Изобретение относится к производству и эксплуатации стальных канатов, а именно к способам пропитки их смазкой или другим пропиточным составом.
В практике наибольшее распространение получил простейший способ смазки стальных канатов, заключающийся в протягивании каната через ванну с разогретым жидким пропиточным составом /1/.
Недостатком этого способа является неполная пропитка каната по сечению, так как, попадая внутрь каната, разогретая смазка остывает и закупоривает зазоры, препятствуя дальнейшему проникновению. Поэтому этот способ пригоден только для нанесения консервационной смазки на поверхность каната.
Задачей изобретения является разработка способа смазки, обеспечивающего пропитку стального каната смазкой по всему сечению.
Это достигается тем, что канат протягивают сквозь ванну с разогретым пропиточным составом и одновременно подвергают циклическому изгибу, причем частоту циклического изгиба выбирают такой, чтобы повысить температуру за счет работы сил внутреннего трения в канате при изгибе выше температуры каплепадения пропиточного состава, но не выше температуры жидкого пропиточного состава в ванне.
Физический смысл изобретения заключается в использовании диссипации энергии вследствие внутреннего конструкционного трения при изгибе для разогрева каната, необходимого для проникновения смазки внутрь каната.
Частоту циклического изгиба каната можно выбирать по формуле:
где C - удельная теплоемкость каната;
μ - линейная плотность каната;
ρo - радиус изгиба каната;
b - трибожесткость каната;
vК - скорость протяжки каната;
L - общая длина каната в зоне циклических изгибов;
T0 - начальная температура каната;
TК - температура каплепадения пропиточного состава;
Tb - температура жидкого пропиточного состава в ванне.
Предлагаемое изобретение устанавливает наиболее благоприятный температурный режим, обеспечивающий нормальное протекание технологического процесса пропитки свитого каната смазкой и обладает, таким образом, существенными отличиями.
Если температура каната ниже температуры каплепадения смазки, то смазка застывает внутри каната и не проникает внутрь по всему сечению. Если же температура каната выше температуры ванны, то смазка будет вытекать из каната после выхода из ванны, что также ухудшает качество пропитки.
На чертеже показан пример осуществления способа при помощи роторного устройства.
Канат 1 протягивают сквозь ванну с пропиточным составом 2, огибая ротор 3 с расположенными на его периферии роликами 4, на которых канат испытывает циклический изгиб. Ротор 3 вращают с большей скоростью, чем это необходимо для протяжки каната. Благодаря этому, каждое сечение каната испытывает большее число перегибов, чем число роликов, одновременно контактирующих с канатом. В принципе, увеличивая скорость ротора n, можно получить любую желаемую частоту циклических изгибов каната.
При каждом изгибе на ролике в канате происходят относительные смещения проволок и возникает, так называемое, внутреннее конструкционное трение, за счет которого температура каната повышается.
Скорость вращения ротора, то есть частоту перегибов, подбирают таким образом, чтобы в результате суммарного нагрева канат получил температуру выше температуры каплепадения, но не выше фактической температуры пропиточного состава. Благодаря этому смазка не застывает внутри каната и он пропитывается по всему сечению. Дальнейшее увеличение скорости вращения ротора нецелесообразно, так как сильный разогрев каната приведет к вытеканию смазки после выхода из ванны.
Поэтому частоту циклического изгиба каната следует подбирать так, чтобы обеспечить нагрев каната до температуры, близкой к температуре пропиточного состава, но не превышающей ее.
Подбор требуемой частоты циклического изгиба (скорости вращения ротора) можно производить экспериментально. Для этого производят протяжку каната при разных частотах изгиба и при каждой частоте замеряют температуру каната на выходе из ванны. По результатам таких опытов составляют таблицы требуемых частот для канатов разных конструкций и диаметров.
