Область техники, к которой относится изобретение
Изобретение относится к способу изготовления стальной трубы путем сварки продольных краев открытой трубы с помощью лазерного луча (далее называемой сваренной лазером стальной трубой), в частности трубы, подходящей для земляных работ и для транспортировки нефти и природного газа для нефтегазопромысловых и магистральных трубопроводов.
Уровень техники
Стальные трубы, известные как нефтегазопромысловые и магистральные трубы, делятся на две большие категории: сварные стальные трубы (например, стальные трубы, сваренные электрической контактной сваркой, и стальные трубы, полученные формовкой на U- и O-образных гибочных прессах, сварки и экспандирования - процессом UOE) и бесшовные стальные трубы. Из этих типов стальных труб стальные трубы, сваренные электрической контактной сваркой, могут быть изготовлены недорогим способом с использованием горячекатаной полосовой стали (так называемой горячекатаной рулонной стали), выступающей в виде исходного материала. Такие стальные трубы могут быть целесообразны с экономической точки зрения.
Тем не менее, стальные трубы, сваренные электрической контактной сваркой, обычно изготавливаются путем формования стальных полос в цилиндрические открытые трубы с помощью формовочных валков (открытыми трубами здесь и в дальнейшем называются стальные полосы в виде трубы, которые сформованы с помощью множества формовочных валков, и края которых не сварены) и дальнейшего сваривания продольных краев открытых труб (то есть обоих краев цилиндрической стальной полосы) с помощью электрической контактной сварки (также называемой высокочастотной сваркой сопротивлением) с одновременным сжатием продольных краев с помощью сжимающих валков. Таким образом, сваренные электрической контактной сваркой стальные трубы обязательно содержат сварное соединение (так называемый шов), и существует проблема ухудшения ударной вязкости шва при низкой температуре. Таким образом, существует проблема использования нефтегазопромысловых и магистральных труб, изготовленных с использованием электрической контактной сварки, в регионах с холодным климатом. Причина, по которой ухудшается ударная вязкость шва при низкой температуре, заключается в следующем: при сварке продольных краев горячий расплавленный металл вступает в реакцию с кислородом воздуха, в результате чего образуется оксид, который с большой вероятностью остается в шве.
Стальные трубы, сваренные электрической контактной сваркой, имеют еще одну проблему: легирующие элементы часто отделяются в расплавленном металле при сварке продольных краев, и, таким образом, часто ухудшается коррозионная стойкость шва. Следовательно, существует проблема, касающаяся использования нефтегазопромысловых и магистральных труб, полученных из сваренных электрической контактной сваркой стальных труб, в агрессивной коррозионной среде (например, кислой).
В этом случае обращают внимание на сварку лучами лазера (далее называемой лазерной сваркой) как на способ сварки, который не ухудшает низкотемпературной ударной вязкости шва или его коррозионной стойкости. При лазерной сварке размеры источника тепла могут быть малы, а энергия тепла может быть сконцентрирована с высокой плотностью, в результате чего может быть предотвращено образование оксида и отделение легирующих элементов в расплавленном металле. Таким образом, использование лазерной сварки при изготовлении сварных стальных труб может предотвратить ухудшение низкотемпературной ударной вязкости или коррозионной стойкости шва.
Таким образом, процесс изготовления сварных стальных труб представляет собой технологию изготовления стальной трубы с помощью сварки продольных краев открытой трубы при воздействии лазерным лучом (то есть стальные трубы, сваренные лазером).
При лазерной сварке расплавленный металл образуется в очень узкой области. В результате шов сваренной лазером стальной трубы может иметь отверстие, если место контакта продольных краев открытой трубы, в котором сжимающие валки сжимают продольные края (далее - место контакта или место сжатия), смещено вдоль окружности относительно позиции воздействия лазерным лучом. Часть, имеющая такое отверстие, должна рассматриваться как дефект сварки и должна быть удалена, что снижает скорость выпуска сваренных лазером стальных труб.
Для решения указанной задачи были изучены различные способы отслеживания состояния воздействия лазерным лучом при изготовлении стальных труб лазерной сваркой.
Например, в документе JP H10-76383 описан способ оценки состояния лазерной сварки, в котором лазерный луч воздействует на одну сторону стальной полосы, и при этом отслеживают излучение плазмы, появляющееся на другой стороне. Тем не менее, излучение плазмы рассеивается по широкой области, так что с помощью этого способа трудно точно понять состояние лазерной сварки и невозможно точно обнаружить любые сдвиги позиции воздействия лазерным лучом относительно продольных краев.
В документе JP H8-267241 описан способ оценки состояния образования валика сварного шва при сквозном проплавлении, в котором измеряют интенсивность излучения, порожденного лазерной сваркой. Тем не менее, интенсивность излучения значительно изменяется в зависимости от различных факторов, следовательно, для этой технологии трудно точно понять состояние образования валика сварного шва при сквозном проплавлении.
В документе JP 2001-25867 описан способ управления условиями сварки, в котором создается изображение расплавленного металла, образовавшегося при дуговой сварке, при этом полученное изображение используют для анализа формы валиков сварного шва при сквозном проплавлении. Прямое применение этого способа, предназначенного для дуговой сварки, к лазерной сварке не позволяет создавать четкие изображения расплавленного металла. Это объясняется тем, что при лазерной сварке тепловая энергия сконцентрирована с большой плотностью, из-за чего создается повышенная интенсивность светового излучения. В результате при лазерной сварке трудно точно понять форму валиков сварного шва при сквозном проплавлении.
В документе JP 2001-25867 описан способ воздействия на расплавленный металл лазерным лучом через интерференционный фильтр, тем не менее, этот лазерный луч используется для создания изображения расплавленного металла и, следовательно, не вносит вклада в сварку.
Задача изобретения заключается в создании способа изготовления стальной трубы лазерной сваркой, который характеризуется высокой скоростью и стабильностью, и в котором точно оценивается состояние лазерной сварки при изготовлении сваренной лазером стальной трубы, при этом указанная оценка используется для изменения условий сварки.
Раскрытие изобретения
Указанная задача решена в способе изготовления стальной трубы лазерной сваркой, в котором из стальной полосы формуют цилиндрическую открытую трубу и затем открытую трубу сваривают путем воздействия на ее внешнюю поверхность лазерным лучом при одновременном сжатии продольных краев открытой трубы сжимающими валками, при этом способ включает в себя этап, на котором отслеживают со стороны внутренней поверхности открытой трубы точку воздействия лазерного луча, которым облучают продольные края, и этап оценки, на котором при обнаружении сквозного проплавления снаружи до внутренней поверхности открытой трубы условия сварки лазерным лучом не изменяют, а если не обнаруживают сквозного проплавления снаружи до внутренней поверхности открытой трубы, условия сварки лазерным лучом изменяют так, чтобы сварка могла выполняться со сквозным проплавлением, проникающим от внешней поверхности до внутренней поверхности открытой трубы в точке воздействия лазерным лучом. Предпочтительно размер сквозного проплавления, измеренный со стороны внутренней поверхности открытой трубы, больше или равен 0,2 мм в диаметре. Также предпочтительно, чтобы место контакта продольных краев, в котором валки сжимают продольные края, было расположено в расплавленном металле, образовавшемся при воздействии лазерного луча. Иными словами, место контакта продольных краев, в котором валки сжимают продольные края, расположено предпочтительно в сквозном проплавлении.
Предпочтительно используют дополнительный источник тепла для нагревания продольных краев со стороны внешней поверхности, так чтобы эти продольные края могли быть нагреты и расплавлены, а на нагретую часть воздействуют лазерным лучом.
Предпочтительно дополнительным источником тепла является дуга.
Предпочтительно, кроме этапа, на котором отслеживают со стороны внутренней поверхности открытой трубы точку воздействия лазерного луча, которым облучают продольные края, способ дополнительно включает в себя этап измерения с помощью датчиков параметров пучка отраженного светового излучения и свечения плазмы из точки воздействия лазерным лучом, при этом этап оценки осуществляют следующим образом: для состояния сварки, которое отслеживают на основе отдельных измерений, осуществляемых датчиками, при обнаружении сквозного проплавления снаружи до внутренней поверхности открытой трубы, и если малы изменения относительных значений измеренных параметров пучка отраженного светового излучения и свечения плазмы, условия сварки лазерным лучом не изменяют, а если не обнаруживают сквозного проплавления снаружи до внутренней поверхности открытой трубы, если оно нестабильно или повторно закрылось, и если велики изменения относительных значений измеренных параметров пучка отраженного светового излучения и свечения плазмы, условия сварки лазерным лучом изменяют так, чтобы сварка могла выполняться со сквозным проплавлением, проникающим от внешней поверхности до внутренней поверхности открытой трубы в точке воздействия лазерным лучом.
Следует отметить, что упомянутое выше отраженное световое излучение также называется световым излучением обратной связи.
Предпочтительно, чтобы размер сквозного проплавления, измеренный со стороны внутренней поверхности открытой трубы, был не меньше 0,2 мм в диаметре.
Предпочтительно место контакта продольных краев, в котором валки сжимают продольные края, расположено в расплавленном металле, образовавшемся при воздействии лазерного луча.
Предпочтительно место контакта продольных краев, в котором валки сжимают продольные края, расположено в сквозном проплавлении.
Предпочтительно излучатель лазерного луча и дополнительный источник тепла действуют совместно.
Предпочтительно излучатель лазерного луча и дополнительный источник тепла действуют совместно, при этом дополнительный источник тепла нагревает продольные края до воздействия лазерным лучом.
Предпочтительно излучатель лазерного луча представляет собой волоконный лазер, мощность которого превышает 15 кВт, при этом длина фокусировки лазера больше или равна 200 мм.
Предпочтительно расстояние между точкой воздействия лазерным лучом и электродом дуги, измеренное на внешней поверхности открытой трубы, не превышает 7 мм.
Предпочтительно параметры пучка отраженного светового излучения измеряют со стороны внешней поверхности открытой трубы, а параметры свечения плазмы измеряют со стороны внутренней поверхности открытой трубы.
