В производстренной практике промышленных предприятий листовые черные и цветные материалы правятся на специальных приводных станках, а при отсутствии таковых листовой материал правится вручную на металлических плитах при помощи стальных и деревянных молотков в холодном состоянии или с подогревом.
Все вышеперечисленные методы правки листового материала и заготовки не дают вполне положительных результатов. Неточности правки плоских деталей из листового материала, которые идут на сборку изделий, влекут за собою затруднения сборки этих изделий и дают пониженное качество выпускаемой продукции.
Уже предлагалось поэтому производить правку листового металла путем прессования его одновременно с нагревом.
Предлагаемое устройство предназначено именно для такой правки листового металла путем одновременного воздействия на него нагрева и давления и состоит, согласно изобретению, из электропечи с введенной в нее прессовальной плитой гидравлического пресса.
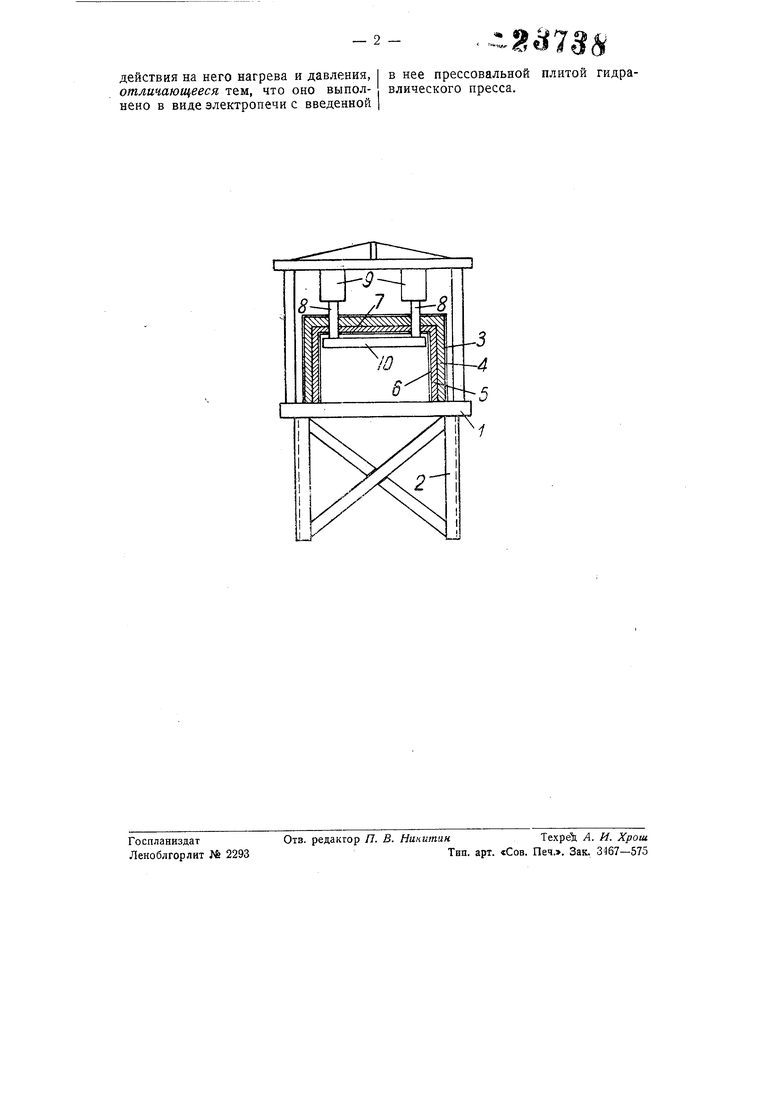
На чертеже схематически показано такое устройство.
Основание / электропечи покоится на стойках 2. Электропечь состоит из заключенной в кожух 3 огнеупорной кладки 4, внутри которой расположено нагревательное сопротивление 5 в виде, например, спиралей из нихромовой ленты или проволоки, защищенное изнутри слоем электроизоляции 6.
Через свод 7 печи пропущены колонки 8 гидравлических прессов 9, поддерживающие помещенную внутри печи прессовальную плиту 10. Под плиту ставится обойма с листовым материалом; последний прижимается прессовальной плитой 10 к обойме и печь включается на требуемую температуру и время выдержки, в зависимости от рода металла и толщины листов. Так, например, для латуни требуется температура 300-350°, для красной меди 250-300°, цинка 130°, алюминия 200°, для поделочной углеродистой стали 450-600°.
Выдержка времени зависит от количества и размеров листов.
Таким же образом можно производить правку других (кроме листов) деталей в обоймах соответственных конфигураций.
Предмет изобретения.
Устройство для правки листового металла путем одновременного воздействия на него нагрева и давления, отличающееся тем, что оно выполнено в виде электропечи с введенной
в нее прессовальной плитой гидравлического пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРИП-ОТЖИГА ТИТАНОВОГО ЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2357827C1 |
| Способ изготовления кожуха из алюминиевого деформируемого сплава | 2021 |
|
RU2771167C1 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2028850C1 |
| СПОСОБ КРИП-ОТЖИГА ТИТАНОВОГО ЛИСТОВОГО ПРОКАТА | 2013 |
|
RU2532674C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Способ термической обработки крупногабаритных стальных плит | 1985 |
|
SU1280032A1 |
| Способ правки листовых изделий | 1977 |
|
SU795617A1 |
| СПОСОБ ПРАВКИ ЛИСТОВЫХ РЕЛЬЕФНЫХ ДЕТАЛЕЙ ТЕРМОФИКСАЦИЕЙ | 1969 |
|
SU249332A1 |
| СПОСОБ ПРАВКИ ИЗДЕЛИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2004 |
|
RU2256709C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2197554C2 |