Изобретение относится к технике сварки и может быть использовано при приварке тонких пластин к деталям преимущественно из однородных металлов.
В настоящее время в автомобилестроении все чаще находят применение узлы и детали из сплавов на основе алюминия, что обусловлено необходимостью уменьшения массы автомобиля для улучшения целого ряда его потребительских свойств, например, таких как экономичность, динамичность, экологичность. Для повышения динамичности особое значение имеет снижение вращающихся масс трансмиссии автомобиля, поскольку на преодоление их инерционности при разгоне тратится значительная часть мощности двигателя.
Одной из деталей трансмиссии, изготавливаемых из алюминиевых сплавов, является карданный вал. Применение же алюминиевых сплавов в конструкции карданного вала накладывает ряд ограничений на технологию его изготовления в условиях массового производства, например, при приварке балансировочных грузов к карданному валу из алюминиевого сплава. Традиционный способ приварки с помощью контактной сварки не подходит, так как при сжатии происходит деформация трубы. Сварка дуговыми способами также имеет ряд ограничений из-за необходимости осуществления сварки на весу, при этом не допускается «провисание» ванны, так как это вносит дополнительный дисбаланс. Следует учитывать и то, что для обеспечения жесткости и прочности карданного вала трубы изготавливают из сплавов алюминия повышенной прочности. Термические циклы нагрева-охлаждения при сварке таких сплавов вносят остаточные напряжения, снижающие допускаемые эксплуатационные нагрузки. Масса присадочного металла добавляется к массе балансировочного груза, и в расчете должны учитываться их общая масса и пространственное расположение. Таким образом, приварка балансировочных грузов к карданному валу из алюминиевого сплава должна обеспечивать минимальное давление дуги, минимальный нагрев вала, постоянство массы приваренного груза с учетом наплавленного металла и необходимую прочность соединения.
Известно соединение, полученное в результате электродуговой сварки, содержащее кольцеобразное тело, получаемое на границе контакта вставки, детали с отверстием и несущей части, при этом нижнюю часть получают в результате образования расплавленной массы на несущей части, вжимания в нее вставки, переливом массы на внешнюю кромку головки и выступ вставки, причем расплавленная масса непосредственно соединяет конструктивный элемент, несущую часть и тело [Заявка ФРГ №4125748, кл. В23К 9/20, 1993 г.].
Для получения такого соединения требуется специальная деталь (вставка) довольно сложной формы и оно применяется преимущественно в случаях, когда хвостовик этой детали, выступающий над соединением, используют в качестве элемента, на котором закрепляют другие детали.
Известно электрозаклепочное соединение, образуемое точечным проплавлением более тонкого из соединяемых материалов [Орлов П.И. Основы конструирования: Справочно-методическое пособие. В 2-х кн. Кп.2. Под. ред. П.Н.Учаева. - М.: Машиностроение, 1988. - С.13-14]. Этот вид соединения применяют при толщине одного из свариваемых материалов менее 6-8 мм взамен сварки прорезными швами, при этом эта операция является простой и производительной, но не дает высокого качества.
Известно электрозаклепочное соединение, взятое за прототип, образуемое заплавлением предварительно проделанных в одном из соединяемых листов круглых или продолговатых отверстий [Орлов П.И. Основы конструирования: Справочно-методическое пособие. В 2-х кн. Кн.2. Под. ред. П.Н.Учаева. - М.: Машиностроение, 1988. - С.13-14]. Это разновидность нахлесточного соединения, так называемые прорезные (пробочные) швы.
Считается, что из-за высокой трудоемкости изготовления, низкой прочности и негерметичности шва это соединение является ненадежным и рекомендуется применять его только в крайних случаях.
Известен способ получения соединения, при котором в металлическом конструктивном элементе, прилегающем к несущей части, используемой в качестве одного из электродов, формируют отверстие, в которое вставляют болтообразную деталь в качестве другого электрода, после чего посредством электродуговой сварки получают жесткое соединение несущей части, конструктивного элемента с отверстием и болтообразной детали [Заявка ФРГ №4125748, кп. В23К 9/20, 1993 г.]. В результате приварки этой болтообразной детали ее можно использовать в качестве несущего элемента для других деталей.
Этот способ имеет ограниченное применение.
Известен способ дуговой сварки электрозаклепками, при котором свариваемые элементы сжимают за пределами формируемой электрозаклепки, возбуждают сварочную дугу, формируют электрозаклепку и отключают дугу по достижении напряжения на дуге, равного напряжению начала процесса сварки [Авторское свидетельство СССР №1440641, кл. В23К 9/16, 1988 г.]. Это повышает качество сварных соединений за счет стабилизации тепловложений.