Предпочтительно лазерный луч состоит из нескольких лазерных лучей, при этом сварку осуществляют так, что сквозные проплавления проникают от внешней поверхности открытой трубы до ее внутренней отдельно в точках воздействия лазерными лучами.
Предпочтительно, кроме этапа, на котором отслеживают со стороны внутренней поверхности открытой трубы точку воздействия лазерного луча, которым облучают продольные края, способ дополнительно включает в себя этап измерения с помощью датчиков параметров пучков отраженного светового излучения и свечения плазмы из точки воздействия лазерным лучом, при этом этап оценки осуществляют следующим образом: для состояния сварки, которое отслеживают на основе отдельных измерений, осуществляемых датчиками, при обнаружении сквозных проплавлений снаружи до внутренней поверхности открытой трубы, и если малы изменения относительных значений измеренных параметров пучков отраженного светового излучения и свечения плазмы, условия сварки лазерным лучом не изменяют, а если не обнаруживают сквозных проплавлений снаружи до внутренней поверхности открытой трубы, если они нестабильны или повторно закрылись, и если велики изменения относительных значений измеренных параметров пучков отраженного светового излучения и свечения плазмы, условия сварки лазерным лучом изменяют так, чтобы сварка могла выполняться со сквозными проплавлениями, проникающими от внешней поверхности до внутренней поверхности открытой трубы в точках воздействия лазерными лучами.
Предпочтительно место контакта продольных краев расположено между двумя сквозными проплавлениями, расположенными поперек продольных краев, причем расстояния от этих проплавлений до продольных краев в направлении, перпендикулярном продольным краям, больше расстояния от любого другого сквозного проплавления.
Предпочтительно размеры сквозных проплавлений, измеренных со стороны внутренней поверхности открытой трубы, больше или равны 0,1 мм в диаметре.
Предпочтительно место контакта продольных краев расположено в расплавленном металле, образовавшемся при воздействии лазерными лучами.
Предпочтительно лазерные лучи представляют собой два лазерных луча.
Предпочтительно дополнительный источник тепла для нагревания продольных краев со стороны внешней поверхности открытой трубы используют так, чтобы продольные края можно было дополнительно нагреть и расплавить.
Согласно настоящему изобретению при изготовлении стальных труб лазерной сваркой точно оценивают состояние лазерной сварки, при этом оценка может быть использована для изменения условий сварки таким образом, чтобы место контакта продольных краев всегда было расположено в сквозном проплавлении (сквозных проплавлениях) или расплавленном металле, образовавшемся при воздействии лазерным лучом (лучами). В результате сваренные лазером стальные трубы могут быть стабильно изготовлены с высокой скоростью. Полученные сваренные лазером стальные трубы имеют высокие характеристики в отношении низкотемпературной ударной вязкости и коррозионной стойкости шва и, следовательно, подходят для использования в качестве нефтегазопромысловых и магистральных труб в регионах с холодным климатом или в агрессивной среде.
Краткое описание чертежей
На фиг.1A схематично показан пример сварки согласно изобретению в месте контакта продольных краев открытой трубы, вид в перспективе;
на фиг.1B и 1C - поперечные сечения (в направлении, перпендикулярном линии сваривания) зоны сварки, показанной на фиг.1A, иллюстрирующие сквозное проплавление 4 и расплавленный металл 5, образующийся вокруг сквозного проплавления;
на фиг.2A-2E - точки воздействия несколькими лазерными лучами, виды сверху;
на фиг.3 - средство измерения диаметра сквозного проплавления и средство измерения параметров свечения плазмы;
на фиг.4 - пример сварки в месте контакта продольных краев открытой трубы с использованием лазерных лучей, расположенных так, как показано на фиг.2A, вид в перспективе;
на фиг.5 - средство измерения параметров отраженного светового излучения;
на фиг.6 - способ предотвращения прожога расплавленным металлом с использованием дуги.
Ссылочные позиции:
1 - открытая труба;
2 - продольный край;
3, 3-1, 3-2, 3-3 и 3-4 - лазерный луч;
4 - сквозное проплавление;
5 - расплавленный металл;
6 - шов;
7 - стержень;
8 - камера слежения;
9 - устройство освещения;
10 - датчик свечения плазмы;
11 - блок обработки изображений;
12 - устройство оценки;
13 - устройство управления позицией;
14 - сварочная головка;
15 - датчик отраженного светового излучения;
16 - устройство отслеживания;
17 - устройство отслеживания;
18 - электрод;
19 - дуга;
20 - сварочный ток;
21 - сила Лоренца.
Осуществление изобретения
Для изготовления стальных труб путем лазерной сварки продольных краев открытых труб были изучены и рассмотрены способы отслеживания состояния лазерной сварки. На фиг.1A схематично показан пример сварки в месте контакта продольных краев 2 открытой трубы 1 в соответствии с изобретением, вид в перспективе. Стрелкой A на фиг.1A показано направление перемещения открытой трубы. На соответствующих чертежах показаны сквозное проплавление 4 и образовавшийся вокруг него расплавленный металл 5, которые получены благодаря воздействию лазерного луча 3. При воздействии лазерным лучом 3 продольные края 2 расплавляются благодаря концентрации тепловой энергии и ее высокой плотности, при этом полученный расплавленный металл испаряется, и давление испарения и сила реакции на испарение образуют глубокую полость 4 (далее называемую сквозным проплавлением 4) в расплавленном металле, что показано на фиг.1A. Во внутреннюю часть сквозного проплавления 4 проникает лазерный луч 3, при этом в указанной внутренней части имеется горячая плазма, образовавшаяся благодаря ионизации паров металла, создаваемой энергией лазерного луча 3. На фиг.1B и 1C показаны сквозное проплавление 4 и образовавшийся вокруг него расплавленный металл 5.
Сквозное проплавление 4 обозначает место, в котором тепловая энергия лазерного луча 3 концентрируется с наибольшей плотностью. Таким образом, может быть обеспечено стабильное изготовление сваренной лазером стальной трубы путем отслеживания сквозного проплавления 4 и, как показано на фиг.1B, осуществления лазерной сварки таким образом, чтобы место С контакта продольных краев располагалось в сквозном проплавлении 4. Тем не менее, чтобы место С контакта продольных краев 2 совмещалось со сквозным проплавлением 4, требуется управление позиционированием с высокой точностью. Для этого лазерная сварка должна осуществляться так, чтобы место С контакта продольных краев 2 было расположено в расплавленном металле 5, который образуется вокруг сквозного проплавления 4. В направлении вдоль окружности трубы (в направлении, перпендикулярном линии сварки) длина зоны расплавленного металла 5 равна Lm, при этом она больше размера Lk сквозного проплавления 4. Таким образом, точкой воздействия лазерного луча можно легко управлять в направлении вдоль окружности трубы с помощью сравнительно простых средств, которые основаны на управлении позицией сварочной головки 14 и собирающей линзы или собирающего зеркала, расположенных в сварочной головке 14. В результате можно стабильно изготавливать сваренную лазером стальную трубу. Следует отметить, что место С контакта продольных краев 2 может находиться в любом месте в направлении A перемещения открытой трубы 1 до тех пор, пока в этом месте средняя ширина G зазора между продольными краями 2, измеренная в направлении толщины и обеспечиваемая действием сжимающих валков, не превысит 0,5 мм.
Кроме того, при осуществлении стабильной лазерной сварки сквозное проплавление 4 проникает от внешней поверхности к внутренней поверхности расплавленного металла 5, и его можно точно отслеживать.
Настоящее изобретение основано на этих вышеуказанных сведениях.
Показанную на фиг.1A открытую трубу 1 получают путем формования стальной полосы в цилиндр с помощью формовочных валков. Когда продольные края 2 открытой трубы 1 сжаты сжимающими валками (не показаны на чертеже), на открытую трубу 1 воздействуют лазерным лучом 3 со стороны ее внешней поверхности. В то же время со стороны внутренней поверхности открытой трубы 1 отслеживают точку воздействия лазерным лучом 3 с целью обнаружения сквозного проплавления 4. Сквозное проплавление 4 можно легко обнаружить с помощью обычных средств обработки изображений, так как сквозное проплавление может проникать от внешней поверхности открытой трубы 1 до ее внутренней поверхности. Обнаруженное со стороны внутренней поверхности сквозное проплавление 4 будет означать, что осуществляется стабильная лазерная сварка. В этом случае условия сварки оставляют без изменений. На фиг.1A не показано никаких устройств отслеживания сквозного проплавления 4. Средство отслеживания сквозного проплавления, используемое в изобретении, показано на фиг.3.
Если сквозное проплавление 4 не найдено, то это значит, что оно закрыто. В этом случае условия сварки необходимо изменить и отрегулировать их таким образом, чтобы обеспечить стабильную лазерную сварку. Если при измененных условиях сварки сквозное проплавление 4 будет обнаружено, то лазерное сваривание будут осуществлять при сохранении этих измененных условий сварки. Наиболее вероятно закрытие сквозного проплавления 4 происходит тогда, когда место C контакта продольных краев 2 выходит за границы сквозного проплавления 4 или расплавленного металла 5, образовавшегося вокруг сквозного проплавления 4. Причина этого заключается в следующем. Когда на место C контакта воздействуют лазерным лучом 3, лазерный луч можно легко переместить в зазор в месте C контакта в направлении ширины, в результате чего с большой вероятностью образуется сквозное проплавление. Однако когда лазерным лучом 3 воздействуют на какую-либо точку, отличную от места C контакта, необходимо, чтобы расплавленный металл испарился с поверхности стальной полосы таким образом, чтобы давление испарения и сила реакции на испарение могли сформировать глубокую полость 4 в расплавленном металле 5, но на это требуется более высокая мощность лазера и, следовательно, увеличивается вероятность того, что сквозное проплавление 4 будет закрыто.
