(54) УСТРОЙСТВО ДЛЯ СМАЗКИ КАНАТОВ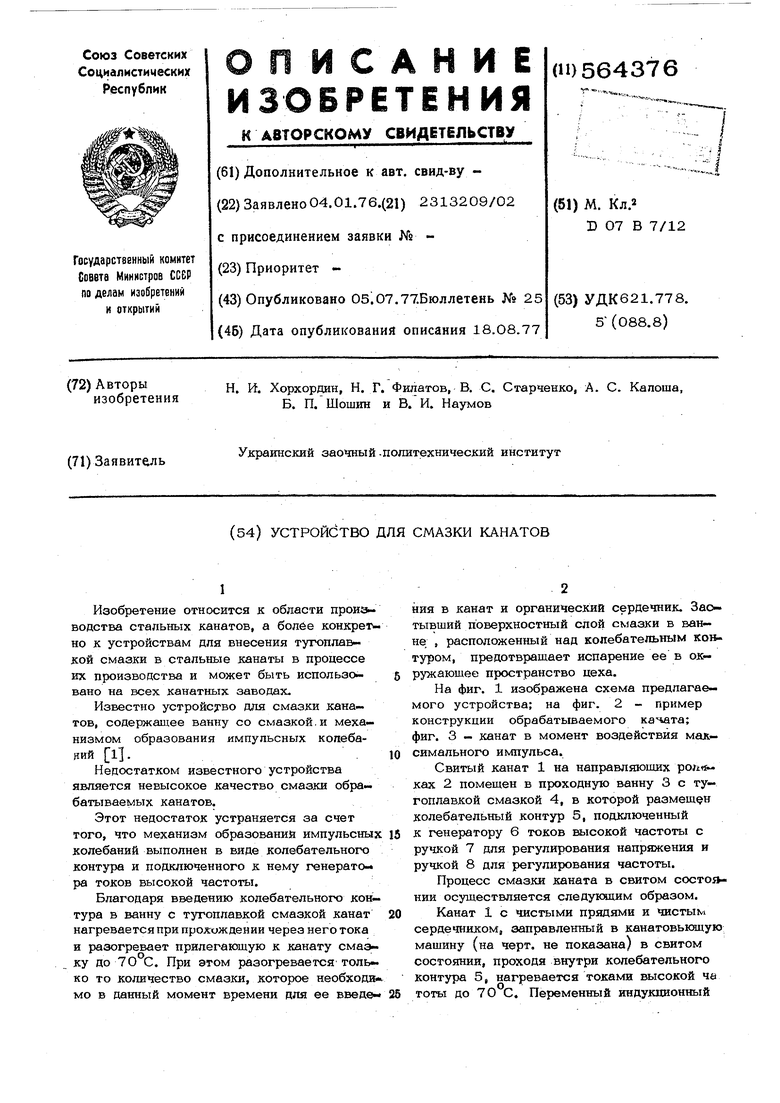
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАМКНУТЫЙ СВИТОЙ ЖГУТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130421C1 |
| СПОСОБ ОЦЕНКИ ФРИКЦИОННОГО ВЗАИМОДЕЙСТВИЯ ЭЛЕМЕНТОВ СВИТЫХ ИЗДЕЛИЙ | 2014 |
|
RU2573448C1 |
| Устройство для смазки каната | 1987 |
|
SU1440993A1 |
| ПРИМЕНЕНИЕ КОНСИСТЕНТНЫХ СМАЗОК НА ОСНОВЕ КАЛЬЦИЕВОГО КОМПЛЕКСА И КОНСИСТЕНТНЫХ СМАЗОК НА ОСНОВЕ КОМПЛЕКСА СУЛЬФОНАТА КАЛЬЦИЯ ДЛЯ СМАЗКИ ПРОВОЛОЧНЫХ КАНАТОВ | 2017 |
|
RU2753614C2 |
| Канат экскаваторный | 2021 |
|
RU2765115C1 |
| Сталеалюминиевый высокопрочный, высокотемпературный изолированный провод для воздушной линии электропередачи | 2018 |
|
RU2695317C1 |
| СПОСОБ ПРОПИТКИ СТАЛЬНОГО КАНАТА | 1999 |
|
RU2173364C2 |
| Канат | 1977 |
|
SU622904A1 |
| Проволочный канат | 1981 |
|
SU960338A1 |
| ПРУЖИННО-КАНАТНЫЙ ВИБРОИЗОЛЯТОР | 2019 |
|
RU2735144C1 |
1
Изобретение относится к области производства стальных канатов, а более конкретно к устройствам для внесения тугоплавкой смазки в стальные канаты в процессе их производства и может быть использовано на всех канатных заводах.