Осуществление способа требует дополнительного поджатия свариваемых элементов за пределами формируемой электрозаклепки.
Известен способ получения электрозаклепочного соединения, предусматривающий проплавление дугой верхнего листа свариваемого изделия и приваривание его к нижнему листу, лежащему на подкладке [Сергеев Н.П. Справочник молодого электросварщика. - М.: Высш. школа, 1980. - С.122-124]. Этот способ предполагает сварку под флюсом.
Такой способ не всегда позволяет получать удовлетворительное качество соединения из-за невозможности обеспечения оптимальных условий сварки и осуществляется обычно при повышенном расходе энергии.
Известен способ получения электрозаклепочного соединения, взятый за прототип, предусматривающий неподвижное неразъемное соединение деталей путем заплавления наплавочным материалом предварительно проделанного в одной из соединяемых деталей круглого отверстия [Орлов П.И. Основы конструирования:
Справочно-методическое пособие. В 2-х кн. Кн. 2. Под ред. П.Н.Усачева. - М.: Машиностроение, 1988. - С.13-14].
Этот способ имеет ограниченное применение из-за высокой трудоемкости получения соединения и низкой прочности шва.
Задача, на решение которой направлено заявляемое изобретение, заключается в разработке технических решений, которые в условиях массового производства позволили бы при удовлетворительной прочности электрозаклепочного соединения расширить технологические возможности его получения.
Эта задача решается тем, что в электрозаклепочном соединении деталей, содержащем стержень электрозаклепки, полученный при заполнении присадочным металлом в расплавленном состоянии предварительно сформированного отверстия в одной из соединяемых деталей, стержень электрозаклепки имеет головку в виде наплыва присадочного металла, сплавленного с поверхностью металла над отверстием в детали, и донную часть, выпуклую в сторону детали без отверстия и образованную ее сплавлением с присадочным металлом, при этом стержень электрозаклепки имеет боковой неразъемный контакт с поверхностью стенки отверстия, полученный при взаимодействии расплава присадочного металла с твердой фазой металла детали, а диаметр отверстия в детали равен (3-4) ее толщины, мм.
Выполнение стержня электрозаклепки с головкой в виде наплыва присадочного металла, сплавленного с поверхностью металла над отверстием в детали, уподобляет его замыкающей головке обычной заклепки, что увеличивает допустимые осевые нагрузки на электрозаклепку за счет обеспечения дополнительной поверхности контакта материала соединения с деталью.
Выполнение стержня электрозаклепки с донной частью, выпуклой в сторону детали без отверстия и образованной ее сплавлением с присадочным металлом, позволяет повысить прочность соединения.
Выполнение стержня электрозаклепки с боковым неразъемным контактом с поверхностью стенки отверстия, полученным при взаимодействии расплава присадочного металла с твердой фазой металла детали, позволяет увеличить допустимые радиальные нагрузки на электрозаклепку и исключить перемещение соединяемых деталей.
Выбор диаметра отверстия в детали равным (3-4) ее толщины, мм, обусловлен необходимостью соблюдения теплового баланса приварки детали с отверстием при обеспечении заданной скорости плавления металла присадки, причем при диаметре, меньшем 3 толщин, существует вероятность несплавления с деталью без отверстия, а при диаметре, большем 4 толщин, - вероятность незаполнения отверстия.
Следует отметить, что роль диаметра отверстия по его высоте имеет различный характер:
на уровне контакта поверхностей соединяемых деталей диаметр отверстия при заданной толщине должен быть не менее диаметра, обеспечивающего время горения дуги непосредственно на деталь без отверстия, достаточное для гарантированного сплавления с одной стороны и отсутствия прожога или провисания сварочной ванны с другой;
в самом отверстии его диаметр должен быть не более диаметра, обеспечивающего заполнение этого отверстия металлом присадки при заданной скорости плавления (заполнения);
на уровне внешней поверхности детали с отверстием диаметр отверстия должен быть не более диаметра закладочной головки для обеспечения сплавления металла головки с металлом пластины.
Таким образом, в принципе, диаметр отверстия мог бы по высоте детали быть разным. Но из соображений технологического характера это является нецелесообразным, поэтому диаметр отверстия представляет собой некую усредненную величину.
