Изобретение относится к области электротехники, а именно к сталеалюминиевым высокопрочным, высокотемпературным изолированным проводам, предназначенным для передачи электрической энергии по воздушной линии электропередачи ВЛ от 6 до 750 кВ.
Известен Трос металлополимерный (см. описание полезной модели к патенту RU 164494 U1; D07B 1/00, опубликовано 10.09.2016 Бюл. №25), содержащий сердечник, выполненный из металлических нитей с покрытием и полимерной оболочки, отличающийся тем, что сердечник состоит из соединенных между собой свивкой прядей, которые, в свою очередь, состоят из соединенных между собой свивкой из стальных нитей из высокоуглеродистых марок сталей с покрытием из цветных металлов, и имеет впадины для соединения с цветной или прозрачной полимерной оболочкой с относительным удлинением не менее 20%,.Предлагаемая полезная модель относится к конструктивным особенностям канатов, в частности - к конструированию и производству металлополимерных тросов, нашедших широкое применение в народном хозяйстве в качестве крепежного элемента многих конструкций: растяжек мачт, закрепления тентов транспортных средств, кабелей, шпалер виноградников и других плодово-ягодных культур, подвесок указателей и др. элементов; в качестве передающего усилие от одного элемента к другому: аварийная остановка конвейера и многое другое, но не для передачи электрической энергии по воздушной линии электропередачи ВЛ от 6 до 750 кВ.
Известен Трос витой (см. описание полезной модели к патенту RU 48538 U1 D07B 1/00, опубликовано 27.10.2005 Бюл. №30).
Конструкция троса витого содержит, сердечник из многониточного металлокорда, образованного металлическими нитями и внешний слой. Сердечник может быть выполнен, по меньшей мере, из одного витого элемента многониточного металлокорда, который состоит из внутренних слоев на основе металлических нитей, а внешний слой выполнен в виде полимерной оболочки из класса ПВХ.
Предлагаемое техническое решение сложное и довольно затратное для применения в обустройстве дорог и путепроводов, систем уличного освещения, хозяйственно-бытовых нужд, и т.д., по причине использования в нем многопроволочного металлокорда. При свивки металлокорда может использоваться, к примеру, двадцать девять проволок диаметрами от 0,15 мм до 0,175 мм. Технология изготовления таких значений диаметров проволоки, предусматривает три термических передела - патентирование, с последующим нанесением латунного покрытия гальваническим способом, перед заключительным волочением проволоки на конечный диаметр.
Известен Канат - кабель (см. описание изобретения к авторскому свидетельству SU 867093 A; D07B 1/02, опубликовано 15.03.84 Бюл. №10), содержащий центральный проводник в изолирующей оболочке, вокруг которого расположены синтетические пряди, и окружающую их пластическую оболочку, снабженной оплеткой. Целью предлагаемого изобретения является создание конструкции канат - кабеля, позволяющее произвести его соединение с металлическими сердечниками без потери его несущей способности, но не передачи электрической энергии по воздушной линии электропередачи.
Известен провод компактный неизолированный для воздушных линий электропередачи (см. описание к патенту на полезную модель RU №96442, МПК H01B 5/00, опубликовано 27.07.2010).
Технический результат достигается тем, что в качестве стального сердечника провод содержит пластически обжатый сердечник из круглых стальных оцинкованных проволок по ГОСТ 9850-72. Изготовление пластически обжатого сердечника, по мнению авторов, способствует повышенной жесткости и прочности сердечника и провода, но стальная оцинкованная проволока по ГОСТ 9850-72, применяемая для изготовления сердечника, не соответствует этим требованиям. Пластическое обжатие, как вид обработки, увеличивает плотность пряди и увеличивает прочность сердечника, но с применением вышеуказанной проволоки, изготовленной в соответствии с техническими требованиями ГОСТ 9850-72, достичь увеличения заявляемой прочности не представляется возможным.
Z- образные алюминиевые проволоки, применяемые в данной конструкции увеличивают сложность и стоимость конструкции.
Вариант изготовления разнонаправленных алюминиевых слоев из круглой проволоки с последующей пластической деформацией по наружной поверхности алюминиевых слоев, ухудшает стойкость конструкции к вибрации и уменьшает технический ресурс за счет продавливания наружных слоев проволок во внутренние и утонения последних в местах контакта.
