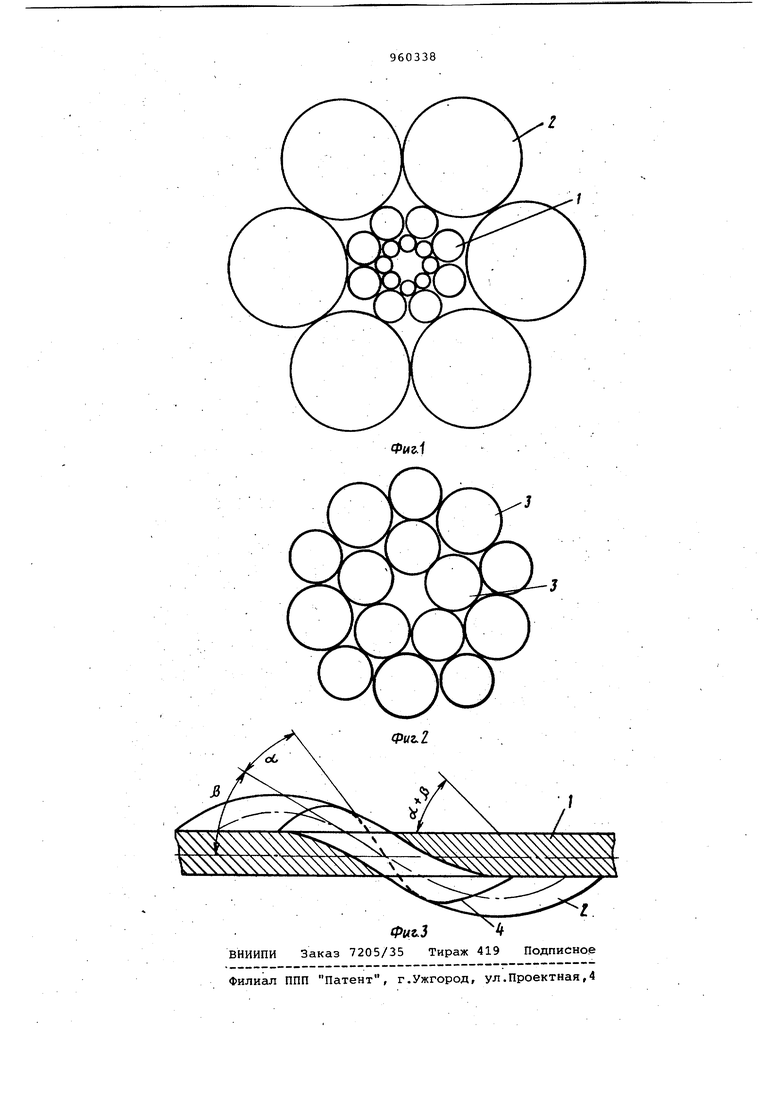
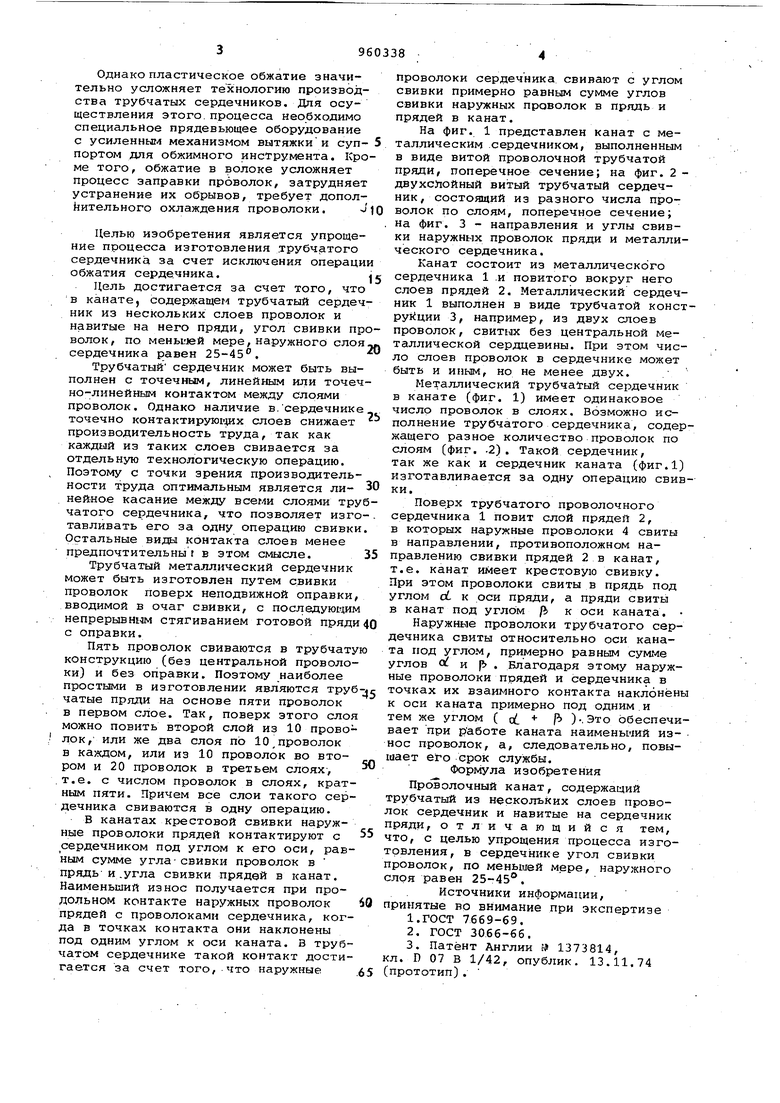
Изобретение относится к канатному производству, а именно к конструкциям проволочных канатов с металлическим сердечником. Известен проволочный канат, в кото ром металлический сердечник состоит из нескольких свитых прядей Cl3 Недостатком таких канатовявляется сложность изготовлениясердечника, . так как для этрго необходимо осуществить два вида свивки: свивку проволок в прядь, а затем свивку прядей в сердечник. Причем каждая из этих операций требует применения различного по своим техническим характеристикам обо рудования - прядевьющих и канатовью ди машин соответственно. Известен также проволочный канат с однопрядным металлическим сердечником. Такие канаты значительно проще в. изготовлении, ибо однопрядный сердечник для них .изготавливается с применением только одного вида свивки свивки проволок в прядь на прядевьюще машине 2. Однако металлический сердечник в виде одной пряди обладает повьпоенной продольной жесткостью по сравнению с витым многопрядныг1 сердечником. Поэтому при эксплуатации каната с таким сердечником последний воспринимает на себя большую нагрузку и быстро выходит из строя. По этой причине канаты с однопрядным металлическим сердечником почти полностью вытеснены сложными в изготовлении канатс1ми с многопрядным сердечником. Наиболее близким к изобретению по технической сущности является проволочный канат, содержащий сердечник в виде трубчатой пряди из нескольких слоев проволок и навитые на сердечник пряди f З. Недостаток каната заключается в отсуствии центральной металлической части в круглопроволочном сердечнике, что намного снижает его поперечную жесткость (жесткость на .