Конкретные условия сварки, полученные при регулировке при закрытии сквозного проплавления 4, являются наиболее предпочтительными условиями, при которых точка воздействия лазерным лучом перемещается в направлении вдоль окружности открытой трубы 1, так что место C контакта продольных краев 2 может быть расположено в точке воздействия лазерным лучом 3 (в сквозном проплавлении 4) или в расплавленном металле 5. Например, предпочтительно, чтобы с помощью средства отслеживания сквозного проплавления получались изображения места контакта продольных краев 2, а также места расположения сквозного проплавления 4 и расплавленного металла 5, и указанные места распознавались, и вычислялись направление вдоль окружности и расстояние, на которое переместилась открытая труба. Затем точка воздействия лазерным лучом 3 может быть перемещена путем управления расположением сварочной головки 14 и собирающей линзы или собирающего зеркала, расположенных в сварочной головке 14, так, чтобы место C контакта продольных краев 2 располагалось в сквозном проплавлении 4 или расплавленном металле 5.
Что касается других условий сварки, то также предпочтительно управлять точкой фокусировки лазерного луча, перемещением точки воздействия лучом в продольном направлении открытой трубы, увеличивать мощность лазера и/или уменьшать скорость сварки.
Такая регулировка взаимного расположения места контакта продольных краев 2 и сквозного проплавления 4 или расплавленного металла 5 может быть легко достигнута при слежении за открытой трубой 1 со стороны ее внутренней поверхности с целью обнаружения сквозного проплавления 4.
Когда диаметр сквозного проплавления 4, измеренный со стороны внутренней поверхности, становится меньшим 0,2 мм, то возможно, что сквозное проплавление 4 находится в закрытом состоянии. Таким образом, предпочтительно, чтобы со стороны внутренней поверхности диаметр сквозного проплавления 4 был не менее 0,2 мм. Тем не менее, когда диаметр, измеренный со стороны внутренней поверхности, превышает 1,0 мм, имеют место не только такие дефекты сварки, как прожог, но и увеличение ширины сварного шва, оставшегося после затвердевания расплавленного металла (то есть шва 6), что портит сваренную лазером стальную трубу. Таким образом, более предпочтительно, чтобы диаметр сквозного проплавления 4, измеренный со стороны внутренней поверхности открытой трубы 1, находился в пределах от 0,2 до 1,0 мм. Когда сквозное проплавление имеет форму эллипса, предпочтительно, чтобы его малая ось была не меньше 0,2 мм. Размер сквозного проплавления 4 отслеживается изнутри открытой трубы 1 с использованием камеры 8 слежения, прикрепленной к стержню 7, подвешенному между подпорками, как показано на фиг.3. Условия получения изображений были следующими: на внутреннюю поверхность открытой трубы 1 воздействовали лучом света с помощью устройства 9 освещения, причем длина волны отличалась от длины волны лазерного луча и свечения плазмы, например, использовали ультрафиолетовое излучение с длиной волны 337 нм. Изображения получали через фильтр, который пропускает излучение только с указанной длиной волны, что предотвращает любые помехи, связанные с инфракрасным излучением, свечением плазмы или любым другим видом излучения, выходящим из сквозного проплавления 4 или расплавленного металла 5. Длина волны излучения, которое может проходить через фильтр, выбрана в зависимости от спектра светового излучения плазмы с целью получения полосы длин волн, отличной от упомянутого спектра и с учетом доступных источников света и фильтров. Скорость камеры была установлена равной 30 кадрам в секунду, а среднее значение скорости было вычислено с использованием пяти случайно отобранных неподвижных изображений. Кроме того, форма сквозного проплавления со стороны внутренней поверхности была практически идеально круглой или эллипсовидной, причем при эллипсовидной форме сквозного проплавления измерялась малая ось. Для принятия решения, закрыто ли сквозное проплавление 4, и управления точкой воздействия лазерным лучом был использован блок 11 обработки изображений, который обрабатывает видео, полученное камерой 8 слежения, с целью получения изображений места C контакта продольных краев 2, сквозного проплавления 4 и расплавленного металла 5 с последующей оцифровкой размеров и позиций указанных элементов, а также использовалось устройство 12 оценки и средство 13 управления позицией лазерного луча. Устройство отслеживания сквозного проплавления 4 необязательно должно иметь описанную выше конструкцию, оно может иметь любую другую возможную конструкцию.
Когда используют два или более лазерных луча 3, для воздействия несколькими лазерными лучами возможны схемы расположения, показанные на фиг.2A-2E. На фиг.2A-2E показаны виды сверху открытой трубы с точками воздействия несколькими лазерными лучами. Стрелкой A на каждом чертеже показано направление перемещения открытой трубы. На фиг.2A показана схема воздействия двумя лазерными лучами, иллюстрирующая пример, в котором лазерные лучи 3-1 и 3-2 расположены поперек продольных краев. На фиг.4 показано то же, что на фиг.2A, но в перспективе. Стрелкой A на фиг.4 показано направление перемещения открытой трубы. И сквозные проплавления 4 и образовавшийся вокруг них расплавленный металл 5 получены благодаря воздействию двумя лазерными лучами 3. На фиг.2B показана схема воздействия тремя лазерными лучами, в которой лазерный луч 3-1 нагревает продольные края первым, а далее поперек продольных краев действуют лазерные лучи 3-2 и 3-3. На фиг.2C показана схема воздействия четырьмя лазерными лучами, в которой четыре лазерных луча 3-1, 3-2, 3-3 и 3-4 расположены парами поперек продольных краев. На фиг.2D показана схема воздействия двумя лазерными лучами, в которой лазерные лучи 3-1 и 3-2 расположены поперек продольных краев и имеют различные уровни мощности излучения. В этом примере мощность лазерного луча 3-1 меньше мощности лазерного луча 3-2, и лазерный луч 3-1 расположен ближе к продольным краям. На фиг.2E показана схема воздействия двумя лазерными лучами, в которой лазерные лучи 3-1 и 3-2 расположены последовательно вдоль продольных краев. В этом примере лазерные лучи рассматривают не как несколько лазерных лучей, а как один лазерный луч. При отслеживании сквозных проплавлений отслеживается только сквозное проплавление, которое сформировано лазерным лучом 3-2 и расположено ближе всего к расплавленному металлу. Три или большее количество лазерных лучей, расположенных последовательно вдоль продольных краев, также будут рассматриваться как единый лазерный луч. При отслеживании сквозных проплавлений отслеживается только сквозное проплавление, которое расположено ближе всего к расплавленному металлу.
Когда используют несколько лазерных лучей, схема расположения точек воздействия лазерными лучами не ограничена примерами, показанными на фиг.2A-2E; для конкретных целей указанные лазерные лучи могут быть расположены произвольным образом. Тем не менее, предпочтительно, чтобы количество лазерных лучей, используемых в настоящем изобретении, находилось в диапазоне от одного до четырех. Нецелесообразно использование пяти или более лазерных лучей из-за стоимости оборудования, затрат на изготовление и сложности управления позициями лазерных лучей.
В настоящем изобретении отслеживают несколько сквозных проплавлений 4, а лазерную сварку осуществляют таким образом, чтобы место контакта продольных краев 2 находилось между двумя сквозными проплавлениями, которые расположены поперек продольных краев 2, при этом расстояния (L1 и L2) от указанных сквозных проплавлений до продольных краев 2 в направлении, перпендикулярном к продольным краям, больше таких расстояний от любого другого сквозного проплавления, как показано на фиг.2A-2E. Тем не менее, расположение места контакта продольных краев 2 в конкретной точке требует высокоточного управления. Для этого лазерная сварка может быть осуществлена таким образом, чтобы местом контакта продольных краев 2 можно было управлять таким образом, чтобы оно было расположено в расплавленном металле 5, который образуется вокруг двух сквозных проплавлений 4. В направлении вдоль окружности трубы (в направлении, перпендикулярном линии сварки) длина Lm расплавленного металла 5 больше размера Lk каждого сквозного проплавления 4, следовательно, для управления могут быть использованы сравнительно простые средства.
Такая регулировка взаимного расположения места контакта продольных краев 2 и двух сквозных проплавлении 4 или расплавленного металла 5, образовавшегося между двумя сквозными проплавлениями 4, может быть легко осуществлена с помощью отслеживания состояния открытой трубы 1 со стороны ее внутренней поверхности с целью обнаружения сквозных проплавлении 4. Когда сварку осуществляют с использование нескольких лазерных лучей с целью получения сквозных проплавлений, количество ванн расплавленного металла часто бывает равным единице. Когда количество ванн расплавленного металла равно единице, то все сквозные проплавления 4, размеры которых составляют менее 0,1 мм со стороны внутренней поверхности, могут закрыться. Таким образом, предпочтительно, чтобы диаметры сквозных проплавлений 4 со стороны внутренней поверхности трубы составляли не менее 0,1 мм. Тем не менее, когда диаметр проплавления со стороны внутренней поверхности превышает 1,0 мм, могут иметь место не только такие дефекты сварки, как прожог, но и значительное увеличение ширины сварного шва, оставшегося после затвердевания расплавленного металла (то есть шва 6), тем самым портится сваренная лазером стальная труба. Таким образом, более предпочтительно, чтобы диаметры сквозных проплавлений 4, измеренные со стороны внутренней поверхности открытой трубы 1, находились в пределах от 0,1 до 1,0 мм. В случае эллипсовидной формы сквозных проплавлений, предпочтительно, чтобы малые оси были не меньше 0,1 мм.
Кроме того, в примере, показанном на фиг.2E, в котором два лазерных луча 3-1 и 3-2 расположены последовательно вдоль продольных краев, лазерные лучи рассматриваются не как несколько лазерных лучей, а как единственный лазерный луч, следовательно, необходимо отслеживать только сквозное проплавление лазерного луча 3-2, которое расположено ближе всего к расплавленному металлу 5. При этом предпочтительно, чтобы со стороны внутренней поверхности диаметр сквозного проплавления 4 был не меньше 0,2 мм.