Известен Провод самонесущий изолированный (см. описание полезной модели к патенту RU 134690 U1 H01B 5/08, опубликовано 20.1 1.2012 Бюл. №32), состоящий из изолированного стального несущего каната и изолированных токопроводящих алюминиевых жил, скрученных вокруг троса, в качестве стального несущего каната он содержит пластически обжатый канат из стальных проволок с коррозионнозащитным металлическим покрытием.
Необходимо отметить следующие недостатки предлагаемого технического решения. Применение стальной оцинкованной проволоки по ГОСТ 9850-72, при изготовлении пластически обжатого несущего каната не решает технические задачи данной полезной модели по увеличению грузонесущей способности, уменьшению растяжимости и стрелы провиса, а также повышению эксплуатационных характеристик провода и его срока эксплуатации. Высокая стоимость изготовления проволоки с коррозионнозащитным металлическим ~ покрытием
гальваническим, или методом газотермического напыления.
Задачей заявляемого изобретения является создание сталеалюминиевого высокопрочного, высокотемпературного изолированного провода, применение полученной конструкции провода для передачи и распределения электрической энергии на номинальное напряжение от 6 до 750 кВ, номинальной частотой 50 Гц.
Сущность заявляемого изобретения заключается в следующем.
Сталеалюминиевый высокопрочный, высокотемпературный изолированный провод содержит стальной сердечник изготовленный из оцинкованных проволок, плотность цинкового покрытия по группе ОЖ, с временным сопротивлением разрыву, не менее 1770 (180) Н/мм2 (кгс/мм2) по ГОСТ 7372-79 «Проволока стальная канатная. Технические условия». Стальной сердечник изготавливается многооперационным способом, заключающийся в послойном изготовлении сердечника, количество слоев может изменяться от одного до четырех, при котором шаги свивки получаются разными, и проволоки в них между слоями перекрещиваются, сердечник изготовлен с точечным касанием проволок. Скрутка слоев производится в противоположные стороны.
Для уменьшения влияния точечного контакта проволок в сердечнике, являющиеся концентраторами напряжений, что ведет к повышению местных значений напряжения не только при изгибе, но и при растяжении каната, каждый последующий слой стальных оцинкованных проволок, свитых вокруг центральной проволоки 1, пластически деформирован, со степенью обжатия по площади поперечного сечения 5-8%. Пластическое деформирование каждого слоя в отдельности, сглаживает поверхность слоя перед скруткой последующего, концентраторы напряжений от точечного контакта проволок сведены к минимуму.
Токопроводящие слои проволок выполнены из сплава на основе алюминия, включающий цирконий 0,20÷0,40 вес. %. Токопроводящие проволоки пластически деформированы по наружной поверхности каждого слоя проволок провода, выполнены противоположно направленно.
Для уменьшения влияния точечного контакта токопроводящих проволок в проводе, являющиеся концентраторами напряжений, каждый последующий слой 4; 5 токопроводящих проволок, пластически деформирован, со степенью обжатия по площади поперечного сечения 6-12%. Пластическое деформирование каждого слоя в отдельности, сглаживает поверхность слоя перед скруткой последующего, концентраторы напряжений от точечного контакта проволок сведены к минимуму.
