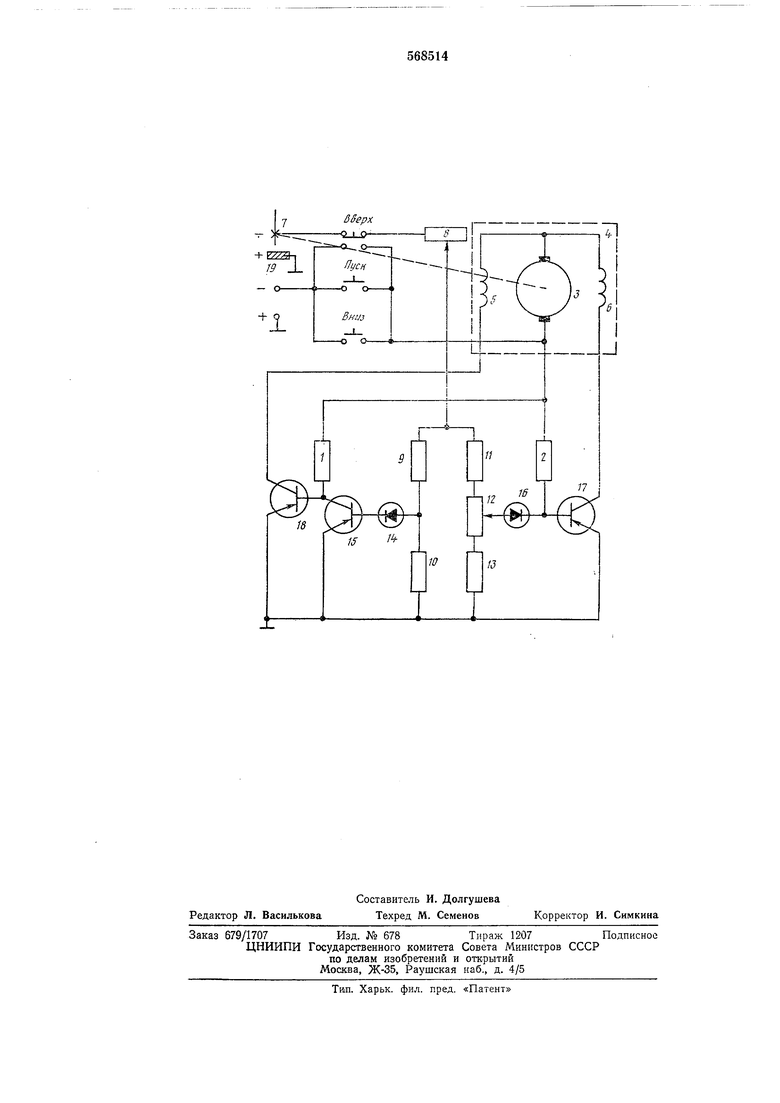
Коллектор транзистора 15 соединен с базой транзистора 18 и через резистор 1 с выходом обмотки якоря 3 реверсивного двигателя 4, соединенного также через резистор 2 с базой транзистора 17. Коллекторы транзисторов 17 и 18 подключены к обмоткам возбуждения 5 и 6 реверсивного двигателя 4. Эмиттеры транзисторов 15, 17, 18 включены в общую цель, соединенную с корпусом 19 сварочного станка. Выходной вал реверсивного двигателя 4 механически соединен с подвижным держателем электрода 7. Минус источника питания сварочной дуги подведен к электроду 7, а плюс - к корпусу 19 сварочного станка.
Устройство работает следующим образом.
В процессе сварки напряжение дуги с электрода 7 через нормально замкнутые контакты кнопки «Вверх подается на переменный резистор 8, с помощью которого выставляется иужная рабочая точка - нолдинальная длина дуги, обеспечивающая заданный .оежим сварки. С резистора 8 отрицательное напряжение, пропорциональное напряжению дуги, (Подается на оба делителя напряжений на резисторах 9, 10 и 11, 12, 13.