раздавливание) , ухудшает качество каната. Поэтому, с целью некоторого повышения поперечной я есткости трубчатого сердечника последний подвергают пластическому обжатию в волоке в процессе его свивки на оправке, в результате первоначально круглые проволоки приобретают фасонный профиль, что препятствует радиальному смещению слоев в готовом сердечнике. Однако пластическое обжатие значительно усложняет технологию производ ства трубчатых сердечников. Для осуществления этого.процесса необходимо специальное прядевьющее оборудование с усиленньсл механизмом вытяжкии суп портом для обжимного инструмента. Кр ме того, обжатие в волоке усложняет процесс заправки проволок, затрудняет устранение их обрывов, требует допол йительного охлаждения проволоки. Целью изобретения является упрощение процесса изготовления трубчатого сердечника за счет исключения операци обжатия сердечника. Цель достигается за счет того, что в канате, coдepжaщet трубчатый сердеч ник из нескольких слоев проволок и навитые на него пряди, угол свивки пр волок, по меньиюй мере, наружного слоя сердечника равен 25-45. Трубчатый сердечник может быть выполнен с точечным, линейным или точеч но-линейным контактом между слоями проволок. Однако наличие в.сердечнике точечно контактирую1дих слоев снижает производительность труда, так как каждый из таких слоев свивается за отдельную технологическую операцию. Поэтому с точки зрения производительности труда оптимальным является линейное касание между всеми слоями тру чатого сердечника, что позволяет изго тавливать его за одну операцию свивки Остальные виды контакта слоев менее предпочтительныt в этом смысле. Трубчатый металлический сердечник может быть изготовлен путем свивки проволок поверх неподвижной оправки, вводимой в очаг свивки, с последующим непрерывнЕ м стягиванием готовой пряди с оправки. Пять проволок свиваются в трубчату конструкцию (без центральной проволоки) и без оправки. Поэтому наиболее простыми в изготовлении являются труб чатые пряди на основе пяти проволок в первом слое. Так, поверх этого слоя можно повить второй слой из 10 проволок, или же два слоя по 10,проволок в каждом, или из 10 проволок во втором и 20 проволок в третьем слоях-, .