Известно устройство для смазки канатов, содержащее ванну со смазкой. и механизмом образования импульсных колебаний 1..
Недостатком известного устройства является невысокое качество смазки обрабатываемых канатов.
Этот недостаток устраняется за счет того, что механизм образований импульсных колебаний выполнен в виде колебательного контура и подключенного к нему генератора токов высокой частоты.
Благодаря введению колебательного контура в ванну с тугоплавкой смазкой канат нагревается при прохождении через него тока и разогревает прнлегаклцую к канату смазку до 70 С. При этом разогревается только то количество смазки, которое необходи МО в данный момент времени для ее введе-
ния в канат и органический сердечник. Застывший поверхностный слой смазки в ванне , расположенный над колебательным ко туром, предотвращает испарение ее в ок- ружаюшее пространство цеха.
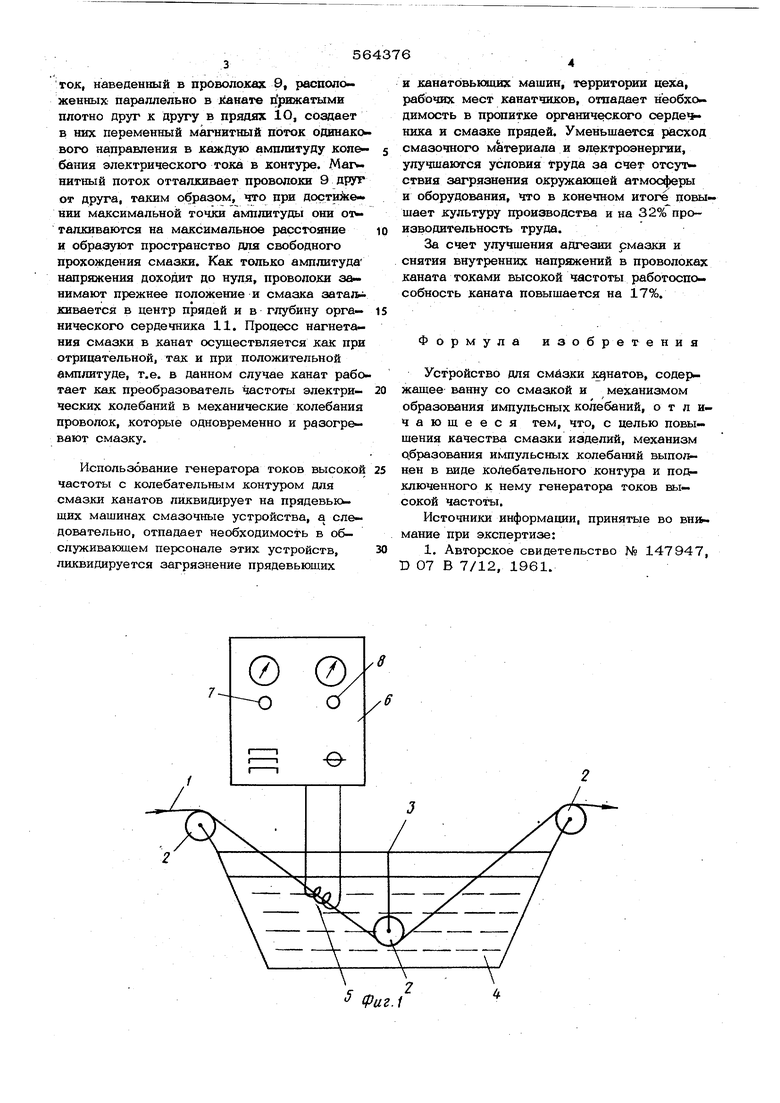
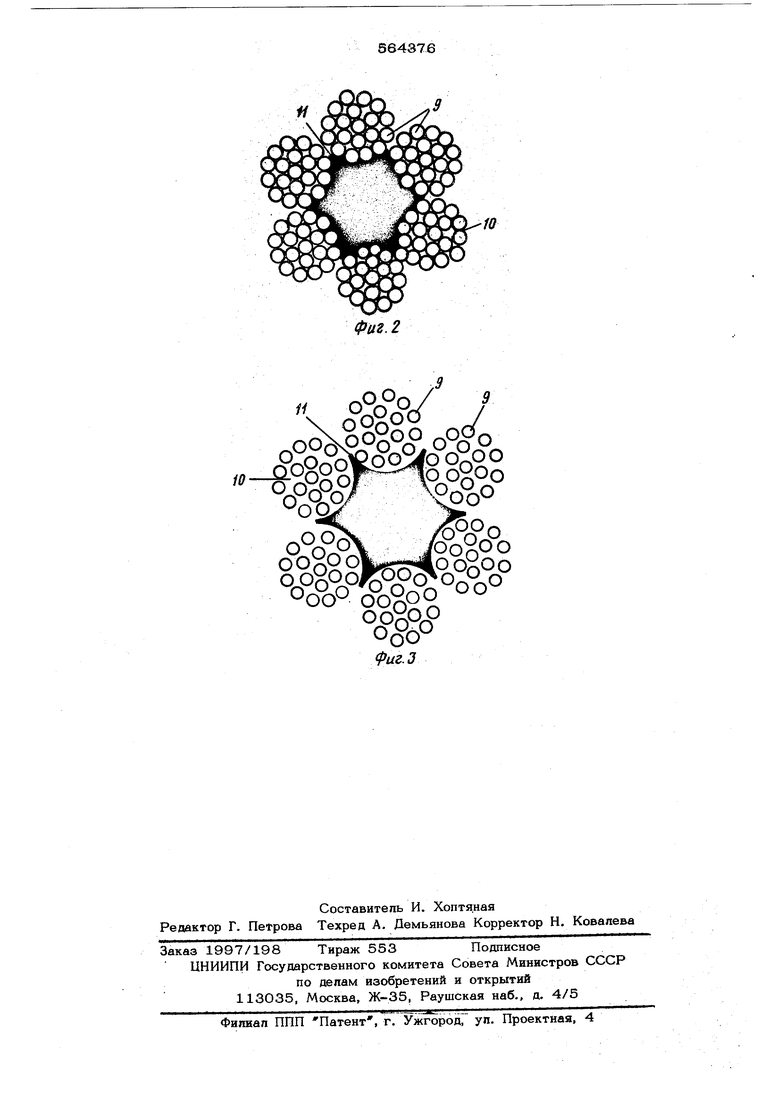
На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2 - пример конструкции обрабатываемого каната; фиг. 3 - канат в момент воздействия максимального импульса.
Свитый канат 1 на направляющих 2 помещен в проходную ванну 3 с тугоплавкой смазкой 4, в которой размещен колебательный контур 5, подключенный к генератору 6 токов высокой частоты с ручкой 7 для регулирования напряжения и ручкой 8 для регулирования частоты.
Процесс смазки каната в свитом состоянии осуществляется следующим образом.
Канат 1 с чистыми прядями и чистым сердечником, заправленный в канатовьющую машину (на черт, не показана) в свитом состоянии, проходя внутри колебательного контура 5, нагревается токами высокой ча тоты до 70 С. Переменный индукционный