Эта задача решается также тем, что в способе получения электрозаклепочного соединения, включающем образование неразъемного соединения деталей путем заплавления металлом присадочной проволоки предварительно выполненного в одной из соединяемых деталей цилиндрического отверстия с образованием стержня электрозаклепки, соединение осуществляют в смеси защитных газов Ar и Не в соотношении (мас.%) от 10:90 до 90:10 со сплавлением металла присадочной проволоки с металлом детали в донной части соединения и с образованием головки электрозаклепки в виде наплыва металла присадочной проволоки над отверстием в детали, при этом температурный режим и скорость формирования стержня электрозаклепки устанавливают из условий получения расплава присадочной проволоки в объеме, обеспечивающем контакт жидкой фазы с твердой фазой стенок отверстия в течение времени, достаточного для образования неразъемного соединения, а в качестве присадочного металла выбирают металл, обладающий сродством к металлу соединяемых деталей.
Осуществление соединения в смеси защитных газов Ar и Не в соотношении (мас.%) от 10:90 до 90:10 со сплавлением металла присадочной проволоки с металлом детали в донной части соединения и с образованием головки электрозаклепки в виде наплыва металла присадочной проволоки над отверстием в детали позволяет изменять проплавляющую способность дуги за счет изменения теплофизических свойств смеси этих газов, получать прочное и качественное соединение с минимальным количеством пор без шлаковых включений или остатков флюса, что обеспечивает визуальный контроль качества соединения и позволяет отказаться от удаления коррозионноактивных остатков флюса с поверхности соединения.