Пример. Проводилась пропитка каната по ГОСТ 3070-80 диаметром 4,8 мм смазкой Торсиол-35 при помощи трехроторного устройства. Диаметры роторов по осям роликов 194 мм; диаметры роликов по канавке 30 мм; число роликов на каждом роторе 7 шт. Канат запасован таким образом, что испытывал одновременно перегиб на 10 роликах.
До заполнения ванны смазкой производилось протягивание каната с замером его температуры при разных скоростях вращения роторов.
Скорость протягивания каната 18 м/мин. Установлено, что при скорости вращения роторов 150 об/мин температура каната повышалась от 20oC до 85oC. Указанная скорость вращения роторов соответствует частоте циклических изгибов каната ν = 11,01 1/с. Таким образом, частота ν = 11,01 1/с в данных условиях позволяет осуществить нагрев каната выше температуры каплепадения смазки 70oC.
После этого ванна загружалась расплавленной смазкой, температура которой поддерживалась на уровне 95 - 100oC и осуществлялся процесс смазки каната при вращении роторов со скоростью 150 об/мин. В результате получена качественная пропитка каната смазкой по всему сечению.
Требуемую частоту циклического изгиба каната можно также определять расчетным путем на основе интегральной характеристики диссипации энергии в канате при изгибе - трибожесткости /2/. Для этого может служить следующая формула (см. прилагаемую расчетно-пояснительную записку)
где C - удельная теплоемкость каната;
μ - линейная плотность каната;
ρo - радиус изгиба каната;
b - трибожесткость каната;
vК - скорость протягивания каната;
L - общая длина каната в зоне циклических изгибов;
T0 - начальная температура каната;
TК - температура каплепадения пропиточного состава;
Tb - температура жидкого пропиточного состава в ванне.
Численные значения трибожесткости b для канатов разных конструкций следует определять по формуле /2/
b = (a1σp+a2)d4,
где σp - среднее напряжение растяжения в канате;
d - диаметр каната;
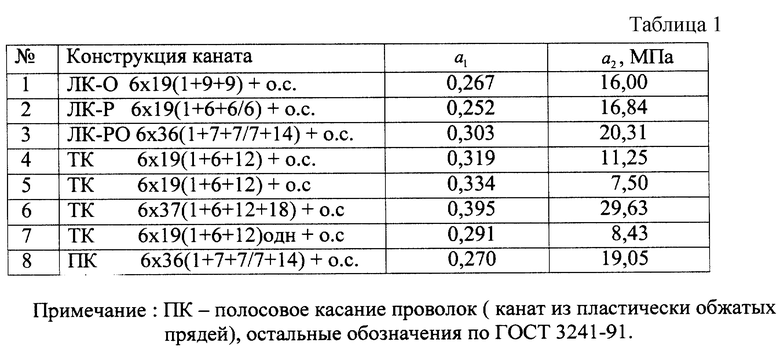
a1, a2 - эмпирические коэффициенты, определяемые по табл. 1.
Значения коэффициентов a1 и a2 для канатов других конструкций могут быть определены экспериментально по известной методике.
Приведем пример расчета для каната по ГОСТ 3070-80 диаметром 4,8 мм при следующих данных: C = 448 кг/град; μ = 0,08 кг/м; ρo = 0,017 м; vК = 0,30 м/с; b = 0,02 нм2; L = 0,61 м; T0 = 20oC; TК = 70oC; Tb = 100oC.
В результате расчета имеем:
14,28 < ν ≅ 20,40 1/c
Если для циклического изгиба каната используется один или несколько роторов (см. чертеж), то от частоты можно перейти к требуемому числу оборотов по следующей формуле:
где R - радиус ротора (расстояние от оси ротора до оси каната в месте изгиба на ролике);
nР - число роликов, одновременно взаимодействующих с канатом;
знак минус означает вращение ротора против направления движения каната, знак плюс - наоборот.
Для рассмотренного выше примера при nР = 6 (см. чертеж) и R = 0,097 м, L = 0,61 м и vК = 0,30 м/с имеем 151,2 < n ≅ 216,0 об/мин при вращении ротора против хода каната и 191,8 < n ≅ 274,0 об/мин при вращении ротора по ходу каната.
