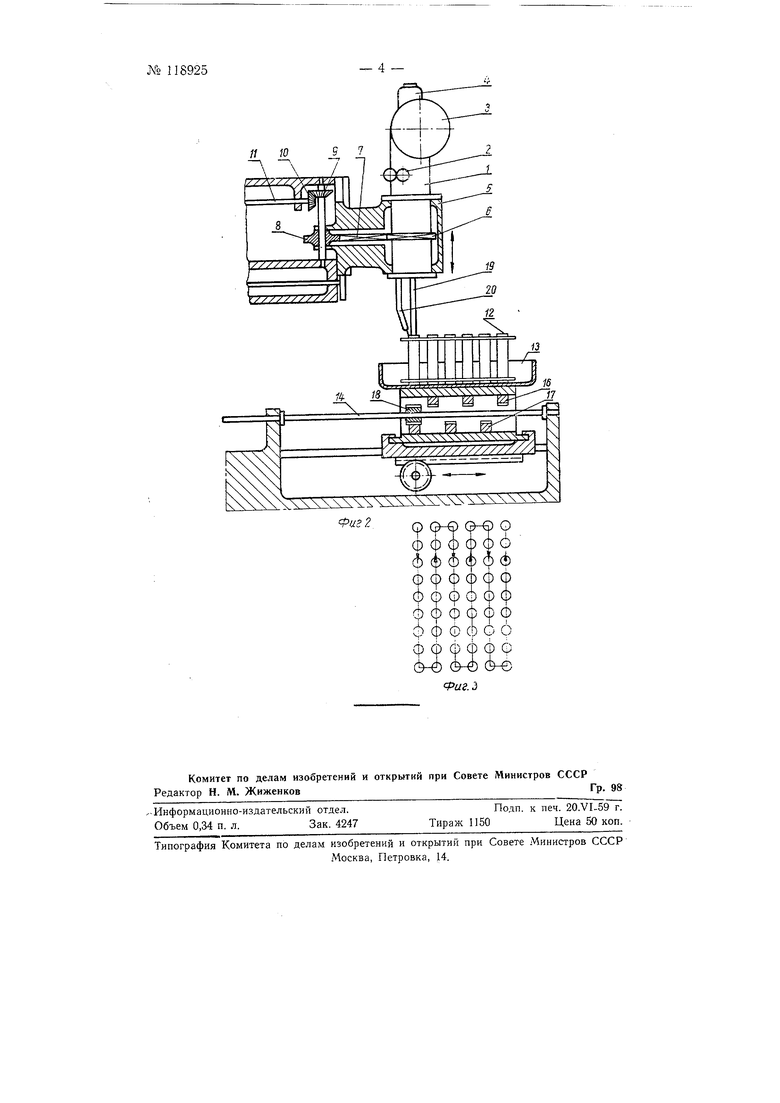
На фиг. 1 показана кинематическая схема предлагаемого станка; на фиг. 2 - ВИД сбоку в разрезе; на фиг. 3 - схема перемещения изделия В процессе сварки.
Сварочная головка 7, содержащая приводные ролики .2, кассету 5 с электродной проволокой и электропривод 4, закреплена на суппорте 5 и с помощью шестерен 6, 7, 8, 9, 10 и валика // поворачивается вокруг своей вертикальной оси. Свариваемое изделие 12 закрепляется на подвижном столе /5, который перемещается в продольном направлении с помощью приводного валика 14, а в поперечном нщ1равлении - с помощью приводного валика 15. Зубчатые рейки 16 и 17 закреплены на ПОДВИЖНОМ столе к при сцеплении с шестерней 18 обеспечивают движение стола В прямом и обратном направлениях при вращении валика 15
№ 118925- 2 -
в одном направлении. Центрирующий штырь 19 сложит для точной установка сварочной головки над обвариваемой трубой. Сварочный мундштук 20 направляет электрод в зону сварки.
Прерывистое приводных валиков 14 и 15, необходимое для перемещения изделия на очередную сварочную позицию, осуществляется с помощью двух храповых передач, состоящих из храпового колеса 21 с храповиком 22, тяги 23, рычага 24, собачки 25, рычага 26, кулачка 27, рычага 28 и упорного штока 29, взаимодействующего с кулачком 30. Вращение кулачка 30 осуществляется при помощи электропривода 31 через систему зубчатых колес и электромагнитную муфту 32, включаемую упором 33 и выключателем 34. Электромагнитная муфта 35 служит для включения вращения кулачка 36, воздействующего на выключатель 37 и выключающего электропривод 4 подачи электрода. Кулачок 38 перемещает сварочную головку по вертикали.
При работе станка пусковой кнопкой включается электропривод 31 и с помощью шестерни 6 сварочная головка начинает вращаться. Кулачок 38 опускает сварочную головку вниз, а центрирующий штырь 19 входит в отверстие трубки. От упора 33 срабатывает выключатель 34, муфта 32 выключается и вращение кулачка 38 прекращается. Включается электропривод 4 и начинается подача электрода и сварка. После зажигания дуги включается муфта 35 и начинается вращение кулачка 36. После сварки всего контура трубы кулачок 36 и выключатель 37 срабатывают и выключают электропривод подачи электрода. После угасания сварочной дуги включается муфта 32, кулачок 58 получает вращение и поднимает сварочную головку. При этом кулачок 30 подает упорный шток 29 вниз, срабатывает храповая передача и поворачивает валик 14, который через шестерни 18 передвигает изделие на следующую сварочную позицию. Далее кулачок 38 опускает сварочную головку и процесс сварки повторяется.