Если величина напряжения на резисторе 10 больше напряжения стабилизации стабилитрона 14, то последний проводит, :и транзистор 15 открыт, а транзистор 18 закрыт, в обмотке возбуждения 5 ток отсутствует.
При этом же отрицательном напряжении проводит стабилитрон 16, транзистор 17 открыт, и в обмотке 6 возбуждения течет ток, при этом реверсивный двигатель 4 перемещает держатель с электродом 7 в направлении к свариваемому изделию (вниз), длина дуги и напряжение иа электроде 7 уменьшается.
При напряжении, меньщем напряжения стабилизации, стабилитроны 14 и 16 не проводят, тогда транзистор 17 закрыт, транзистор /5 закрыт, и течет ток через обмотку 5 возбуждения реверсивного двигателя 4, при этом происходит увеличение длины дуги или увеличение напряжения на электроде 7 (электрод движется «вверх).
При достижении напряжения стабилизации стабилитрона 16 он вновь проводит, транзистор 17 открыт, течет ток через обмот1ку 6 возбуждения реверсивного двигателя, происходит отработка движения электрода 7 «вниз.
Переменным резистором 12 устанавливается точность, с которой устройство будет выдерживать рабочую точку, при этом МОЖно уменьшить напряжение на стабилитроне 16
по сравнению с напряжением на стабилитроне 14, это приведет к тому, что стабилитрон 14 проводит, транзистор 18 закрыт, а стабилитрон 16 еще не проводит, и транзистор 17 также закрыт. При этом реверсивный двигатель 4 не работает, электрод 7 поддерживается на нормальном для данного изделия уровне над швом.
При автоматической работе устройство питается от источника постоянного тока через кнопку «Пуск. Кнопки с самовозвратом «Вверх и «Вниз предназначены для ручного управления электродом 7 до процесса сварки и после него. При нажатии кнопки
«Вверх замыкается цепь подачи минуса источника постоянного тока в устройство. При этом стабилитроны 14 и 1-6 закрыты, транзисторы 15 и 17 закрыты, транзистор 18 открыт, и реверсивный двигатель 4 отрабатывает движение «Вверх. При нажатии кнопки «Вниз замыкается цепь подачи минуса источника постоянного тока, при этом цепь подачи отрицательного напряжения с электрода 7 на резистор 8 не разрывается, так как кнопка
«Вверх отжата.
На стабилитроны 14 и 16 подается отрицательное напряжение, превышающее порог их срабатывания, транзисторы 15 и 17 открыты, транзистор 18 закрыт, течет коллекторный
ток транзистора 17 через обмотку 6 возбуждения двигателя. Осуществляется перемещение электрода 7 вниз.
Формула изобретения
Устройство для регулирования положения электрода, содержащее исполнительный двигатель, механически связанный с электродом, отличающееся тем, что, с целью упрощения устройства при обеспечении высокого быстродействия и устойчивости регулирования, оно содержит два резисторных делителя напряжения, включенных между электродом и общей шиной, выходные точки делителей через стабилитроны подключены ,ко входам ключевых усилителей, выход одного из которых непосредственно, а другого - через инвертор подключены к соответствующим обмот1ка.м возбуждения иснолнительного двига Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР Afb 218354, кл. В 23 К 9/10, 1964. 5 2. Авторскоесвидетельство СССР
N° 170594, кл. В 23 К 9/10, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ограничитель напряжения холостого хода сварочного трансформатора | 1979 |
|
SU854636A1 |
| Устройство для полуавтоматической сварки | 1987 |
|
SU1479224A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| АВТОМОБИЛЬНЫЙ СВАРОЧНЫЙ АГРЕГАТ | 1992 |
|
RU2042484C1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| Устройство для температурной защиты электродвигателя | 1986 |
|
SU1334255A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Устройство для ограничения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1979 |
|
SU823027A1 |
| Устройство для регулирования скорости двигателя | 1978 |
|
SU856707A1 |
| Сварочный полуавтомат | 1987 |
|
SU1493407A1 |