дов компаратора / включен в цепь датчика 10 сварочного тока, второй его вход через регулируемый делитель напряжения, состоящий из потенциометра 11 и .резистора 12 подключен к стаби-) лизатору 6 напряжения,, третий - стро- бирующий вход - через согласующий резистор 13 подключен к выходу вто- 14.
33 и 32 и резистор 36 поступает на вход а компаратора 7, изменяя режим его работы таким образом, что при повьшшнии тока сварки вьш1е задан ного снижается скважность импульсов с его выхода,, вызывая снижение среднего уровня напряжения на электродвигателе 1 и, соответственно, снирого компаратора 14, Первьш вход вто- ю жение частоты его вращения. При рого компаратора через делитель, со- снижении тока сварки происходит об- стоярщй из резисторов 15 и 16 подклю- ратный процесс. Таким образом, часчен к стабилизатору 6 напряжения, а второй - к цепи измерителя тока электродвигателя 1 - резистор 3 и через резистор 17, диод 18 и конденсатор 19 - к выходу этого компаратора. Кнопка 20 общей точкой соединения контактов через развязывающий диод 21, предохранитель 22 и тумблер 23 соединена с источником 5 сварочного тока. Кнопка 20 размыкающим контактом шунтирует цепь, состоящую из обмотки якоря электродвигателя 1 и одной из
тота вращения приводного электродвигателя и, соответственно, ско1В рость подачи электродной проволоки и ток сварки поддерживаются в заданных пределахо Необходимая зависимост между частотой вращения электродвигателя 1 и током сварки устанавли20 вается регулированием положения движ ка потенциометра 11, подключенного к входу в компаратора 7о Компаратор 14 предназначен дпя защиты электро- двигйтеля 1 от перегрузок. Уровень
20 вается регулированием положения движ ка потенциометра 11, подключенного к входу в компаратора 7о Компаратор 14 предназначен дпя защиты электро- двигйтеля 1 от перегрузок. Уровень
его обмоток возбуждения, а замыкающий 25 предельно допустимого тока электродвигателя задается делителем напряжения на резисторах 15 и 16, питающимся от стабилизатора 6 и подклюконтакт кнопки соединен с коммутатором 4 сварочного тока„ Позициями 24- 43 обозначены элементы, обеспечивающие защиту, необходимый режим работы аппаратуры блока управления„
Сварочный полуавтомат работает следующим образом.
При включении тумблера 23 полуавтомат готов к работе. При нажатии кнопки 20. включается: сварочный коммутатор 4, замыкая свой замыкающ1-{й контакт в цепи питания блока управления электродвигателем 1, При этом на выходе компаратора 7 появляются
чанного к входу а компаратора 14,
30
Напряжение, пропорциональное току якоря электродвигателя 1, поступает с резистора 3 через делители напряжения 28 и 29 на вход в компаратора 14„ При этом, если ток электро- 25 двигателя 1. превышает уровень, задан ный резисторами 15 и 16, кo fflapaтop 14 срабатывает и выдает запрещающее напряжение на стробирующий вход с компаратора 7, который, в свою оче33 и 32 и резистор 36 поступает на вход а компаратора 7, изменяя режим его работы таким образом, что при повьшшнии тока сварки вьш1е