т.е. с числом проволок в слоях, кратным пяти. Причем все слои такого сердечника свиваются в одну операцию. В канатах крестовой свивки наружные проволоки прядей контактируют с сердечником под углом к его оси, равным сумме угла-свивки проволок в прядь-и.угла свивки прядей в канат. Наименьший износ получается при продольном контакте наружных проволок прядей с проволоками сердечника, когда в точках контакта они наклонены под одним углом к оси каната. В трубчатом сердечнике такой контакт достигается за счет того, что наружные проволоки сердечника свивают с углом свивки примерно равным сумме углов свивки наружных проволок в прядь и прядей в канат. На фиг. 1 представлен канат с металлическим сердечником, выполненным в виде витой проволочной трубчатой пряди, поперечное сечение; на фиг. 2 двухслойный витый трубчатый сердечник , состоящий из разного числа проволок по слоям, поперечное сечение; на фиг. 3 - направления и углы свивки наружных проволок пряди и металлического сердечника. Канат состоит из металлического сердечника 1 .и повитого вокруг него слоев прядей 2. Металлический сердечник 1 выполнен в виде трубчатой конструйции 3, например, из двух слоев проволок, свитых без центральной металлической сердцевины. При этом число слоев проволок в сердечнике может быть и иным, но не менее двух. Металлический трубчатый сердечник в канате (фиг. 1) имеет одинаковое число проволок в слоях. Возможно исполнение трубчатого сердечника, содержащего разное количество проволок по слоям (фиг. .2). Такой сердечник, так же как и сердечник каната (фиг.1) изготавливается за одну операцию свивки. Поверх трубчатого проволочного сердечника 1 повит слой прядей 2, в которых наружные проволоки 4 свиты в направлении, противоположном направлению свивки прядей 2 в канат, т.