1
Изобретение касается производства сварны труб и может найти применение в системах автоматизации процесса наведения индукторов локальной термообработки и др. по оси сформированного сварного шва, имеющего
усиление,
Известен способ l , предназначенный для автоматического контроля профиля проката.
При слежении по известному способу за положением сформированного .шва контролируемую зону освещают с двух сторон лучами, плоскость которых совпадает с поверхностью прилегающего к этой зоне металла, а затем отраженные от боковых поверхносгей усиле1тя шва световые сигналы принимают с помощью телевизионного датчика. В тепевизнонном же датчике принятые сватоаые сигналы преобразуют в электрические импульсы, времешше положение которых
относительно начала телевизионной строки одкоаначно связывают с положением шва.
Используемые в известном способе для освещения лучи видимого спектра создают наряду с полезным сигналом от боковых
поверхностей усиления шва также и сигвал фона за счет рассеянного отражения от прилегающих к шву поверхностей из-ва их шероховатости, что приводит к существенному снижению отношения сигнал-помеха в ухудшает условия выделения попеаного сигнала.
Недостатком известного способа яШ1яеф ся низкая точность слежения за положением сформированного сварного шва.
Поставленная цель достигается тем, что при освещении контролируемой зоны с двух сторон лучами, плоскость которых совпадает с поверхностью прилегают к этой зоне металла, используют лучй инфракрасного спектра с длиной волны Kyj , гсо yt амплитуда шероховатости металла в ковтролируемой зоне,j
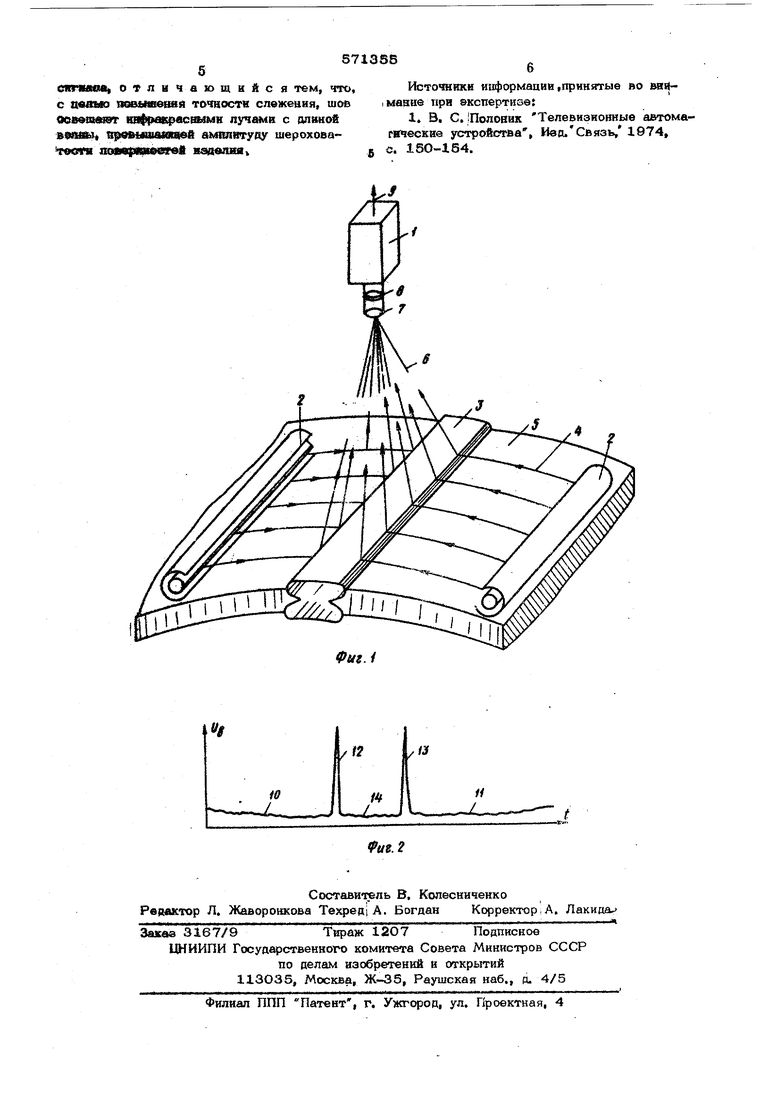
При этом с ростом отношения uj УР ьень фона за счет рассеянного отражения снижается, что приводит к уменьшенаю вероятности ложного срабатывания схемы автоматики и, следовательно, к увеличению точности слежения« Не фиг, 1 пресютавпена схема устройства , поясняяощего прейяагаемый способ; на фиг, 2 - форма сигнала на выходе телевизионного датчика. Схема устройства состоит из телевианоннего датчика 1 я инфракрасных светильников 2 протяасенной формы. Светильники 2 расположены параллельно шву 3 Плоскость падающих лучей 4 совпадает с Ьоверхн хзтями 5 прилегающего к шву 3 металла, Лучи б, отраженные от боковых поверхностей усйлевия шва 3, поступают иа телевиэиоиную камеру 1 через эбъект{Ш 7 и дливиоволновой инфракрасвый филнгр 8.| Лучи 4, исходдациа от инфракрасных свеTEXibUBKOB, 2 и скольэш1ие вдоль поверхностей 5 основного металла, для которых сс людается соотношение ц, .отражаются практически только от боковых поверхирствй ускления шва 3, Выходной сигнал 9 телевизионной камеры 1 изменяется вдоль строки следующим обрааом участки 1О, 11 соответствуют напряжению фона за счет рассе вого| отражения от прилегающих поверхйсхугей 5. Уровень фона зависят от шероховатости поверхности, угла падения лучей а длавы вЬлны облучаюнлаго света. Импульсы 12 в 13 соответствуют отражению 05 левой Я правой боковых поверхностей ;уоиленйа1 шва 3. Участок 14 соответствует напряжению фшш sa счет рассеянного о граасеняя от гребня ш&а 3« Временное положение импульсов 12 и IS отноёителыю качала строчной развертки соо-тветствует положению шва 3 относительно, ч-елевизаонной камеры 1 и жестко свяэанногО с ней технолся аческого ус ойства. Полный телевизионный сигйал 9, содернащий как полезную инффмацию (импульсы 12 к 13), так и помехи (напряжение участков 10, 11, 14) поступает на временной дешифратор (на схеме не показано), где он преобразуетхзя в сигнал регулирования, под- 45 водимый к яспопнительному устройству. Пример. Способ проверен в заводских условиях на трубоэлектросварочном стане Волжского трубного завода на Трубах диаметром 1420 мм Проводили автоматичес кое слежение за сформированным сварным швом при следунлцих его параметрах: высота усиления 2 