заданного снижается скважность импульсов с его выхода,, вызывая снижение сред него уровня напряжения на электродвигателе 1 и, соответственно, снитота вращения приводного электродвигателя и, соответственно, скорость подачи электродной проволоки и ток сварки поддерживаются в заданных пределахо Необходимая зависимость между частотой вращения электродвигателя 1 и током сварки устанавливается регулированием положения движка потенциометра 11, подключенного к входу в компаратора 7о Компаратор 14 предназначен дпя защиты электро- двигйтеля 1 от перегрузок. Уровень
предельно допустимого тока электродвигателя задается делителем напряжения на резисторах 15 и 16, питающимся от стабилизатора 6 и подключанного к входу а компаратора 14,
Напряжение, пропорциональное току якоря электродвигателя 1, поступает с резистора 3 через делители напряжения 28 и 29 на вход в компаратора 14„ При этом, если ток электро- двигателя 1. превышает уровень, заданный резисторами 15 и 16, кo fflapaтop 14 срабатывает и выдает запрещающее напряжение на стробирующий вход с компаратора 7, который, в свою оче

| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный полуавтомат | 1989 |
|
SU1620240A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| Сварочный полуавтомат | 1988 |
|
SU1556840A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| Устройство для полуавтоматической сварки | 1987 |
|
SU1479224A1 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| Электропривод постоянного тока | 1984 |
|
SU1239820A1 |
| Устройство для регулирования частоты вращения электродвигателя постоянного тока | 1989 |
|
SU1753571A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
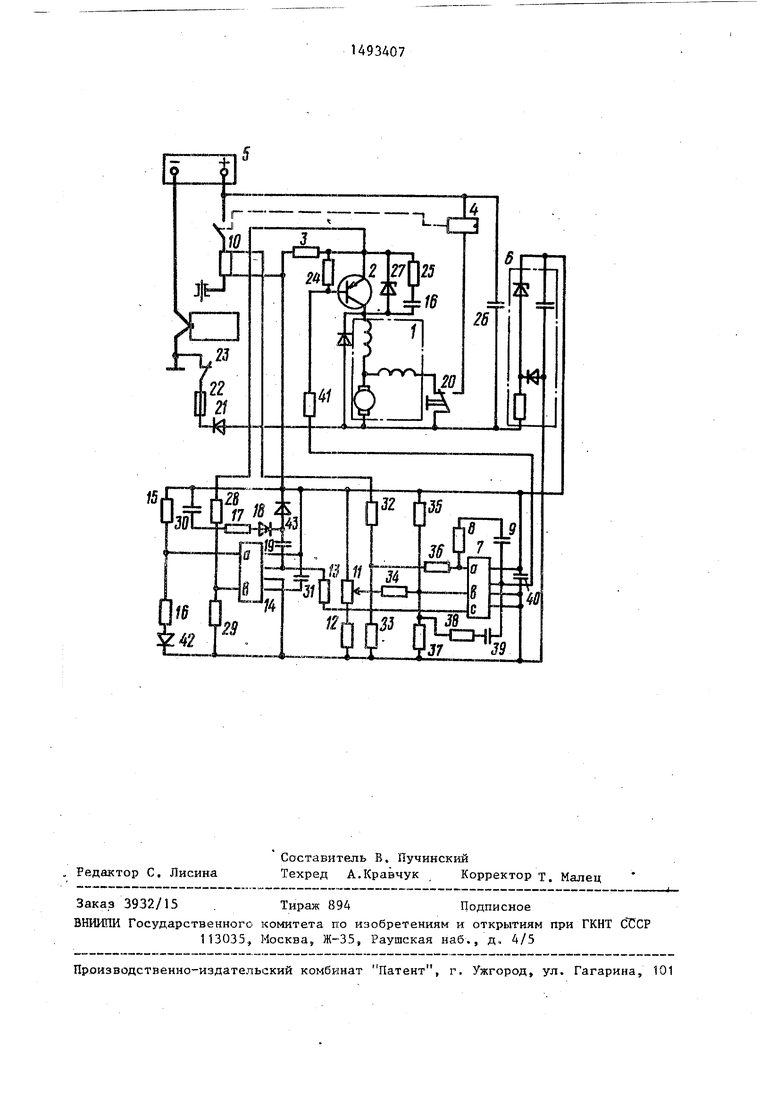
Изобретение относится к сварке и может быть использовано в аппаратах для сварки плавящимся электродом в основном в монтажных условиях. Цель изобретения - повышение надежности и эффективности работы сварочного полуавтомата. Устройство содержит источник сварочного тока, электродвигатель (Э) постоянного тока с двумя обмотками последовательного возбуждения и подключенный параллельно сварочной цепи блок управления циклом работы. Блок управления Э состоит из двух компараторов, силового транзистора и стабилизатора напряжения. Первый компаратор (К) выполнен в виде автогенератора и имеет три входа. Второй К выполнен двухвходовым. Скважность выходных импульсов первого К определяется соотношением уровней напряжения на первом входе, поступающего с измерителя тока сварки, и опорного напряжения на втором входе, т.е. частота вращения Э, а следовательно, и скорость подачи электродной проволоки зависят от величины тока сварки, что улучшает качество сварки. Сварочный полуавтомат позволяет производить работы на большой производственной площади, так как схема управления и привод полуавтомата питаются от источника сварочного тока через один силовой сварочный кабель. Этим обеспечивается его мобильность и увеличивается коэффициент использования полуавтомата по времени. 2 з.п.ф-лы, 1 ил.