При дальнейшем повороте кулачка 30 шток 39 под действием пружины 40 пойдет вверх и упором 41 повернет рычаги 28 кулачков 27, которые через храповую передачу подготовят храпов:ик к очередному повороту храпового колеса с валиком.
После приварки предпоследней трубки продольного ряда кулачок 27 отклонит рычаг 26 и собачка 25 под действием пружины повернется в исходное положение. При движении штока 39 вниз рычаг 24 повернет храповое колесо 21 и шестерня 18 передвинет стол для приварки последней трубки продольного ряда. В нижнем положении рычага 24 собачка 25 заскочит и не даст рычагу 24 подняться лри штока 39. Одновременно сработает вторая храповая передача и повернет валик 15, благодаря чему повернется шестерня 42 и с помощью рейки 43 передвинет стол в поперечном направлении. Пачнется приварка трубок очередного продольного ряда.
После приварки В:сех трубок изделия станок выключается автоматически с помощью концевого выключателя.
Предмет изобретения
1. Станок для автоматической дуговой сварки трубных решеток, содержащий сварочную головку для перемещепия электрода по контуру обвариваемой трубы и подвижной стол с двумя приводными валами для перемещения изделия относительно сварочной головки, отличающ и и с я тем, что, с целью автоматизации процесса сварки, станок снабжен двумя храповыми передачами и вращающимися кулачками для прерывистого перемещения стола с изделием при переходе к очередной сварочной позиции.
2. Станок по п. , 1, отличающийся тем, что, с целью упрощения конструкции механизма перемещения подвижной части стола в прямом и обратном направлениях, подвижная часть стола снабжена зубчатыми рейками по числу рядов сварочных позиций на изделии, причем рейки расположены с противопсложных сторон от шестерни приводного вала, имеюнт.его враихение в одном направлении.
37
Фиг 2
Ср ©-€ (Э-€) Q Ф О С) С) О 6 б ф ф С) () ф ф С) ф Ф
ф Q ф О ф 6 ф Ф
Ф Ср 9 Ф ф Ср ф ф ф ф
6-0 ©-© 6-0 fue.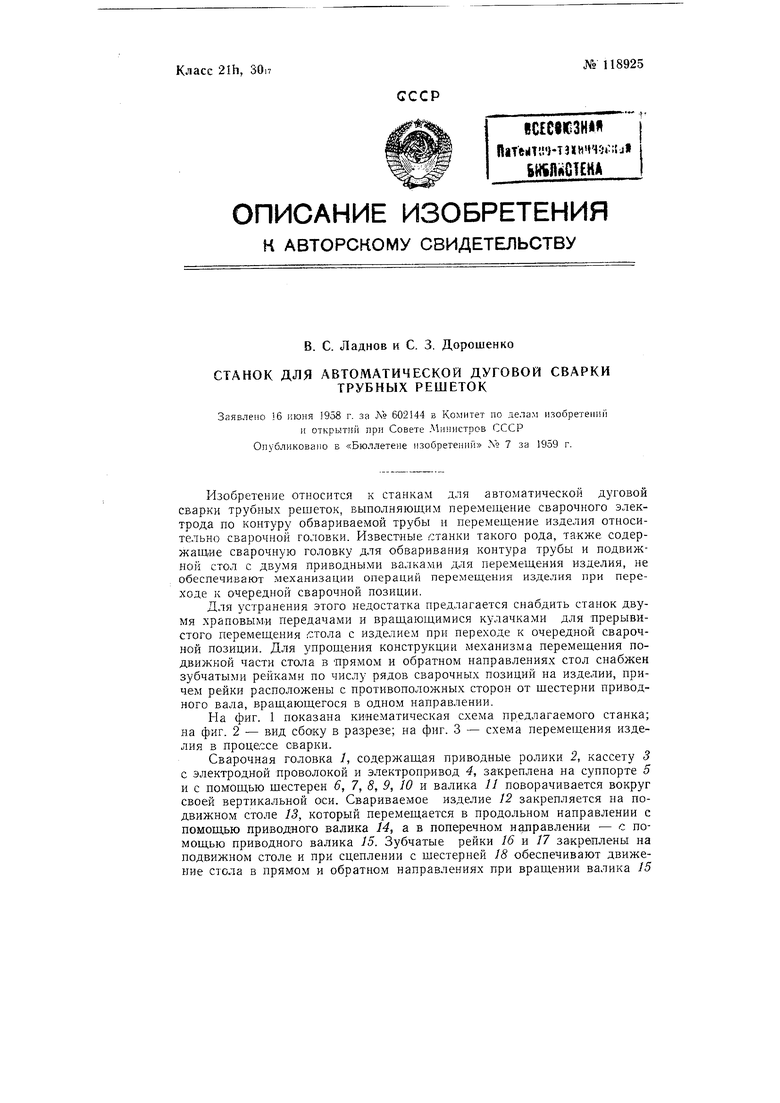

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обварки трубок в трубных решетках | 1959 |
|
SU126568A1 |
| Станок для автоматической дуговой сварки ободов колес | 1960 |
|
SU137209A1 |
| Станок для дуговой сварки замкнутых швов | 1961 |
|
SU148863A1 |
| Станок для обварки трубок в трубных решетках | 1959 |
|
SU132739A1 |
| Устройство для автоматической сварки | 1956 |
|
SU114970A1 |
| Станок для автоматической сварки | 1959 |
|
SU130131A1 |
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ В. С. ЛАДНОВА | 1962 |
|
SU149168A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Станок для изолирования сердечников реле типа РКМ и РС-13 изоляционной лентой | 1960 |
|
SU143922A1 |
| Устройство для автоматической сварки | 1960 |
|
SU138679A1 |