В этом случае любое закрытое состояние сквозного проплавления 4 будет влиять на изготовление сваренной лазером стальной трубы, даже если закрытое состояние длится только короткий период времени. Например, если закрытое состояние длится в течение 0,01 секунды или дольше, то при лазерной сварке со скоростью сварки, превышающей 5 м/мин, закрытое состояние из-за большого количества брызг приведет к появлению дефектов сварки, таких как недостаточное расплавление и подрез, что приведет к уменьшению скорости выпуска сваренных лазером стальных труб. Такое закрытое состояние любого сквозного проплавления, исчезающее за короткий промежуток времени, трудно обнаружить только путем отслеживания сквозного проплавления описанным выше образом. Для решения указанной задачи, помимо отслеживания сквозного проплавления, состояние сквозного проплавления анализируют на основании измерения с помощью датчиков пучка отраженного светового излучения и свечения плазмы, которые получены из точки воздействия лазерным лучом, при этом состояние сварки отслеживают по сравнительным значениям измерений, полученных для пучка отраженного светового излучения и для свечения плазмы.
Предпочтительно пучок отраженного светового излучения, полученный из точки воздействия лазерным лучом, измеряют со стороны внешней поверхности открытой трубы 1. Это объясняется тем, что таким образом можно проводить точные измерения интенсивности отраженного светового излучения даже в случае возникновения кратковременного закрытия сквозного проплавления.
Предпочтительно свечение плазмы, полученное из точки воздействия лазерным лучом, измеряют со стороны внутренней поверхности открытой трубы 1. Это объясняется тем, что со стороны внешней поверхности открытой трубы 1 свечение плазмы, порожденное возбужденным лазером защитным газом и испарениями, порождает помехи, ведущие к уменьшению точности измерения. Измерение же параметров излучения плазмы со стороны внутренней поверхности позволяет точно определить наличие или отсутствие любого закрытого состояния сквозного проплавления 4, поскольку при возникновении кратковременного состояния закрывания сквозного проплавления 4 со стороны внутренней поверхности трубы будет отсутствовать свечение плазмы.
Кроме того, при использовании нескольких лазерных лучей отслеживают пучки отраженного светового излучения, полученные от всех точек воздействия лазерными лучами. Тем не менее, точки воздействия расположены близко друг к другу, следовательно, для отслеживания требуется только одно средство слежения, которое может наблюдать всю область, в которой распределены позиции воздействия.
Небольшие отклонения относительных величин для измеренных параметров (например, интенсивности) пучка отраженного светового излучения и свечения плазмы, которые порождены воздействием лазерного луча, свидетельствуют о том, что сквозное проплавление 4 проходит от внешней поверхности до внутренней поверхности. В этом случае условия сварки оставляют без изменений. Большие отклонения относительных величин показывают, что сквозное проплавление 4 не проходит до внутренней поверхности, и в этом случае условия сварки изменяют таким образом, чтобы могла осуществляться стабильная лазерная сварка.
При измерении параметров пучка отраженного светового излучения, полученного при воздействии лазерным лучом, пучок отраженного светового излучения отслеживают снаружи открытой трубы 1 с помощью датчика 15 отраженного светового излучения, который подвешен на сварочной головке 14, и средства 16 слежения, как показано на фиг.5. Условия сбора данных являются следующими.
Измерения проводят с помощью датчика 15 отраженного светового излучения, снабженного фильтром, пропускающим только лучи, длина волны которых совпадает с длиной волны лазера, так что могут быть исключены любые помехи, возникающие из-за инфракрасного излучения, приходящего из сквозного проплавления 4 или расплавленного металла 5. Отклонения интенсивности отраженного светового излучения оценивают с помощью средства 16 слежения. Например, в качестве датчика отраженного светового излучения может быть использован фотодиод или любое другое аналогичное устройство. Кроме того, параметры пучков отраженного светового излучения, соосных с излучением лазера, могут быть измерены путем перемещения пучков к датчику отраженного светового излучения с помощью зеркала, расположенного в сварочной головке, или с помощью другого средства.
Что касается измерения параметров свечения плазмы, то их измерение осуществляют с помощью датчика 10, установленного вдоль средства слежения для сквозного проплавления, как показано на фиг.3. Условия сбора данных являются следующими.
Измерения проводят с помощью датчика 10 свечения плазмы, снабженного фильтром, пропускающим только излучение плазмы, порожденной лазером, при этом длина волны излучения плазмы совпадает с длиной волны лазера, так что могут быть исключены любые помехи, возникающие из-за инфракрасного излучения, приходящего из сквозного проплавления 4 или расплавленного металла 5. Отклонения интенсивности свечения плазмы оценивают с помощью средства 17 слежения. Примером датчика свечения плазмы является устройство, использующее Si в диапазоне от 300 до 900 нм.
Данные собираются с частотой 1 кГц. Когда отклонения интенсивности пучка отраженного светового излучения и/или свечения плазмы превышают 15% относительной величины, подается предупреждающий сигнал, и условия сварки изменяют и регулируют таким образом, чтобы могла осуществляться стабильная сварка. Средства слежения для пучка отраженного светового излучения и/или свечения плазмы, которые получены при воздействии лазерным лучом, могут иметь другую конструкцию, их конструкция не ограничена описанной выше.
Конкретные условия сварки, достигаемые при регулировке в случае, когда отклонения интенсивности пучка отраженного светового излучения и/или излучения плазмы превышают 15% относительной величины, совпадают с условиями сварки, достигаемыми при регулировке в случае, когда сквозное проплавление 4 закрывается. Это означает, что когда отклонения интенсивности пучка отраженного светового излучения и/или излучения плазмы превышают 15%, наиболее предпочтительно регулировать условия сварки следующим образом. Точку воздействия лазерным лучом перемещают в направлении вдоль окружности открытой трубы 1 так, чтобы место контакта продольных краев 2 располагалось в точке воздействия лазерным лучом 3 (в сквозном проплавлений 4) или в расплавленном металле 5. Например, предпочтительно, чтобы с помощью средства слежения за сквозным проплавлением формировались изображения места контакта продольных краев 2, а также места расположения сквозного проплавления 4 и расплавленного металла 5, и тем самым определялись указанные места, вычислялись направление вдоль окружности и расстояние перемещения открытой трубы. Затем точку воздействия лазерным лучом перемещают путем управления позициями сварочной головки 14 и собирающей линзы или собирающего зеркала, расположенных в сварочной головке 14, так, чтобы место C контакта продольных краев 2 располагалось в сквозном проплавлении 4 или в расплавленном металле 5.
Устройства для измерения параметров пучка отраженного светового излучения и свечения плазмы, полученных при воздействии лазерным лучом, не ограничены описанной выше конструкцией, и могут иметь любую другую конструкцию.
Что касается других условий сварки, то предпочтительно осуществлять управление точкой фокусировки лазерного луча, перемещение точки воздействия лучом в продольном направлении открытой трубы, увеличивать мощность лазера и/или уменьшать скорость сварки.
Генератор лазерного луча, используемый в настоящем изобретении, может быть любым. Подходят газовые лазеры, в которых в качестве рабочего вещества используют газ (например, CO2, гелий-неон, аргон, азот или йод), твердотельные лазеры, в которых в качестве рабочего вещества используют твердое вещество (например, алюмоиттриевый гранат, легированный редкоземельным элементом), волоконные лазеры, в которых в качестве рабочего вещества лазера используют волокно, и некоторые другие лазеры. Также может быть использован полупроводниковый лазер.
Тем не менее, наиболее предпочтительно, чтобы мощность лазера превышала 15 кВт (мощность единственного лазера или общая мощность нескольких лазеров), а длина фокусировки лазера была не меньше 200 мм. Любая мощность единственного лазера или любая общая мощность нескольких лазеров, которая не превышает 15 кВт, приведет к скорости сварки, которая будет меньше 5 м/мин, тем самым создавая проблему частого появления свищей. Длина фокусировки лазера, меньшая 200 мм, приведет к проблеме нестабильной сварки из-за сдвигов продольных краев открытой трубы, которая сформирована из стальной полосы, в направлении оси Z (в направлении оптической оси лазерного луча).
Открытую трубу можно нагревать со стороны внешней поверхности дополнительным источником тепла. Конструкция дополнительного источника тепла не определяется конкретно, необходимо только, чтобы этот источник тепла позволял нагревать и расплавлять внешнюю поверхность открытой трубы. Например, подходят средства на основе способа плавления горелкой, способа плавления плазмой, способа плавления вольфрамовым электродом в среде инертного газа, способ электронно-лучевого плавления, способ плавления лазерным лучом или некоторые другие возможные способы плавления.
Кроме того, предпочтительно, чтобы дополнительный источник тепла действовал совместно с лазерным лучом. Причина этого заключается в том, что когда дополнительный источник тепла и лазер расположены отдельно, то для получения эффекта дополнительного нагревания требуется большое количество тепла, и очень трудно предотвратить дефекты сварки (например, подрез). Более предпочтительно, чтобы дополнительный источник тепла был расположен до лазерного луча. Это объясняется тем, что такой вариант позволяет удалить влагу и масло с продольных краев.
Более предпочтительно, чтобы в качестве дополнительного источника тепла использовалась дуга. Источником дуги может быть такой источник, который порождает электромагнитную силу (то есть электромагнитную силу, порожденную магнитным полем тока сварки), действующую в направлении предотвращения прожога расплавленным металлом. Например, могут быть использованы способ плавления вольфрамовым электродом в среде инертного газа, способ плавления плазменной дугой и другие аналогичные известные способы. Более конкретно, как показано на фиг.6, электрод 18 используют в качестве отрицательного электрода, а продольные края 2 открытой трубы 1 используют в качестве положительного электрода. Может быть использована сила 21 Лоренца, под действием которой расплавленный металл 5 конденсируется вокруг дуги 19 в соответствии с правилом левой руки Флеминга и, таким образом, может быть предотвращен прожог расплавленным металлом 5. Кроме того, предпочтительно, чтобы дуга действовала вместе с лазерным лучом. Как описано выше, причина заключается в том, что магнитное поле, появляющееся вокруг тока 20 сварки, который порождает дугу 19, эффективно действует на расплавленный металл 5, который сформирован лазерным лучом. Более предпочтительно, чтобы источник дуги был расположен до лазерного луча 3. Это объясняется тем, что такой вариант позволяет удалить влагу и масло с продольных краев 2.