Установление температурного режима и скорости формирования стержня из условия получения расплава присадочной проволоки в течение времени, достаточного для образования неразъемного соединения, обеспечивает осуществление такого цикла наплавки, при котором достигается прочное соединение деталей с боковым неразъемным контактом стержня электрозаклепки с поверхностью стенки отверстия.
Предлагаемое изобретение иллюстрируется чертежами, на которых изображены:
на фиг.1 - подготовленные к сварке детали: деталь без отверстия - труба алюминиевого карданного вала и деталь, с отверстием - балансировочный груз, продольный разрез;
на фиг.2 - то же, поперечный разрез;
на фиг.3 - электрозаклепочное соединение, продольный разрез;
на фиг.4 - то же, поперечный разрез;
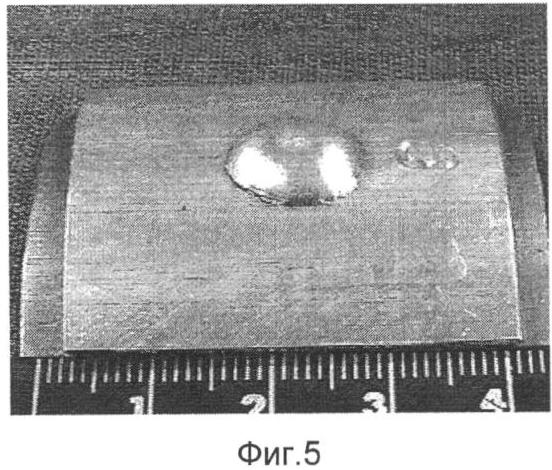
на фиг.5 - внешний вид образца электрозаклепочного соединения;
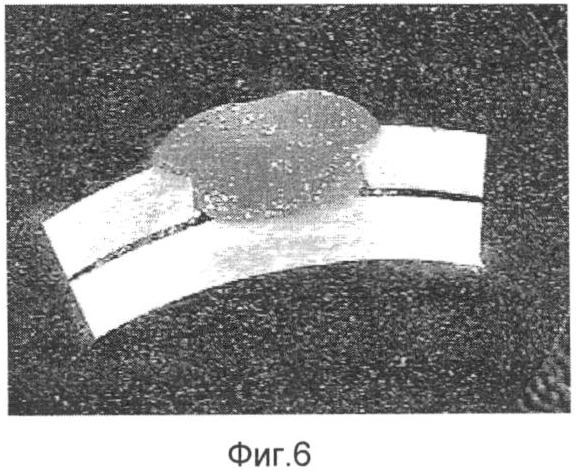
на фиг.6 - фотография макрошлифа электрозаклепочного соединения;
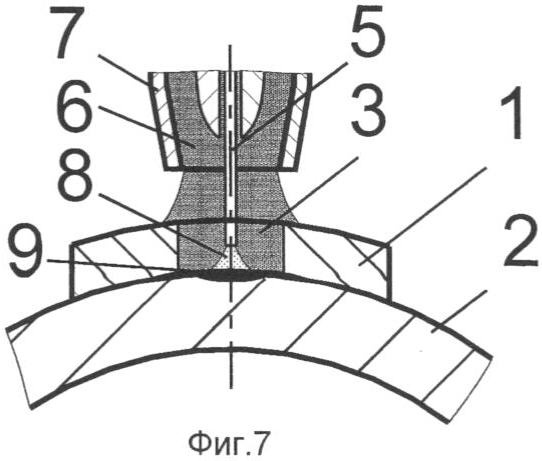
на фиг.7 - схема зажигания дуги,
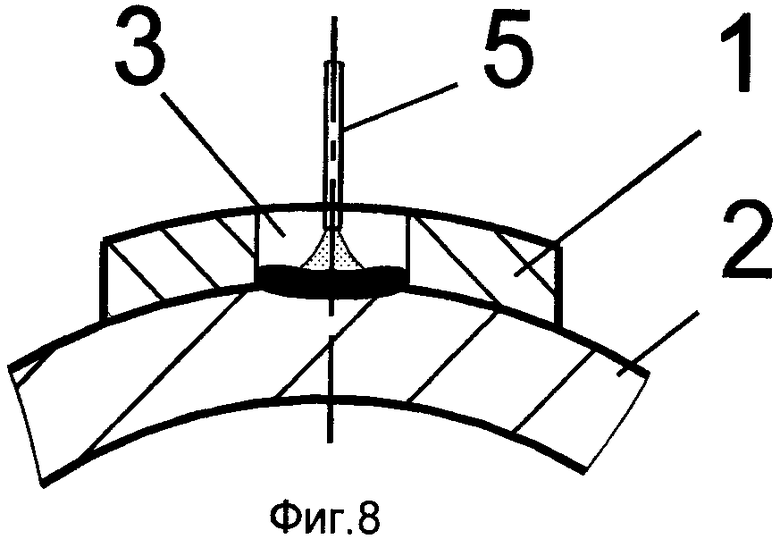
на фиг.8 - схема формирования донной части стержня;
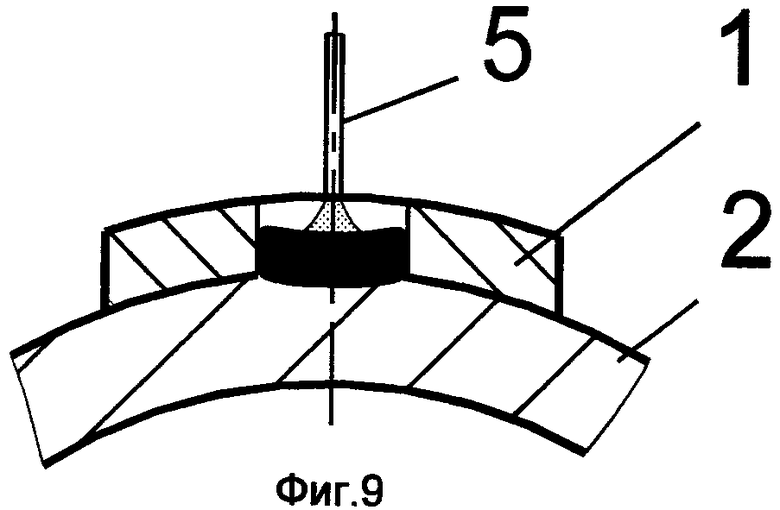
на фиг.9 - схема заполнения отверстия с обеспечением бокового неразъемного контакта с поверхностью стенки отверстия;
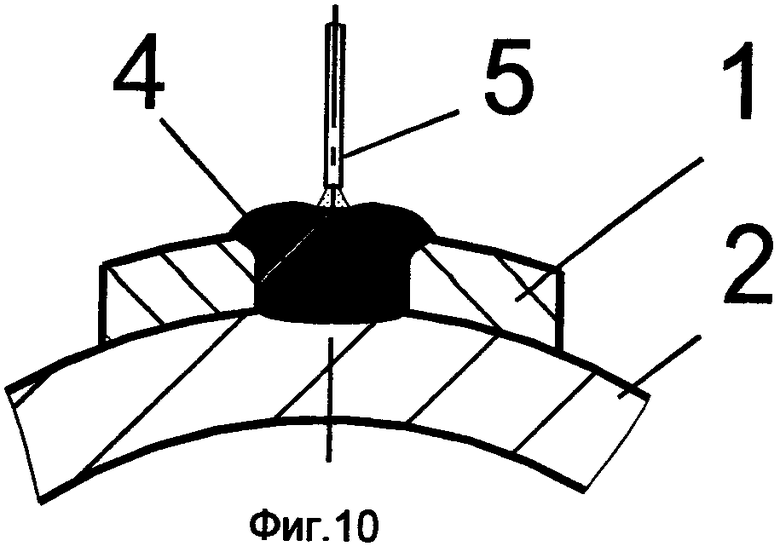
на фиг.10 - схема формирования головки электрозаклепки.