Циклический изгиб каната в ванне со смазкой можно осуществлять не только при помощи роторов, но и другими способами. Например, канат можно протягивать сквозь роликовый рихтователь. Также можно возбуждать вынужденные изгибные колебания участка каната в ванне и тому подобное.
Использование предлагаемого способа позволяет оптимизировать процесс смазки стальных канатов и получать качественную пропитку стального каната смазкой в свитом состоянии. Решение этой проблемы позволяет отказаться от смазки прядей в процессе свивки на прядевьющих машинах, что приведет к снижению расхода смазочного материала на 5-10%, упростит технологию, снизит энергетические затраты за счет ликвидации систем подогрева и подачи смазки в конус свивки на прядевьющих машинах, улучшит санитарные условия в канатном цехе.
Источники информации:
1. Авт. свидет. SU 377458, D 07 B 7/12, 1973 г., с. 2.
2. Малиновский В.А. Жесткостные потери на блоках. Строительные и дорожные машины, 1984, N 10, с. 24-26.
Расчетно-пояснительная записка к заявке "Способ пропитки стального каната" авторов Малиновского В.А., Левченко М.Н., Пригоды А.А.
При изгибе стального каната на блоках и роликах происходит диссипация энергии - т.н. жесткостные потери - вследствие внутреннего конструкционного трения между элементами каната. При единичном изгибе на блоке это повышение температуры незаметно. Однако при часто повторяющихся изгибах нагрев каната становится достаточно заметным. Такое явление наблюдается, в частности, при испытаниях канатов на быстроходных пробежных машинах.
В данной заявке эффект нагрева каната при циклическом изгибе используется для улучшения качества пропитки каната смазкой. Ниже приводится вывод расчетной формулы для определения требуемой частоты циклического изгиба.
Расчет количества теплоты Q, выделяющейся в канате при изгибе, проведем на базе квазиупругой расчетной модели стального каната при изгибе /1/, в соответствии с которой приведенная изгибная жесткость
G1,2 = B±b,
где B - упругая изгибная жесткость каната;
b - трибожесткость, т.е. часть изгибной жесткости, обусловленной внутренним конструкционным трением в канате.
Индекс 1 и знак плюс применяется при изгибе каната, а индекс 2 и знак минус - при выпрямлении.
Заметим, что диссипация энергии в канате при изгибе, то есть выделившаяся теплота, зависит от величины трибожесткости.
Работа изгиба каната определяется формулой:
где l - длина изгибаемого участка;
χ - кривизна;
S - осевая координата.
Диссипация энергии за цикл изгиб - выпрямление:
Таким образом, трибожесткость b является интегральной диссипативной характеристикой каната при циклическом деформировании.
Применительно к изгибу на ролике в (1) функция χ(S) является функцией изменения кривизны каната на переходном участке (в зоне набегания на ролик).
Используя решение задачи о форме изгиба переходного участка из работы /1/, после интегрирования (1) имеем:
Отнесем диссипацию энергии к единице длины каната
где ρ0 - радиус изгиба каната на ролике.
Формула (3) определяет удельную (на единицу длины) диссипацию энергии в канате при прохождении отдельного ролика.
Ясно, что полная диссипация при m перегибах на роликах
Отсюда определяется требуемое число перегибов
Учитывая, что Q = CμΔT (где C - удельная теплоемкость каната; μ - линейная плотность; ΔT = Tp-To - разность между конечной и начальной) температурами каната), имеем:
Удельную теплоемкость каната, пренебрегая неметаллическим сердечником, примем для стали C = 448 Дж/кг•град.
Трибожесткость b зависит от конструкции каната, натяжения, условной смазки и других факторов. Зависимость ее от натяжения описывается формулой /2/
b = (a1σp+a2)d4, (7)
где σp/ - напряжение растяжения каната;
d - диаметр каната;
a1 и a2 - эмпирические коэффициенты.