Предпочтительно, чтобы расстояние между точкой воздействия лазерным лучом 3 и электродом 18 дуги, измеренное на внешней поверхности открытой трубы 1, было не больше 7 мм. Причина этого заключается в том, что когда расстояние между точкой воздействия лазерным лучом 3 и электродом 18 дуги превышает 7 мм, количество расплавленного металла 5, образовавшегося в результате действия дуги 19, невелико, следовательно, невелико и действие магнитного поля, появляющегося вокруг тока 20 сварки.
В настоящем изобретении даже открытая труба 1, выполненная из толстого материала (например, материала, толщина которого больше или равна 4 мм), может быть сварена с помощью лазера без предварительного нагрева продольных краев 2 в ходе высокочастотного нагрева или с помощью некоторых других средств. Тем не менее, предварительное нагревание продольных краев 2 в ходе высокочастотного нагрева или с помощью некоторых других средств было бы целесообразным для улучшения скорости выпуска сваренных лазером стальных труб и по некоторым другим причинам.
Как описано выше, состояние лазерной сварки может быть точно оценено при изготовлении сваренных лазером стальных труб, и эта оценка может быть использована для такого изменения условий сварки, что место контакта продольных краев всегда было расположено в сквозном проплавлении (проплавлениях) или в расплавленном металле, которые получены при воздействии лазерным лучом (лучами). В результате сваренные лазером стальные трубы могут быть стабильно изготовлены с высокой скоростью. Используя достоинства лазерной сварки, полученные сваренные лазером стальные трубы показывают отличные результаты с точки зрения низкотемпературной ударной вязкости и коррозионной стойкости шва и, следовательно, могут подходить для использования в качестве нефтегазопромысловых и магистральных труб в регионах с холодным климатом или в агрессивной среде.
Пример 1
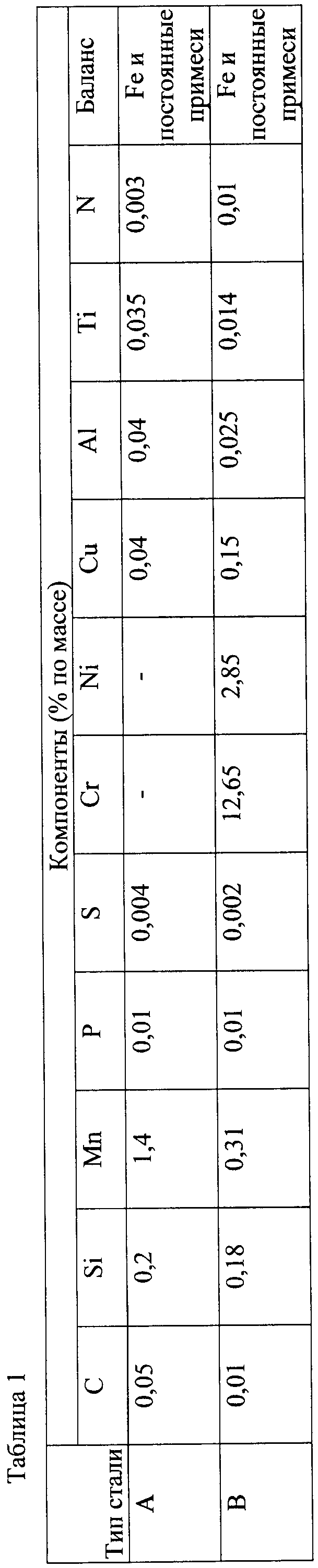
Сваренные лазером стальные трубы были изготовлены путем формования стальных полос с целью получения цилиндрических открытых труб с помощью формовочных валков и дальнейшего воздействия на каждую открытую трубу лазерным лучом со стороны внешней поверхности при одновременном сжатии продольных краев открытой трубы сжимающими валками. Компоненты стальных полос представлены в таблице 1.
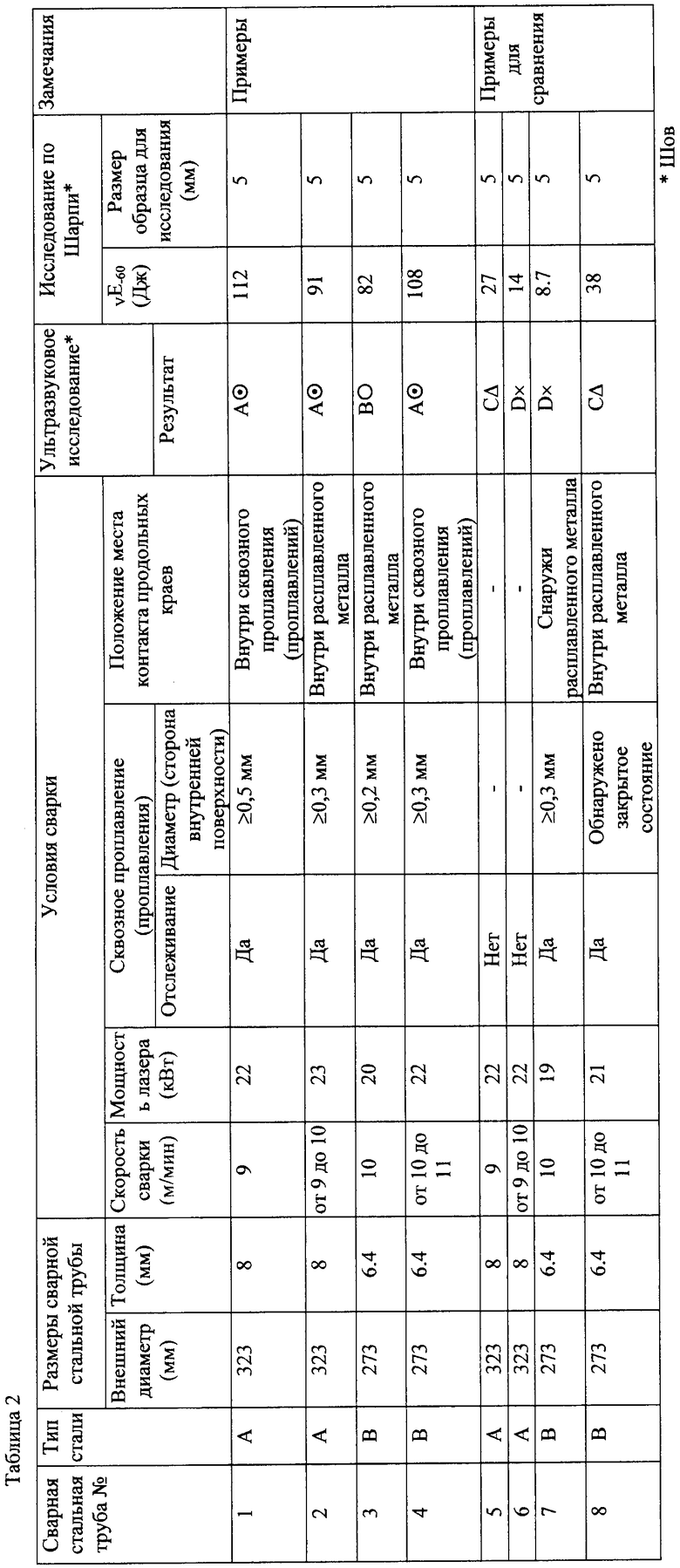
При лазерной сварке был использован лазер на углекислом газе мощностью 25 кВт. Мощность и скорость сварки приведены в таблице 2.
Средством слежения за сквозным проплавлением 4 была камера 8 слежения, прикрепленная с помощью устройства, показанного на фиг.3, к стержню 7 устройства для отрезания внутренних валиков сварных швов. Указанное средство слежения было вставлено в каждую открытую трубу 1. Датчик 10 свечения плазмы и средство 17 слежения, показанные на фиг.3, не использовались. Камера 8 слежения представляла собой камеру, которая может давать изображение только в заранее заданной длине волны (337 нм), что необходимо для исключения помех от такого светового излучения плазмы, полученного при воздействии лазерным лучом 3.
В примерах, соответствующих настоящему изобретению и показанных в таблице 2 (сварные стальные трубы №1-4), сквозное проплавление 4 отслеживали со стороны внутренней поверхности открытой трубы 1, при этом размер сквозного проплавления 4 регулировали так, как показано в таблице 2. Взаимное расположение места контакта продольных краев и сквозного проплавления 4 или расплавленного металла 5 регулировали так, как показано в таблице 2. Регулировку проводили таким образом, чтобы, когда диаметр сквозного проплавления был меньше 0,2 мм, точку воздействия лазером перемещали в направлении вдоль окружности открытой трубы 1 так, чтобы место C контакта продольных краев 2 было расположено в точке воздействия лазерным лучом 3 (в сквозном проплавлении 4) или в расплавленном металле 5.
В сварных стальных трубах №5 и 6, взятых в качестве примеров для сравнения, не осуществлялось отслеживание сквозного проплавления 4. В стальных трубах №7 и 8, взятых для сравнения, осуществлялось только отслеживание сквозного проплавления 4, а размер и взаимное расположение сквозного проплавления 4 не регулировались.
Полученные сваренные лазером стальные трубы подверглись ультразвуковому исследованию, в ходе которого было исследовано 20 м шва в соответствии со стандартом JIS G0582. Результаты исследования представлены в таблице 2. Следует отметить, что в таблице 2 дефекты были оценены на основе максимальной высоты по сравнению со стандартным искусственным дефектом, т.е. N5 зарубкой на внутренней и внешней поверхностях, что делалось в соответствии со следующим критерием: относительная максимальная высота меньше или равна 10% - Отлично (A⊙); больше 10%, но не больше 25% - Хорошо (BΟ); больше 25%, но не больше 50% - Удовлетворительно (CΔ); больше 50% - Неудовлетворительно (D×).