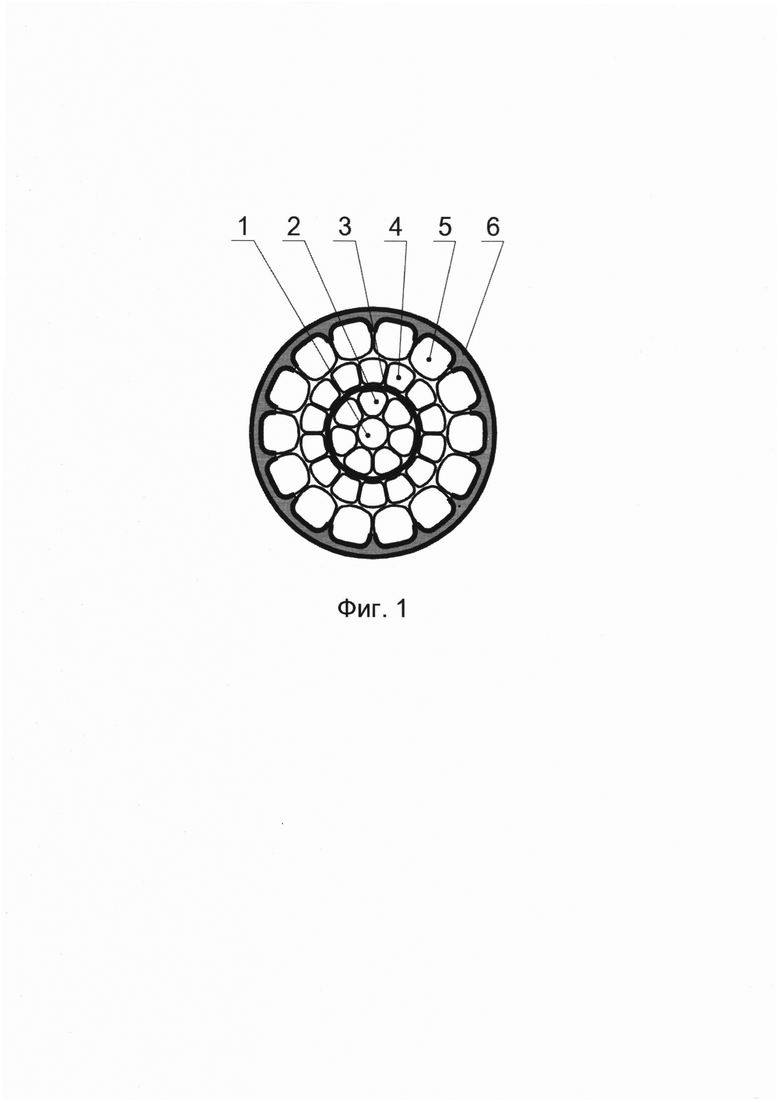
Сущность изобретения поясняется чертежом, где на (фиг. 1), вокруг центральной стальной оцинкованной проволоки 1 сердечника, выполнен слой стальных оцинкованных проволок 2, наружные поверхности проволок пластически деформированы по наружной поверхности проволок, степень обжатия площади поперечного сечения сердечника 5-8%.
Стальной сердечник покрыт слоем смазки 3 толщиной 0,2÷0,5 мм, стойкой к воздействию высокой температуры.
Вокруг сердечника расположены разнонаправленные последовательно слои из токопроводящих проволок 4 и 5, наружные поверхности проволок, каждого слоя в отдельности, пластически деформированы, степень обжатия площади поперечного сечения 8-12%.
Верхний слой провода покрыт термоустойчивым полимером 6.
Это позволяет, используя для высокопрочного металлического сердечника, оцинкованную проволоку по группе ОЖ с временным сопротивлением, не менее 1770 (180) Н/мм2 (кгс/мм2), способ изготовления сердечника, увеличить его прочность по отношению к стальному сердечнику сталеалюминиевого провода по ГОСТ 839-80, в котором стальной сердечник изготавливается из круглых оцинкованных проволок, выполненных в соответствии с техническими требованиями ГОСТ 9850, прочностные характеристики которых, примерно на 25% ниже прочностных характеристик проволоки оцинкованной изготовленной в соответствии с требованиями ГОСТ 7372-79.
Токопроводящие разнонаправленные слои проволок, выполненные из сплава на основе алюминия, включающий цирконий 0,20÷0,40 вес. %, пластически деформированные по наружной поверхности провода, способствуют снижению электрического сопротивления постоянному току, увеличению пропускной способности провода. Верхний слой провода покрыт термоустойчивым полимером, позволяющим эксплуатировать провод в диапазоне температур от -60°С до +220°С.
Сталеалюминиевый высокопрочный, высокотемпературный изолированный провод содержит стальной сердечник изготовленный из оцинкованных проволок, плотность цинкового покрытия по группе ОЖ, с временным сопротивлением разрыву, не менее 1770 (180) Н/мм2 (кгс/мм2) по ГОСТ 7372-79 «Проволока стальная канатная. Технические условия». Стальной сердечник изготавливается многооперационным способом, заключающийся в послойном изготовлении сердечника, количество слоев может изменяться от одного до четырех, при котором шаги свивки получаются разными, и проволоки в них между слоями перекрещиваются, сердечник изготовлен с точечным касанием проволок. Скрутка слоев производится в противоположные стороны. Каждый последующий слой стальных оцинкованных проволок, свитых вокруг центральной проволоки, пластически деформирован, со степенью обжатия по площади поперечного сечения 5-8%.