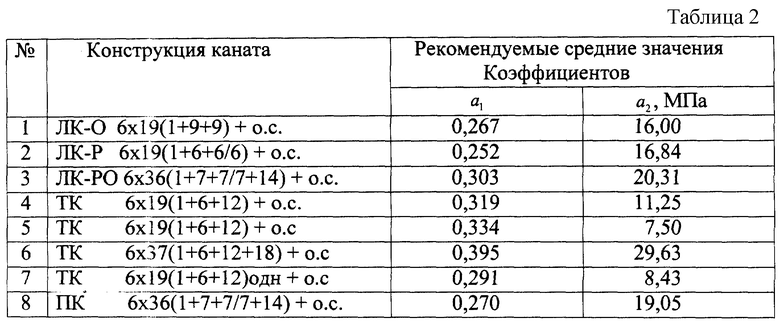
В результате специальных опытов получены значения коэффициентов a1 и a2, которые приведены в табл. 2.
Объединяя (6) и (7) имеем
От требуемого числа перегибов перейдем к более универсальному показателю - частоте. Действительно
m = ντ,
где ν - частота циклических изгибов каната;
τ - время прохождения сечением каната всего участка, находящегося в зоне изгибов.
Так как  где L - длина участка каната, находящегося в зоне изгибов; vК - скорость каната, то
где L - длина участка каната, находящегося в зоне изгибов; vК - скорость каната, то 
Объединяя (6) и (9) имеем частоту
По условию п.1 формулы изобретения
(Tк-To)∠ΔT ≅ (Tb-To) (11)
где T0 - начальная температура каната;
TК - температура каплепадения пропиточного состава;
Tb - температура жидкого пропиточного состава в ванне.
С учетом (11) условие (10) принимает следующий вид
Это условие (12) вошло в п.2 формулы изобретения.
В случае осуществления циклических изгибов каната при помощи роторов, из условия
где  - расстояние между роликами по оси каната;
- расстояние между роликами по оси каната; - относительная скорость движения роликов относительно каната, имеем формулу для расчета требуемого числа оборотов ротора
- относительная скорость движения роликов относительно каната, имеем формулу для расчета требуемого числа оборотов ротора
Здесь R - радиус ротора (по оси каната на ролике);
nР - число роликов, одновременно взаимодействующих с канатом; знак минус означает вращение ротора против направления движения каната, знак плюс - наоборот.
При такой скорости вращения ротора канат разогреется механическим путем за счет внутреннего трения между его элементами на заданную величину разности температур ΔT.
Примеры численных расчетов по формулам (12) и (13) приведены в тексте заявки.
Литература
1. Малиновский В. А. Изгиб стального каната с учетом квазиупругих свойств.: Машиноведение, 1987, с. 75-81.