Сваренные лазером стальные трубы, обозначенные как Сталь типа A (то есть низколегированные стали), были закалены (температура закалки 880°C) и отпущены (температура отпуска 650°C), а сваренные лазером стальные трубы, обозначенные как Сталь типа B (то есть нержавеющие стали), были обработаны двойным нагревом (температура нагрева 780°C для первой обработки и 650°С для второй обработки). Далее оба типа сваренных лазером стальных труб были подвергнуты испытанию на ударную вязкость по Шарпи в соответствии со стандартом JIS Z2242. Образцами для испытаний были уменьшенные в размерах образцы для испытаний с V-образными зарубками в соответствии со стандартом JIS Z2242, при этом образцы были взяты из шва. Температура для испытаний составляла -60°C, при которой была измерена энергия поглощения vE-60 (Дж). Результаты представлены в таблице 2.
Как следует из таблицы 2, примеры, соответствующие настоящему изобретению (сварные стальные трубы №1-4), при ультразвуковом исследовании получили результаты A: Отлично (⊙) или В: Хорошо (Ο) и энергия поглощения, измеренная при испытании на ударную вязкость по Шарпи (-60°C), находилась в диапазоне от 82 до 112 Дж. С другой стороны, взятые для сравнения примеры (сварные стальные трубы №5-8), при ультразвуковом исследовании получили результаты С: удовлетворительно (Δ) или D: неудовлетворительно (×), а энергия поглощения, измеренная при испытании на ударную вязкость по Шарпи (-60°C), находилась в диапазоне от 8,7 до 38 Дж.
Таким образом, использование настоящего изобретения дает возможность осуществления стабильной лазерной сварки даже для открытых труб, выполненных из толстого материала (толщина которого не меньше 4 мм).
Шов сваренных лазером стальных труб, которые соответствуют настоящему изобретению и в которых предотвращено образование дефектов сварки и/или отложений (что демонстрируют результаты ультразвукового исследования), имеет отличную коррозионную стойкость, также он отличается высокой низкотемпературной ударной вязкостью (что демонстрируют результаты испытания на ударную вязкость по Шарпи).
Пример 2
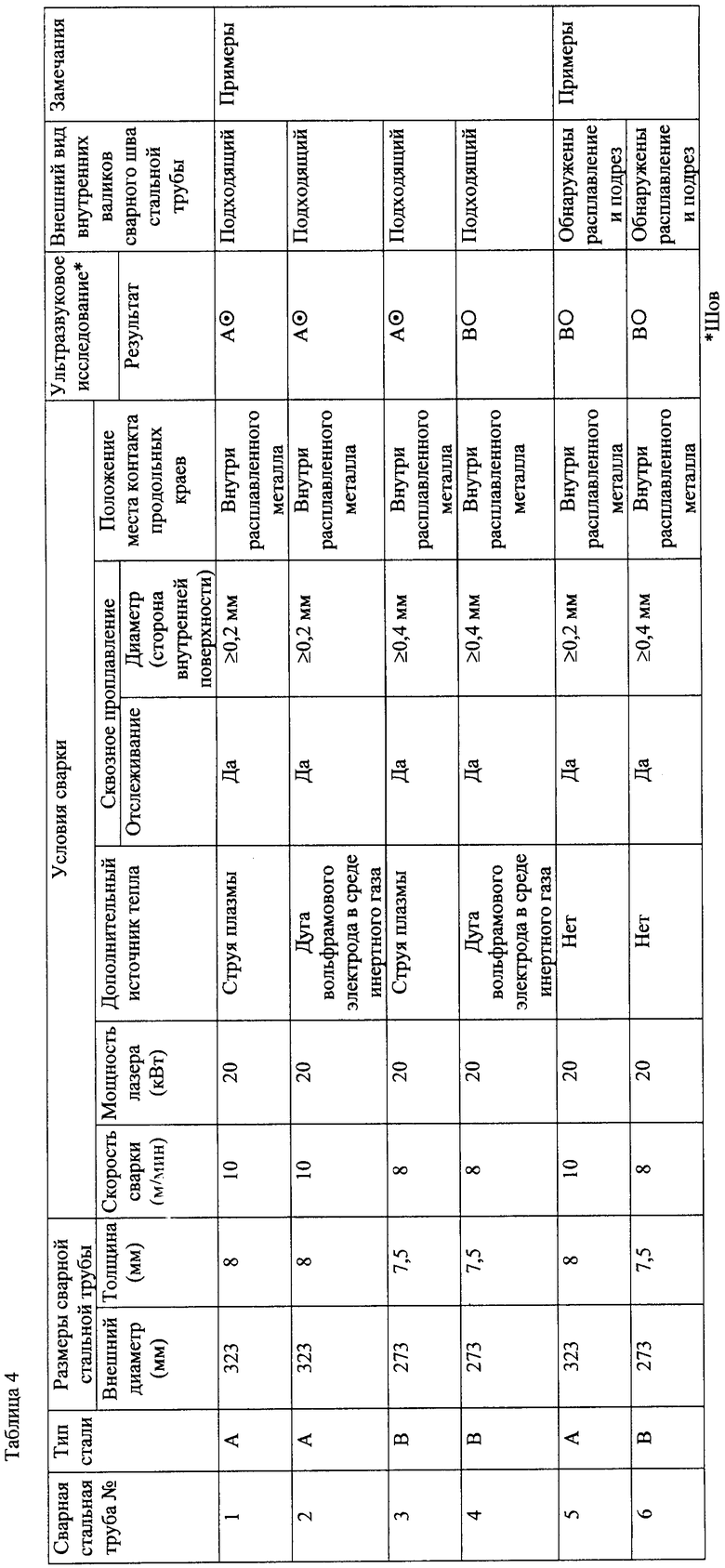
Сваренные лазером стальные трубы были изготовлены путем формования стальных полос с целью получения цилиндрических открытых труб с помощью формовочных валков и дальнейшего воздействия на каждую открытую трубу лазерным лучом 3 со стороны внешней поверхности при одновременном сжатии продольных краев 2 открытой трубы 1 сжимающими валками. Кроме того, в качестве дополнительного источника тепла был использована струя плазмы или дуга от вольфрамового электрода в среде инертного газа, при этом дополнительный источник тепла был расположен таким образом, чтобы он мог нагревать продольные края 2 до нагревания лазерным лучом 3. Компоненты стальных полос представлены в таблице 3.
При лазерной сварке был использован волоконный лазер мощностью 20 кВт. Мощность и скорость сварки приведены в таблице 4.
Средством слежения за сквозным проплавлением 4 была камера 8 слежения, прикрепленная с помощью устройства, показанного на фиг.3, к стержню 7 устройства для отрезания внутренних валиков сварных швов. Указанное средство слежения было вставлено в каждую открытую трубу 1. Датчик 10 свечения плазмы и средство 17 слежения, показанные на фиг.3, не использовались. Камера 8 слежения представляла собой камеру, которая может давать изображение только в заранее заданной длине волны (337 нм), что необходимо для исключения помех от такого светового излучения плазмы, полученного при воздействии лазерным лучом 3.
В примерах, соответствующих настоящему изобретению и показанных в таблице 4 (сварные стальные трубы №1-4), открытая труба была нагрета и расплавлена струей плазмы или дугой от вольфрамового электрода в среде инертного газа со стороны внешней поверхности открытой трубы, а затем сквозное проплавление отслеживали со стороны внутренней поверхности открытой трубы при продолжающемся воздействии лазерным лучом. При этом размер сквозного проплавления регулировали так, как показано в таблице 4. Взаимное расположение места контакта продольных краев и сквозного проплавления или расплавленного металла регулировали так, как показано в таблице 4. При сварке стальных труб №5 и 6, которые также являются примерами, соответствующими настоящему изобретению, не использовалось дополнительного источника тепла.
Регулировку проводили таким образом, чтобы, когда диаметр сквозного проплавления был меньше 0,2 мм, точку воздействия лазером перемещали в направлении вдоль окружности открытой трубы 1 так, чтобы место C контакта продольных краев 2 было расположено в точке воздействия лазерным лучом 3 (в сквозном проплавлении 4) или в расплавленном металле 5.
Полученные сваренные лазером стальные трубы подверглись ультразвуковому исследованию, в ходе которого было исследовано 20 м шва в соответствии со стандартом JIS G0582. Результаты исследования представлены в таблице 4. Следует отметить, что в таблице 4 дефекты были оценены на основе максимальной высоты по сравнению со стандартным искусственным дефектом, т.е. N5 зарубкой на внутренней и внешней поверхностях, что делалось в соответствии со следующим критерием: относительная максимальная высота меньше или равна 10% - Отлично (A⊙); больше 10%, но не больше 25% - Хорошо (BΟ); больше 25%, но не больше 50% - Удовлетворительно (CΔ); больше 50% - Неудовлетворительно (D×). Также проводились визуальные осмотры внутренних валиков сварных швов стальных труб.
Как следует из таблицы 4, примеры, соответствующие настоящему изобретению (сварные стальные трубы №1-4), при ультразвуковом исследовании получили результаты A: Отлично (⊙) или B: Хорошо (Ο). Также внешний вид внутренних валиков сварных швов стальных труб был подходящим. С другой стороны, в примерах, которые соответствуют настоящему изобретению и в которых не использовался дополнительный источник тепла (сварные стальные трубы №5 и 6), при ультразвуковом исследовании получен результат B: Хорошо (Ο), тем не менее, на внутренних валиках сварного шва стальных труб были найдены прожог и подрез.
Таким образом, использование настоящего изобретения дает возможность осуществления стабильной лазерной сварки даже для открытых труб, выполненных из толстого материала (толщина которого не меньше 4 мм).