ток, наведенный в проволоках 9, расположенных параллельно в прижатымв плотно друг к другу в прядях 1О, создает В них переменный магнитный поток одинако вого направления в каждую амплитуду копебания электрического тока в контуре. Магнитный поток отталкивает проволоки 9 друг от друга, таким образом, что при достийе-. НИИ максимальной точки амплитуды они от талкиваются на максимальное расстояние и образуют пространство для свободного прохождения смааки. Как только амплитуда напряжения доходит до нуля, проволоки за- нимают прежнее положение и смазка затад кивается в центр прядей и в глубину орга- нического сердечника 11. Процесс нагнетания смазки в канат осуществляется как при отрицательной, так и при положительной амплитуде, т.е. в данном случае канат работает как преобразователь частоты электрических колебаний в механические колебания проволок, которые одновременно и разогревают смазку.
Использование генератора токов высокой частоты с колебательным контуром для смазки канатов ликвидирует на прядевьющих машинах смазочные устройства, а следовательно, отпадает необходимость в обслуживающем персонале этих устройств, ликвидируется загрязнение прядевьющих
и канатовьюших машин, территории цеха, рабочих мест канатчиков, отпадает необходимость в пропитке органическсжо серде ника и смазке прядей. Уменьшается расход смазочного материала и электроэнергии, улучшаются условия труда за счет отсут ствия загрязнения окружающей атмосферы и оборудования, что в конечном итоге повышает культуру производства и на 32% производительность труда.
За счет улучшения адгезии рмазки и снятия внутренних напряжений в проволоках каната токами высокой частоты работоспособность каната повышается на 17%.
Формула изобретения
Устройство для смйзки канатов, содержащее ванну со смазкой и механизмом образования импульсных колебаний, отличающееся тем, что, с целью повышения качества смазки , механизм образования импульсных колебаний выполнен в виде колебательного контура и подключенного к нему генератора токов высокой частоты.
Источники информации, принятые во вн. мание при экспертизе:
Фиг. 1
)OgoO)
о°о°о, о°оЯ°
Фиг. 2
.9
.sir
у
.с/.
.О
(00 °о®Р
fo°o
fob °o°cgo°
Фиг.З