Токопроводящие слои проволок выполнены из алюминия. Токопроводящие проволоки пластически деформированы по наружной поверхности каждого слоя проволок провода, выполнены противоположно направленно.
Для сталеалюминиевого высокопрочного, высокотемпературного изолированного провода, конструкция металлического оцинкованного сердечника, технология его изготовления, аналогична конструкции и технологии изготовления стального металлического сердечника для сталеалюминиевого высокопрочного изолированного провода из сплава на основе алюминия.
Стальной сердечник покрыт слоем смазки толщиной 0,2-0,5 мм, стойкой к воздействию высокой температуры.
Поверх слоя смазки последовательно расположены токопроводящие разнонаправленные слои проволок, выполненные из алюминия, наружные поверхности токопроводящих проволок каждого слоя, в отдельности, пластически деформированы, степень обжатия площади поперечного сечения 8-12%.
Верхний слой провода покрыт термоустойчивым полимером, позволяющим эксплуатировать провод в диапазоне температур от -60°С до +220°С.
Это позволяет применение вновь разработанного высокопрочного, высокотемпературного изолированного провода для передачи и распределения электрической энергии на номинальное переменное напряжение от 6 до 750 кВ, номинальной частотой 50 Гц, допускающих рабочую температуру провода - 210°С при максимальных значениях пропускаемого тока, что позволит существенно увеличить эффективность ВЛ за счет увеличения количества передаваемой в единицу времени электроэнергии, сократить материальные и финансовые затраты при выполнении проектов воздушной линии в районах со сложными географическими и метеорологическими условиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Неизолированный сталеалюминиевый высокопрочный высокотемпературный высокопрочный провод | 2019 |
|
RU2706957C1 |
| Провод для протяженных переходов воздушных линий электропередачи | 2024 |
|
RU2830106C1 |
| Провод неизолированный сталеалюминиевый высокопрочный, высокотемпературный для воздушных линий электропередачи | 2019 |
|
RU2705798C1 |
| Изолированный сталеалюминиевый провод | 2017 |
|
RU2683252C1 |
| Провод неизолированный сталеалюминиевый высокопрочный, высокопрочный высокотемпературный (варианты) | 2020 |
|
RU2748682C1 |
| Неизолированный провод с функцией мониторинга технических параметров в режиме текущего времени (варианты) | 2018 |
|
RU2686837C1 |
| СТАЛЕАЛЮМИНИЕВЫЙ ПРОВОД С ВСТРОЕННЫМ ОПТИЧЕСКИМ КАБЕЛЕМ ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ (ВАРИАНТЫ) | 2014 |
|
RU2581159C1 |
| НЕСУЩИЙ ТРОС КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ | 2012 |