Электрозаклепочное соединение (фиг.1-4) служит для соединения детали 1 с отверстием 3 с деталью без отверстия 2 и представляет собой стержень 4, размещенный в предварительно сформированном отверстии 3. Сечение стержня 4 представляет собой сложную форму (фиг.5-6): сферическая донная часть является выпуклой в сторону детали-основы 2, центральная часть - цилиндрической с боковым неразъемным контактом с поверхностью стенки отверстия, а верхняя часть - выпуклой с наплывом металла за пределы отверстия.
Электрозаклепочное соединение работает следующим образом.
Стержень 4, соединяющий две детали 1 и 2 неразъемно между собой при любых условиях эксплуатации деталей выполняет функцию как обычной заклепки, имеющей стержень и замыкающую головку, так и сварного соединения, имеющего в отличие от обычной заклепки сплавление с обеими соединяемыми деталями.
Получают электрозаклепочное соединение следующим образом.
Накладывают деталь 1 с предварительно сформированным отверстием 3 на поверхность детали без отверстия 2. Располагают горелку для сварки плавящимся электродом в среде защитных газов соосно с отверстием 3. Включают подачу защитного газа (смеси газов) 6 и присадочной проволоки 5 (плавящегося электрода). При касании проволокой 5 детали 2 возбуждается дуга 8 и начинается процесс плавления электрода с образованием сварочной ванны 9 (фиг.7). На первом этапе дуга горит непосредственно на деталь без отверстия (фиг.8), что обеспечивает сплавление основания стержня с ним с образованием сферической донной части, далее формируется тело самого стержня, заполняющее пространство отверстия и обеспечивающее боковой неразъемный контакт с поверхностью стенки отверстия (фиг.9), а в завершении - наплыв металла над отверстием в виде замыкающей головки заклепки (фиг.10).
Пример. Выполняли полуавтоматическую сварку плавящимся электродом в среде инертных газов. В качестве присадочной проволоки использовали сплав 5356, а в качестве защитного газа - смесь газов Ar и Не. Место сварки предварительно очистили для удаления окисной пленки металлической щеткой и обезжирили бензином Б-70.
Толщина привариваемой пластины 3 мм, а диаметр отверстия 9,5 мм.
Режим сварки точечный, ток сварки 150 А, время сварки 4 с.
Диаметр присадочной проволоки 1 мм, а скорость ее подачи 6,5 м/мин.
Экспериментально установлено, что для описанных условий оптимальным является соотношение Ar и He в количестве 50:50 мас.%.
Результаты металлографических исследований сварного соединения показали, что заклепка не имеет пор и усадочных рыхлот. Форма сплавления показана на фиг.6.
Для проверки работоспособности сварного соединения были проведены натурные испытания алюминиевых карданных валов с приваренными по предлагаемому способу балансировочными грузами на автомобилях.