2. Малиновский В. А. Жесткостные потери на блоках.: Строительные и дорожные машины, 1984, N 10, с. 24-26.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ СТАЛЬНОГО КАНАТА | 1999 |
|
RU2186895C2 |
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ СТАЛЬНОГО КАНАТА | 1999 |
|
RU2174570C2 |
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ СТАЛЬНОГО КАНАТА | 1999 |
|
RU2173365C2 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОГО ИЗДЕЛИЯ | 1999 |
|
RU2175276C2 |
| СПОСОБ ПРОПИТКИ И СУШКИ ЭЛЕКТРОИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128392C1 |
| СОСТАВ ДЛЯ ОБРАБОТКИ КАНАТНО-ВЕРЕВОЧНЫХ ИЗДЕЛИЙ И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2007 |
|
RU2346091C1 |
| Смазка для пропитки органических сердечников стальных канатов | 1980 |
|
SU937508A1 |
| СПОСОБ ПОЛУЧЕНИЯ РУЛОННОГО, КРОВЕЛЬНОГО И ГИДРОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2002 |
|
RU2234577C2 |
| ПРИЦЕП ДЛЯ ПЕРЕМЕЩЕНИЯ И РАЗМОТКИ ПАКОВКИ НИТЕВИДНОГО МАТЕРИАЛА | 1997 |
|
RU2136519C1 |
| ОБЖИМНОЕ УСТРОЙСТВО К КАНАТОВЬЮЩЕЙ МАШИНЕ | 1996 |
|
RU2097460C1 |
Изобретение относится к сталепроволочно-канатному производству, а именно к способу пропитки их смазкой или другим пропиточным составом. Канат протягивают сквозь ванну с разогретым жидким пропиточным составом и одновременно подвергают его циклическим изгибам, причем частоту циклических изгибов выбирают такой, чтобы повысить температуру каната за счет работы сил внутреннего трения в канате при изгибе выше температуры каплепадения пропиточного состава, но не выше температуры жидкого пропиточного состава в ванне. Использование предлагаемого способа позволяет оптимизировать процесс смазки стальных канатов и получить качественную пропитку стального каната смазкой или другим пропиточным составом в свитом состоянии. 1 з.п. ф-лы, 1 ил., 2 табл.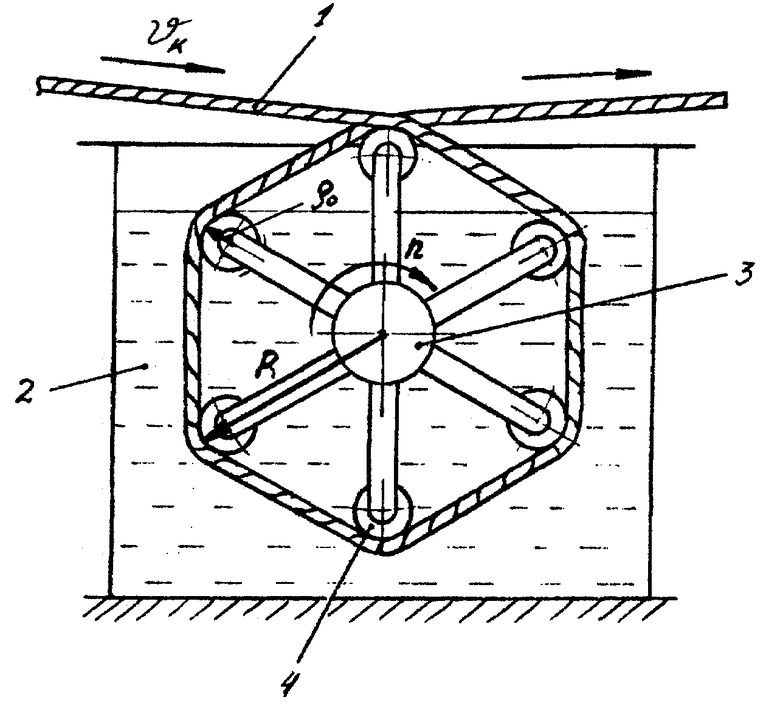

где С - удельная теплоемкость каната;
μ - линейная плотность каната;
ρo - радиус изгиба каната;
b - трибожесткость каната;
vk - скорость протяжки каната;
L - общая длина каната в зоне циклических изгибов;
To - начальная температура каната;
Tk - температура каплепадения пропиточного состава;
Тb - температура жидкого пропиточного состава в ванне.
| УСТАНОВКА ДЛЯ ПРОПИТКИ СЕРДЕЧНИКОВ СТАЛЬНЫХ | 0 |
|
SU377458A1 |
| Установка для пропитки сердечников стальных канатов | 1973 |
|
SU475432A2 |
| Установка для пропитки витых изделий | 1983 |
|
SU1174508A1 |
| СПОСОБ ПРОПИТКИ ВЯЗКИМИ СОСТАВАМИ СЕРДЕЧНИКОВ | 0 |
|
SU371288A1 |
| Устройство для смазки каната | 1983 |
|
SU1142554A1 |