|
RU2509666C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ПРОВОДА ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ И ПРОВОД, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2011 |
|
RU2447525C1 |
| Оттяжка к опорам всех типов воздушных линий электропередачи (варианты) | 2020 |
|
RU2753126C1 |
Изобретение относится к области электротехники. Сталеалюминиевый высокопрочный, высокотемпературный изолированный провод для воздушной линии электропередачи содержит стальной сердечник, изготавливается многооперационным способом, заключающемся в послойном изготовлении сердечника, количество слоев может изменяться от одного до четырех. Скрутка слоев производится в противоположные стороны. Для уменьшения влияния точечного контакта проволок в сердечнике, являющихся концентраторами напряжений, каждый последующий слой стальных проволок, свитых вокруг центральной проволоки, пластически деформирован со степенью обжатия по площади поперечного сечения 5-8%. Пластическое деформирование каждого слоя в отдельности сглаживает поверхность слоя перед скруткой последующего, концентраторы напряжений от точечного контакта проволок сведены к минимуму. 1 з.п. ф-лы, 1 ил. 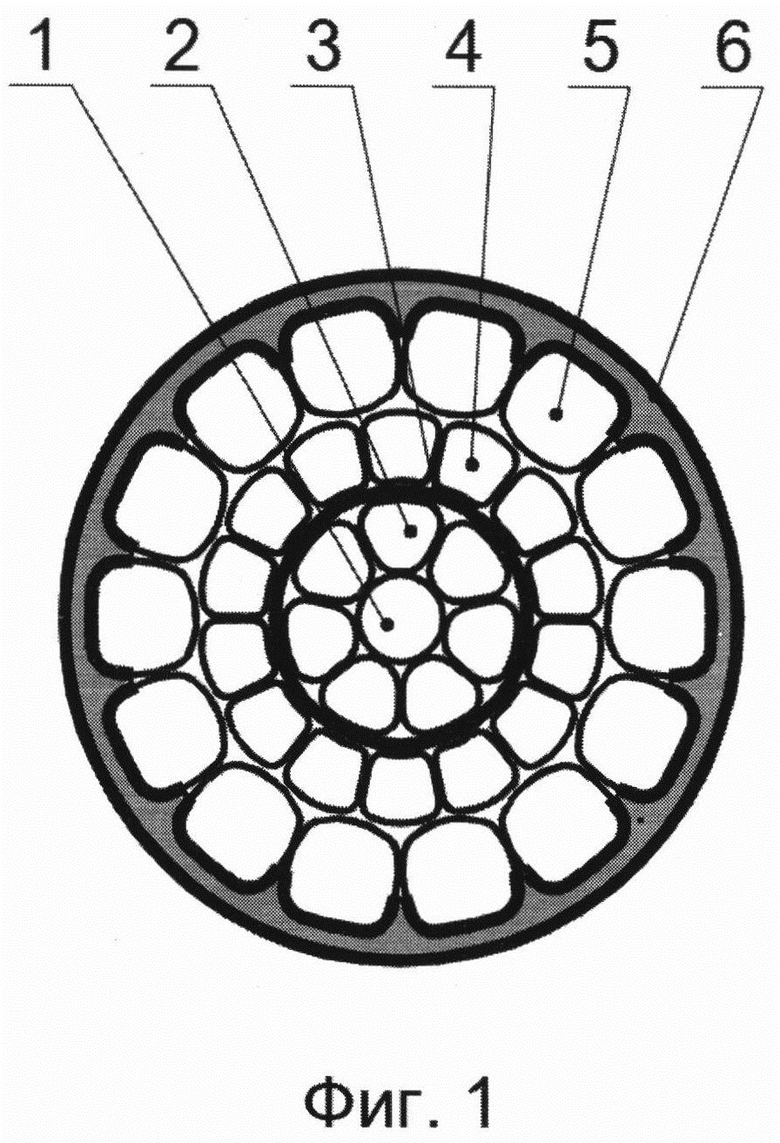
1. Сталеалюминиевый высокопрочный, высокотемпературный изолированный провод для воздушной линии электропередачи, в котором стальной сердечник свит многооперационным способом с точечным касанием проволок сердечника, скрутка слоев производится в противоположные стороны, количество слоев в сердечнике до четырех, каждый последующий слой сердечника, свитый вокруг центральной проволоки, пластически деформирован со степенью обжатия по площади поперечного сечения 5-8%, сердечник покрыт слоем смазки толщиной 0,2÷0,5 мм, стойкой к воздействию высокой температуры, вокруг сердечника выполнены противоположно направленные токопроводящие слои проволок из сплава на основе алюминия, включающего цирконий 0,20÷0,40 вес. %, каждый слой в отдельности пластически деформирован по наружной поверхности проволок провода со степенью обжатия по площади поперечного сечения 6-12%, верхний слой провода покрыт термоустойчивым полимером.
2. Сталеалюминиевый высокопрочный, высокотемпературный изолированный провод для воздушной линии электропередачи по п. 1, отличающийся тем, что токопроводящие разнонаправленные слои провода выполнены из алюминия.
| Способ получения ди-(фторалкил)-дихлорсиланов | 1960 |
|
SU134690A1 |
| Машина для нанесения клея по периметру на край вырубленной подошвы | 1952 |
|
SU96442A1 |
| Канат-кабель | 1980 |
|
SU867093A1 |
| WO 2012142129 A1, 18.10.2012. | |||