Полученные результаты показали, что алюминиевый карданный вал с приваренными по предлагаемому способу грузами отработал установленный ресурс без замечаний, что практически подтвердило работоспособность описанного решения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Неразъёмное соединение деталей замкнутого контура и способ его осуществления | 2016 |
|
RU2631043C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
| СПОСОБ КОМПЕНСАЦИИ ДИСБАЛАНСА | 2004 |
|
RU2279043C1 |
| Способ автоматической электродуговой точечной сварки | 1985 |
|
SU1321540A1 |
| Способ автоматической электродуговой точечной сварки | 1981 |
|
SU1006125A1 |
| Способ дуговой сварки электрозаклепками | 1988 |
|
SU1593830A1 |
| Способ сварки электрозаклепками плавящимся электродом в среде защитных газов | 1983 |
|
SU1082581A1 |
| Способ сварки электрозаклепками | 1976 |
|
SU662294A1 |
| Устройство для электродуговой приварки труб к трубным решеткам | 1977 |
|
SU732105A1 |
Изобретение может быть использовано при приварке тонких пластин к деталям, преимущественно состоящих из однородных металлов. Стержень электрозаклепки получен при заполнении присадочным металлом в расплавленном состоянии предварительно сформированного отверстия в одной из соединяемых деталей. Стержень имеет головку в виде наплыва присадочного металла, сплавленного с поверхностью металла над отверстием в детали, и донную часть, выпуклую в сторону детали без отверстия и образованную ее сплавлением с присадочным металлом. С поверхностью стенки отверстия стержень имеет боковой неразъемный контакт, полученный при взаимодействии расплава присадочного металла с твердой фазой металла детали. Соединение осуществляют в смеси защитных газов Ar и He в соотношении (мас.%) от 10:90 до 90:10. Температурный режим и скорость формирования стержня электрозаклепки устанавливают из условия получения расплава присадочной проволоки в объеме, обеспечивающем контакт жидкой фазы с твердой фазой стенок отверстия в течение времени, достаточного для образования неразъемного соединения. Изобретение позволяет в условиях массового производства при удовлетворительной прочности соединения расширить технологические возможности. 2 н.п. ф-лы, 10 ил.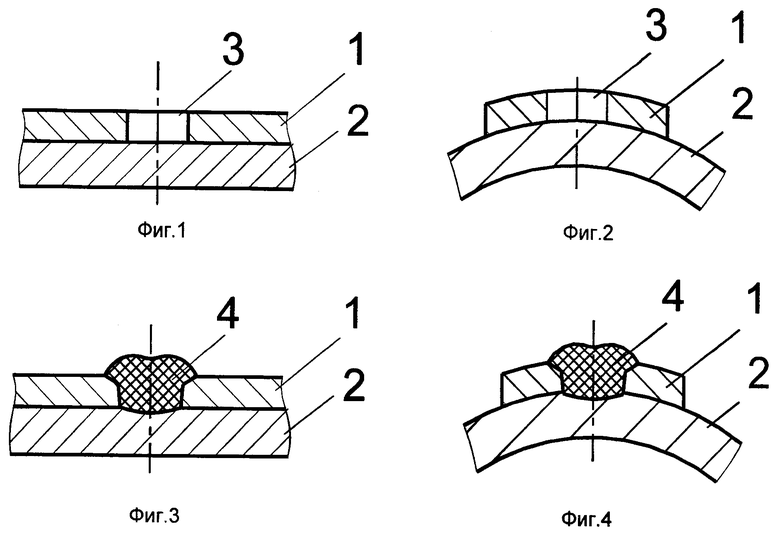
1. Электрозаклепочное соединение, содержащее стержень электрозаклепки, полученный при заполнении присадочным металлом в расплавленном состоянии предварительно сформированного отверстия в одной из соединяемых деталей, отличающееся тем, что стержень электрозаклепки имеет головку в виде наплыва присадочного металла, сплавленного с поверхностью металла над отверстием в детали, и донную часть, выпуклую в сторону детали без отверстия и образованную ее сплавлением с присадочным металлом, при этом стержень электрозаклепки имеет боковой неразъемный контакт с поверхностью стенки отверстия, полученный при взаимодействии расплава присадочного металла с твердой фазой металла детали, а диаметр отверстия в детали равен (3-4) ее толщины, мм.
2. Способ получения электрозаклепочного соединения, включающий образование неразъемного соединения деталей путем заплавления металлом присадочной проволоки предварительно выполненного в одной из соединяемых деталей цилиндрического отверстия с образованием стержня электрозаклепки, отличающийся тем, что соединение осуществляют в смеси защитных газов Аг и Не в соотношении (мас.%) от 10:90 до 90:10 со сплавлением металла присадочной проволоки с металлом детали в донной части соединения, и с образованием головки электрозаклепки в виде наплыва металла присадочной проволоки над отверстием в детали, при этом температурный режим и скорость формирования стержня электрозаклепки устанавливают из условия получения расплава присадочной проволоки в объеме, обеспечивающем контакт жидкой фазы с твердой фазой стенок отверстия в течение времени, достаточного для образования неразъемного соединения, а в качестве присадочного металла выбирают металл, обладающий сродством к металлу соединяемых деталей.
| ОРЛОВ П.И | |||
| Основы конструирования | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Машиностроение, 1988, с.13-14 | |||
| Способ автоматической электродуговой точечной сварки | 1985 |
|
SU1321540A1 |
| Способ дуговой сварки электрозаклепками плавящимся электродом | 1977 |
|
SU634881A1 |
| Способ дуговой сварки электрозаклепками | 1990 |
|
SU1745460A1 |
| Способ дуговой сварки электрозаклепками | 1981 |
|
SU979053A1 |
| DE 4125748 A1, 04.02.1993. | |||