мм, ширина 2О мм, дмппитуда шероховатости поверхности свариваемых листов 2-3 мкм, Требуемая для наведения на шов технологического устройства (индуктора) точность А 1 мм обеспечивалась при пятикратном превышении полезного сигнала над фоном на входе временного дешифратора, что при выбранном ракурсе подсвечивания шва (угол падения 10 ) достигалось, когда длина волны используемого инфракрасного света Д 3 MB3VJ. В качестве облучаюшвх И1фракрасш 1х источников нспол овалв две кварцевые галогенные ламиы типа КГ-1000-220, Лймпы с гпражателями в щелевыми диафрагмами устанавливали параллельно шву в ва расстояасии SOO мм от нвго1 Дпвва активвой (излучающей) ч&уек паык ISO мм, что обеспечивало равномернее обпученве шва по всему кадру телеанзиокного растра. Высоту подъема светнльвнков выбирали такой, .чтобы обесяечать скольжение tIaдaкздax адопь прилегающих к шву поверхвостей. Внзировавае шва и окопошовной зоны осугавотвляли при помсши телевивиовной камэры от уставовкн типа , в котоРОй был гфименен а{4ракрасный ввдикон. Для яо{швлеввя в принимаемом световом сигнале лучей видимого спектра как от гаримёкдамых ламп, так и.внешних источников (например, QdxoBoe оовещевве), непосредственно перед Ь4кшенью видикона устанавлиаалн кремниевый светофильтр, имеющий длину волны среза а области 2 мкм. Выходной сигвал телевизионной камеры подавали на временной дешифратор. На выходе схемы дешифратора получали сигнал рассогласования, поля иость которого зависела от положения передающей камеры относительно шва. Сигнал рассогласования подавали на исполнительный орган, обеспечивалощнй отслеживание при изменении взаимнот о положения камеры и шва. Использование предлагаемого способа телевизионного слежения позволяет автоматиаировать такие технологические процессы, как локальная термообработка и дефектоскошя шва. При атом от внедрения следящих систем, реализующих предложенный способ. на уставовках локальной термообработки труб ожядается существенный экономический эффект за счет сокращения расходов электроэнергии к воды, а также за счет 5гменьшения капитальных затрат. Формула изобретения Способ телевизионного слежения за положением сформированного сварного шва viyтем освещения контролируемой зоны С двух сторон падающими лучами, плоскость которых совпадает с поверхностью прилегающего к этой зоне металла, и последуклцим телевиаионным приемом отраженного светового
emraeea, отлнчающийс я тем, что, с ц«ишк аввытваий точности слежения, шст OOBomeeer вшфр срвсаымн лучами с шишой Ъ9№Ш щ ятиавооо/вл амш1итуау шероховатасуя дюавржиоеярвй ваовлия
Фи(.1
Источники иаформации,принятые во ИI мание при экспертиге:
I. В, С, Половик Телевизионные автомагическив устройства , Ивд.Связь, 1974, 5 с. 15О-164.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТСЛЕЖИВАНИЯ КРОМОК ПЕРЕД СВАРКОЙ И КОНТРОЛЯ КРОМОК (ВАРИАНТЫ) И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1997 |
|
RU2138374C1 |
| Устройство для слежения за сварнымшВОМ | 1979 |
|
SU829365A1 |
| Способ изготовления сварных труб из ленты и установка для его осуществления | 1987 |
|
SU1718714A3 |
| ВИДЕОСЕНСОРНОЕ УСТРОЙСТВО | 1998 |
|
RU2155653C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ ЛАЗЕРНОЙ СВАРКОЙ | 2009 |
|
RU2456107C1 |
| ГОЛОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ | 2007 |
|
RU2404036C2 |
| УСТРОЙСТВО И СПОСОБ ТЕКУЩЕГО КОНТРОЛЯ ЗОНЫ СВАРКИ, А ТАКЖЕ СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ СВАРКОЙ | 2003 |
|
RU2312745C2 |
| Способ определения положения сварного шва и устройство для его осуществления | 1981 |
|
SU1348109A1 |
| СПОСОБ ПОВЫШЕНИЯ БЕЗОПАСНОСТИ ОФТАЛЬМОХИРУРГИЧЕСКОЙ ОПЕРАЦИИ ПО М.Л.КАШКОВСКОМУ | 2009 |
|
RU2414196C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ ИЗНОСА КОНТАКТНОГО ПРОВОДА (ПРОВОДОВ КОНТАКТНОЙ СЕТИ) | 2011 |
|
RU2486466C2 |
И