Пример 3
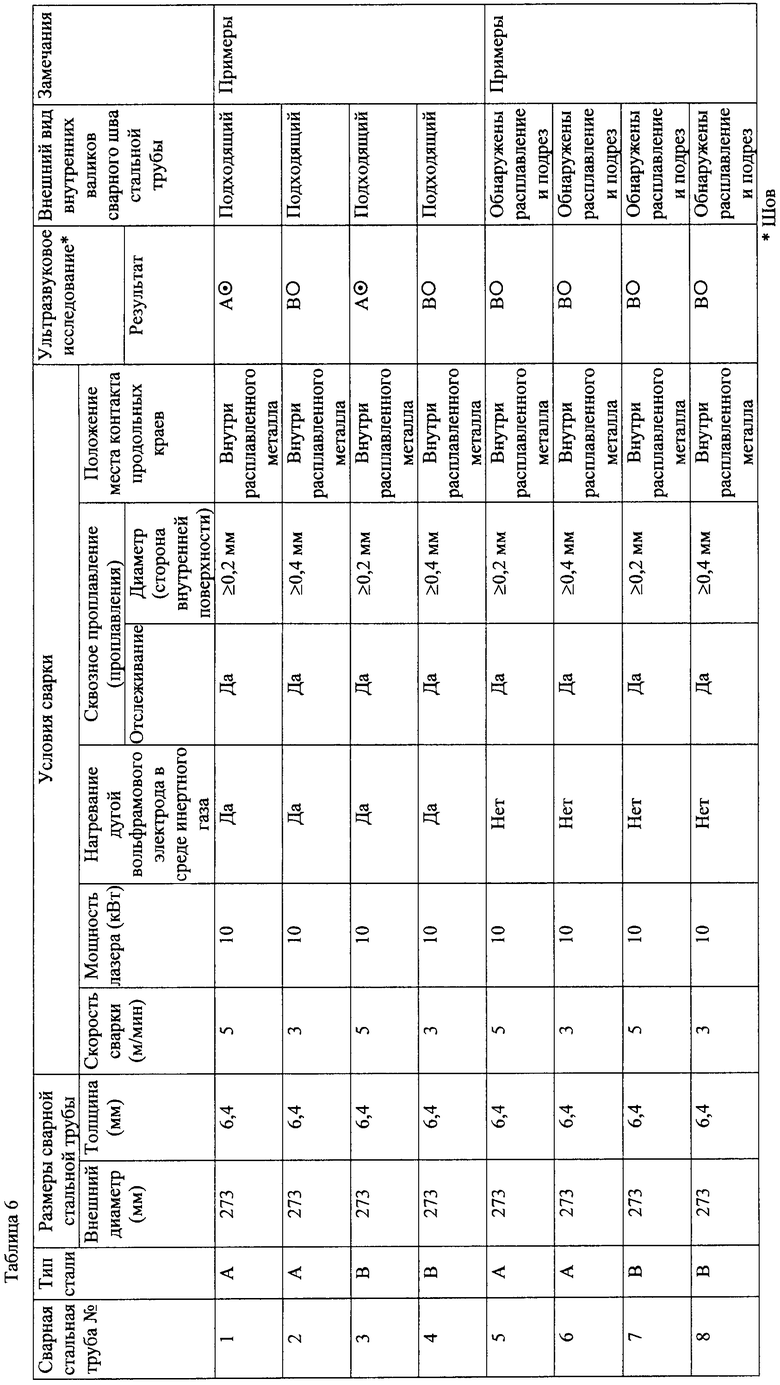
Сваренные лазером стальные трубы были изготовлены путем формования стальных полос с целью получения цилиндрических открытых труб с помощью формовочных валков и дальнейшего воздействия на каждую открытую трубу лазерным лучом со стороны внешней поверхности при одновременном сжатии продольных краев открытой трубы сжимающими валками. Кроме того, в качестве дополнительного источника тепла была использована дуга от вольфрамового электрода в среде инертного газа, при этом дуга была расположена таким образом, чтобы она могла нагревать продольные края до нагревания лазерным лучом. Компоненты стальных полос представлены в таблице 5.
При лазерной сварке был использован волоконный лазер мощностью 10 кВт. Мощность и скорость сварки приведены в таблице 6.
Средством слежения за сквозным проплавлением 4 была камера 8 слежения, прикрепленная с помощью устройства, показанного на фиг.3, к стержню 7 устройства для отрезания внутренних валиков сварных швов. Указанное средство слежения было вставлено в каждую открытую трубу 1. Датчик 10 свечения плазмы и средство 17 слежения, показанные на фиг.3, не использовались. Камера 8 слежения представляла собой камеру, которая может давать изображение только в заранее заданной длине волны (337 нм), что необходимо для исключения помех от такого светового излучения плазмы, полученного при воздействии лазерным лучом 3.
В примерах, соответствующих настоящему изобретению и показанных в таблице 6 (сварные стальные трубы №1-4), открытая труба была нагрета и расплавлена дугой от вольфрамового электрода в среде инертного газа со стороны внешней поверхности открытой трубы, а затем сквозное проплавление отслеживали со стороны внутренней поверхности открытой трубы при продолжающемся воздействии лазерным лучом. При этом размер сквозного проплавления, а также взаимное расположение места контакта продольных краев и сквозного проплавления или расплавленного металла регулировали так, как показано в таблице 6. При сварке стальных труб №5 и 6, которые также являются примерами, соответствующими настоящему изобретению, не использовалась дуга от вольфрамового электрода в среде инертного газа.
Регулировку проводили таким образом, чтобы, когда диаметр сквозного проплавления был меньше 0,2 мм, точку воздействия лазером перемещали в направлении вдоль окружности открытой трубы 1 так, чтобы место C контакта продольных краев 2 было расположено в точке воздействия лазерным лучом 3 (в сквозном проплавлении 4) или в расплавленном металле 5.
Полученные сваренные лазером стальные трубы подверглись ультразвуковому исследованию, в ходе которого было исследовано 20 м шва в соответствии со стандартом JIS G0582. Результаты исследования представлены в таблице 4. Следует отметить, что в таблице 4 дефекты были оценены на основе максимальной высоты по сравнению со стандартным искусственным дефектом, т.е. N5 зарубкой на внутренней и внешней поверхностях, что делалось в соответствии со следующим критерием: относительная максимальная высота меньше или равна 10% - Отлично (A⊙); больше 10%, но не больше 25% - Хорошо (BΟ); больше 25%, но не больше 50% - Удовлетворительно (CΔ); больше 50% - Неудовлетворительно (D×). Также проводились визуальные осмотры внутренних валиков сварных швов стальных труб.
Как следует из таблицы 6, примеры, соответствующие настоящему изобретению (сварные стальные трубы №1-4), при ультразвуковом исследовании получили результаты A: Отлично (⊙) или B: Хорошо (Ο). Также внешний вид внутренних валиков сварных швов стальных труб был подходящим. С другой стороны, в примерах, которые соответствуют настоящему изобретению и в которых не использовалась дуга от вольфрамового электрода в среде инертного газа (сварные стальные трубы №5-8), при ультразвуковом исследовании получен результат B: Хорошо (Ο), тем не менее, на внутренних валиках сварных швов стальных труб были найдены прожог и подрез.
Таким образом, использование настоящего изобретения дает возможность осуществления стабильной лазерной сварки даже для открытых труб, выполненных из толстого материала (толщина которого не меньше 4 мм).
Пример 4
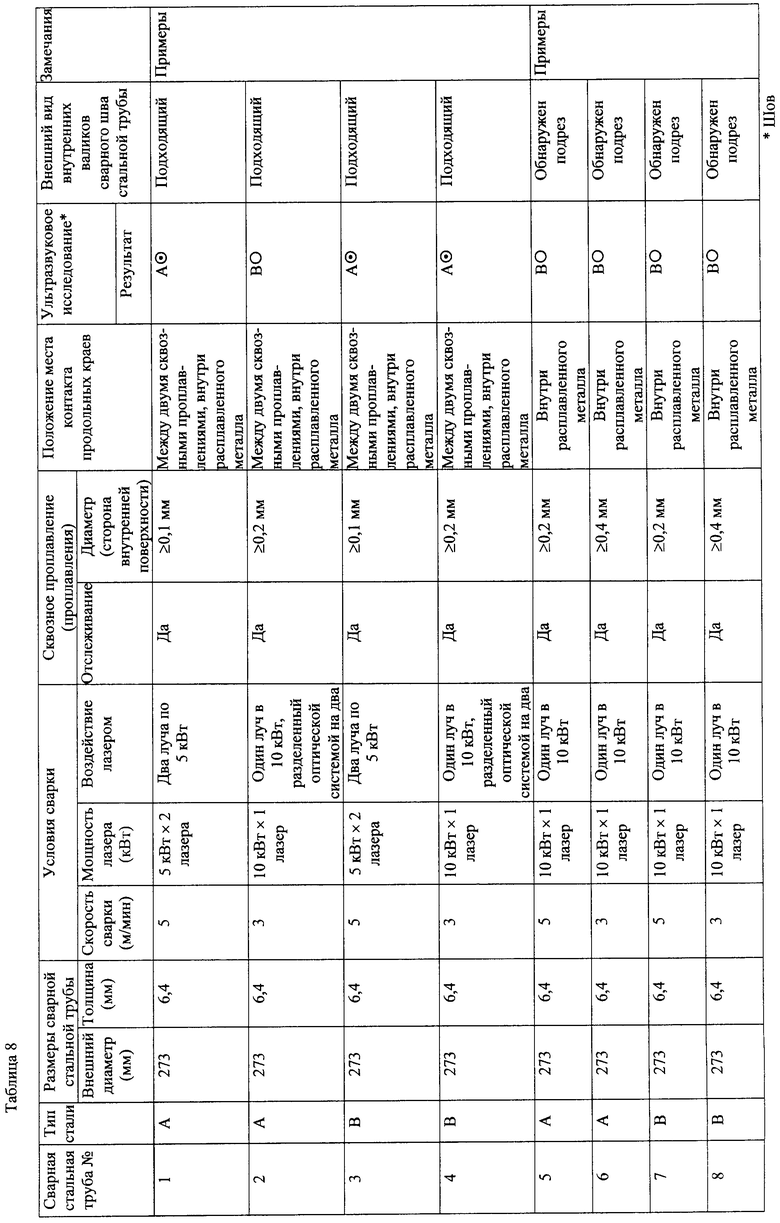
Сваренные лазером стальные трубы были изготовлены путем формования стальных полос с целью получения цилиндрических открытых труб с помощью формовочных валков и дальнейшего воздействия на каждую открытую трубу лазерным лучом или лучами (двумя лучами или одним лучом) со стороны внешней поверхности при одновременном сжатии продольных краев открытой трубы сжимающими валками. Компоненты стальных полос представлены в таблице 7.