шшульсы напряжения, частота которых о редь, закрывает транзистор 2, В это
обусловлена параметрами цепочки: резистор 8 - конденсатор 9. Это напряжение через резистор 41 пршслады- вается к цепи базового силового транзистора 2, вызывая его включение и выключение с частотой выхода компаратора 7 о При этом на электродвигатель I через транзистор 2 с этой же частотой и скважностью поступает напряжение источника 5 сварочного тока (сварочное напряжение) . Дви:га- тель начинает вращаться с частотой .вращения, обусловленной параметрами выходного напряжения компаратора 7, работающего в режиме автогенератора, При возбуждении сварочной дуги по датчику to протекает сварочный ток, а напряжение, пропорциональное это- сварочному току через делители
же время по цепи: резистор 17 - диод 18 заряжается конденсатор 19 При этом падение напряжения на резисторе 17 поддерживает компаратор
45 14 в состоянии его запрета на включение компаратора 7„ Таким образом очевидно, что время заряда конденсатора 19 задает время выключенного состояния компаратора 7, т,е„
gg задает частоту переключения транзистора в режиме токоограничения. Эта частота вьшолнена контролируемой при помощи цепи: резистор 17 - диод 18 - конденсатор 19 с целью
55 исключения выхода из строя транзистора 2, Диод 43 служит для ускоренного разряда конденсатора 19, Прекращение сварки осуществляется отпусканием кнопки 20, при этом коммутаже время по цепи: резистор 17 - диод 18 заряжается конденсатор 19 При этом падение напряжения на резисторе 17 поддерживает компаратор
45 14 в состоянии его запрета на включение компаратора 7„ Таким образом очевидно, что время заряда конденсатора 19 задает время выключенного состояния компаратора 7, т,е„
gg задает частоту переключения транзистора в режиме токоограничения. Эта частота вьшолнена контролируемой при помощи цепи: резистор 17 - диод 18 - конденсатор 19 с целью
55 исключения выхода из строя транзистора 2, Диод 43 служит для ускоренного разряда конденсатора 19, Прекращение сварки осуществляется отпусканием кнопки 20, при этом коммутатор 4 отключается, отключая питание с блока управления, и электродвигатель 1 интенсивно тормозит (электродинамическое торможение с .самовозбуждением) по цепи: якорь электродвигателя - одна из обмоток последовательного возбуждения - размыка- няций контакт кнопки 20,
Испытания предлагаемого полуавтомата в производственных условиях, а также сравнительные испытания показывают его высокую надежность и эффективность, особенно при сварке порошковой проволокой в монтажных условиях.
Формула изобретения
тока сварки, второй через регулируемый делитель - со стабилизатором напряжения, третий, стробирующий, - с выходом второго компаратора, а выход первого компаратора соединен с цепью базы силового транзистора,
2„ Полуавтомат поп, 1, отличающийся тем, что второй
0 компаратор блока управления выпол- йен двухвходовым, причем первый его вход с одной стороны соединен с дополнительно введенным измерителем iTOKa приводного электродвигателя,
5 в с другой стороны через цепь, состоящую из последовательно соединенных резистора, диода и конденсатора, - с выходом второго компаратора, при этом второй его вход через де0 литель напряжения подключен к ста- билияатору напряжения.
3, Полуавтомат по п, 1, о т л и чающийся тем, что схема его управления выполнена на двух элементах: коммутаторе сварочного напряжения и кнопке с двумя контактами: замыкающим и размыкающим, причем общая точка этих контактов через развязывающий диод подключена к источнику сварочного тока, замыкающий контакт - к коммутатору сварочного напряжения, а размыкающий контакт шунтирует цепь якоря электродвигателя и одну из обмоток его возбуждения.
| Устройство для дуговой сварки | 1962 |
|
SU475229A1 |