е. канат имеет крестовую свивку. При этом проволоки свиты в прядь под углом cL к оси пряди, а пряди свиты в канат под углом /i к оси каната. Наружные проволоки трубчатого сердечника свиты относительно оси каната под углом, примерно равным cyMfvie углов 0 и р- . Благодаря этому наружные проволоки прядей и сердечника в точках их взаимного контакта наклонены к оси каната примерно под одним и тем же углом ( об Р ). Это обеспечивает при работе каната наименьший из- нос проволок, а, следовательно, повышает его срок службы. Формула изобретения Проволочный канат, содержащий трубчатый из нескольких слоев проволок сердечник и навитые на сердечник пряди, отличающийся тем, что, с целью упрощения процесса изготовления, в сердечнике угол свивки проволок, по меньшей мере, наружного слоя равен 25-45°. Источники информации, принятые во внимание при экспертизе 1.ГОСТ 7бб9-б9. 2.ГОСТ 3066-66, 3.Патент Англии 1373814, кл. D 07 В 1/42, опублик, 13.11.74 (прототип). 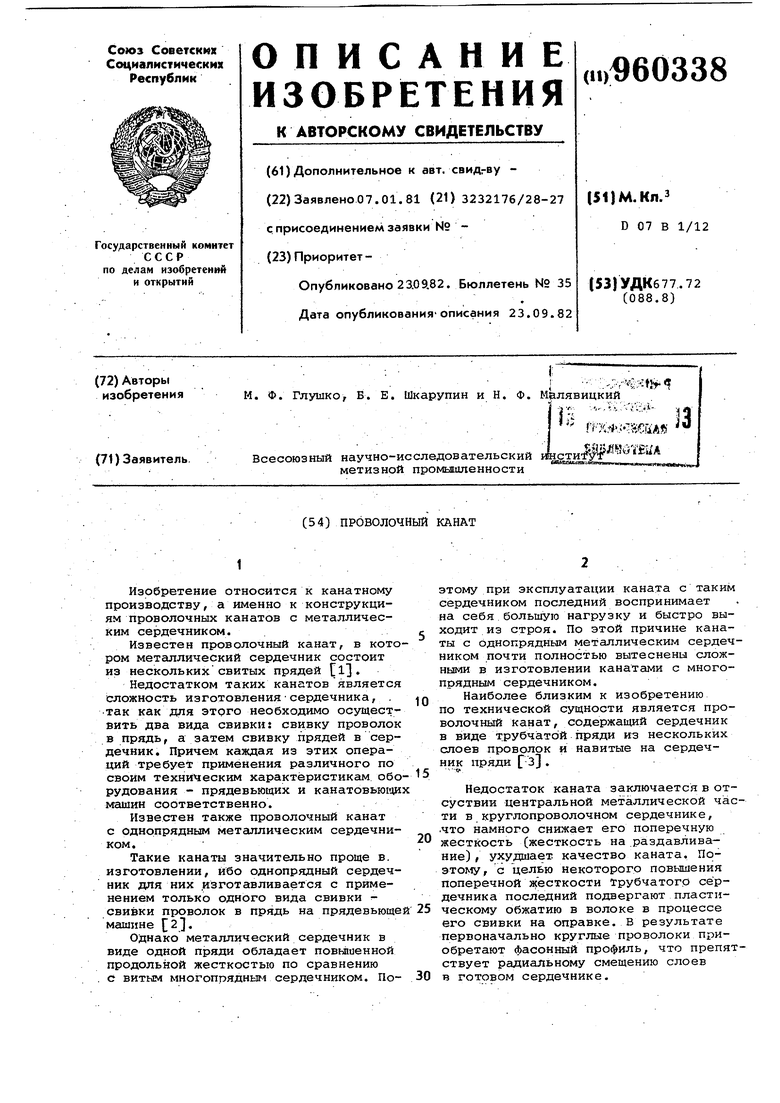
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства длинномерных витых изделий | 1990 |
|
SU1719502A1 |
| Способ обжатия проволочных прядей | 1977 |
|
SU737538A1 |
| Волока для волочения витых проволочных изделий | 1980 |
|
SU865469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| Проволочный канат | 1976 |
|
SU653321A1 |
| Канат экскаваторный | 2021 |
|
RU2765115C1 |
| МЕТАЛЛОКОРД С УЛУЧШЕННОЙ ФИКСАЦИЕЙ ПРОВОЛОК СЕРДЕЧНИКА | 2003 |
|
RU2237766C1 |
| Способ изготовления фасоннопрядногопРОВОлОчНОгО KAHATA | 1979 |
|
SU815098A1 |
| КАНАТ СТАЛЬНОЙ ВОСЬМИПРЯДНЫЙ | 2020 |
|
RU2740988C1 |
| Проволочный канат двойной свивки | 1977 |
|
SU771222A1 |