При лазерной сварке были использованы волоконные лазеры мощностью 5 кВт и 10 кВт. Условия сварки приведены в таблице 8.
Средством слежения за сквозным проплавлением была камера 8 слежения, прикрепленная с помощью устройства, показанного на фиг.3, к стержню 7 устройства для отрезания внутренних валиков сварных швов. Указанное средство слежения было вставлено в каждую открытую трубу 1. Датчик 10 свечения плазмы и средство 17 слежения, показанные на фиг.3, не использовались. Камера 8 слежения представляла собой камеру, которая может давать изображение только в заранее заданной длине волны (337 нм), что необходимо для исключения помех от такого светового излучения плазмы, полученного при воздействии лазерным лучом (лучами).
В примерах, соответствующих настоящему изобретению и показанных в таблице 8 (сварные стальные трубы №1-4), на открытую трубу воздействовали двумя лазерными лучами со стороны внешней поверхности открытой трубы с целью формирования на ней двух сквозных проплавлений, а сквозные проплавления отслеживали со стороны внутренней поверхности открытой трубы. При этом размеры сквозных проплавлений, а также взаимное расположение места контакта продольных краев и сквозных проплавлений или расплавленного металла регулировали так, как показано в таблице 8. При сварке стальных труб №5-8, которые также являются примерами, соответствующими настоящему изобретению, на открытую трубу воздействовали только одним лазерным лучом с целью формирования одного сквозного проплавления.
Регулировку проводили таким образом, чтобы когда диаметр по меньшей мере одного сквозного проплавления был меньше 0,1 мм, точки воздействия лазером и точки фокусировки лазерных лучей перемещали в направлении вдоль окружности открытой трубы 1 так, чтобы место C контакта продольных краев 2 было расположено между двумя сквозными проплавлениями и в точках воздействия лазерными лучами 3 (в сквозных проплавлениях 4) или в расплавленном металле 5.
Полученные сваренные лазером стальные трубы подверглись ультразвуковому исследованию, в ходе которого было исследовано 20 м шва в соответствии со стандартом JIS G0582. Результаты исследования представлены в таблице 4. Следует отметить, что в таблице 4 дефекты были оценены на основе максимальной высоты по сравнению со стандартным искусственным дефектом, т.е. N5 зарубкой на внутренней и внешней поверхностях, что делалось в соответствии со следующим критерием: относительная максимальная высота меньше или равна 10% - Отлично (A⊙); больше 10%, но не больше 25% - Хорошо (BΟ); больше 25%, но не больше 50% - Удовлетворительно (CΔ); больше 50% - Неудовлетворительно (D×). Также проводились визуальные осмотры внутренних валиков сварных швов стальных труб.
Как следует из таблицы 8, примеры, соответствующие настоящему изобретению (сварные стальные трубы №1-4), при ультразвуковом исследовании получили результаты A: Отлично (⊙) или B: Хорошо (Ο). Также внешний вид внутренних валиков сварных швов стальных труб был подходящим. C другой стороны, в примерах, которые соответствуют настоящему изобретению и в которых на открытую трубу воздействовали одним лазерным лучом с целью формирования одного сквозного проплавления (сварные стальные трубы №5-8), при ультразвуковом исследовании получили результат B: Хорошо (Ο), тем не менее, на внутренних валиках сварных швов стальных труб был найден подрез.
Таким образом, использование настоящего изобретения дает возможность осуществления стабильной лазерной сварки даже для открытых труб, выполненных из толстого материала (толщина которого не меньше 4 мм).
Пример 5
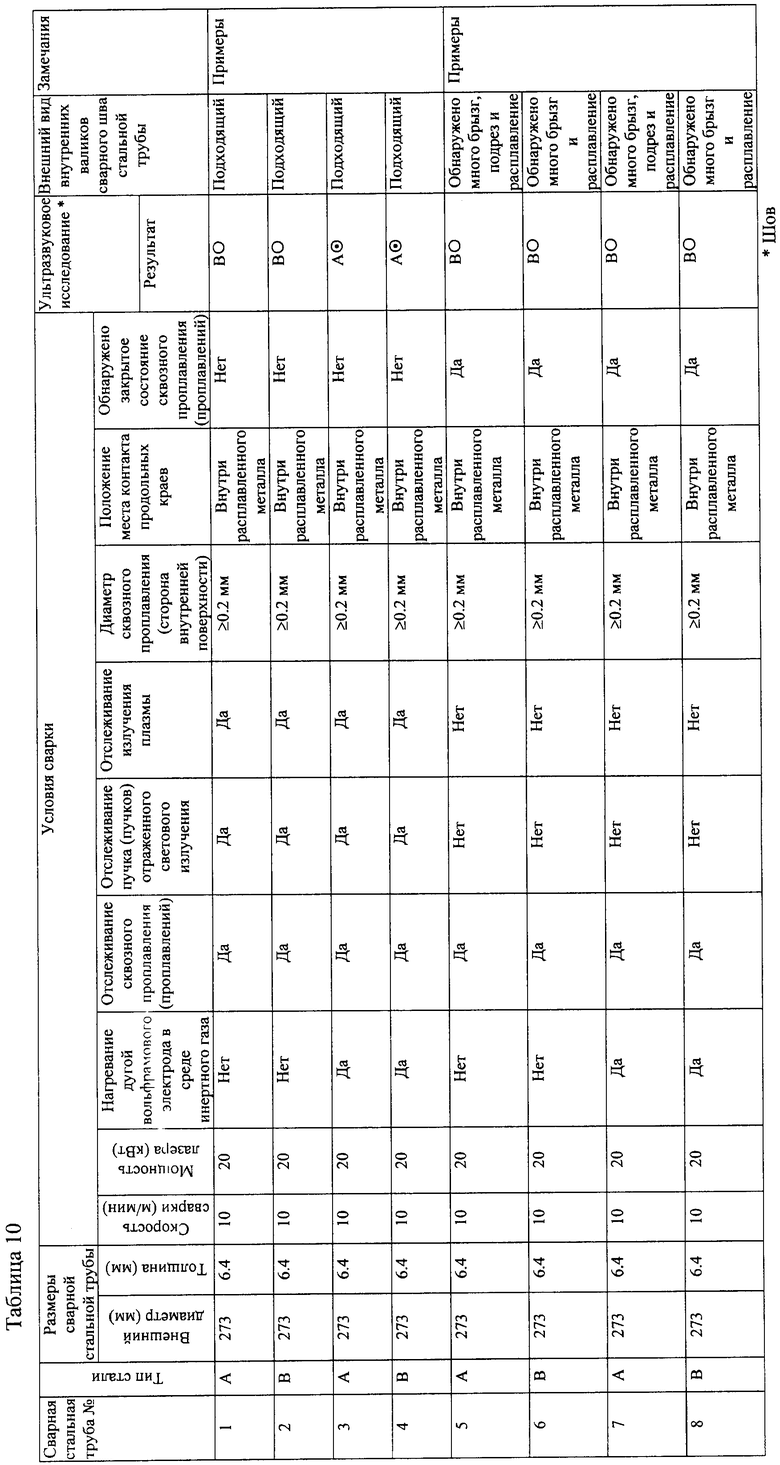
Сваренные лазером стальные трубы были изготовлены путем формования стальных полос с целью получения цилиндрических открытых труб с помощью формовочных валков и дальнейшего воздействия на каждую открытую трубу лазерным лучом со стороны внешней поверхности при одновременном сжатии продольных краев открытой трубы сжимающими валками. Кроме того, в качестве дополнительного источника тепла была использована дуга от вольфрамового электрода в среде инертного газа, при этом дуга была расположена таким образом, чтобы она могла нагревать продольные края до нагревания лазерным лучом. Компоненты стальных полос представлены в таблице 9.
При лазерной сварке был использован волоконный лазер мощностью 20 кВт. Мощность и скорость сварки приведены в таблице 10.
Средством слежения за сквозным проплавлением 4 была камера 8 слежения, прикрепленная с помощью устройства, показанного на фиг.3, к стержню 7 устройства для отрезания внутренних валиков сварных швов. Указанное средство слежения было вставлено в каждую открытую трубу 1. Камера 8 слежения представляла собой камеру, которая может давать изображение только в заранее заданной длине волны (337 нм), что необходимо для исключения помех от такого светового излучения плазмы, полученного при воздействии лазерным лучом 3.
Кроме того, к сварочной головке 14 с помощью устройства, показанного на фиг.5, был прикреплен датчик 15 отраженного светового излучения, полученного из точки воздействия лазерным лучом 3, а к стержню 7 с помощью устройства, показанного на фиг.3, был прикреплен датчик 10 свечения плазмы.
В двух примерах, соответствующих настоящему изобретению и показанных в таблице 10 (сварные стальные трубы №1 и 2), отслеживали сквозное проплавление, а интенсивность свечения плазмы измеряли со стороны внутренней поверхности открытой трубы с помощью устройства, показанного на фиг.3. При этом интенсивность пучка отраженного светового излучения измеряли со стороны внешней поверхности с помощью устройства, показанного на фиг.5, а затем взаимное расположение места контакта продольных краев и сквозного проплавления или расплавленного металла регулировали так, как показано в таблице 10, что делали на основе размера сквозного проплавления, отклонений относительных значений измеренных параметров пучка отраженного светового излучения, и отклонений относительных значений измеренных параметров свечения плазмы. Регулировку проводили таким образом, чтобы когда диаметр сквозного проплавления был меньше 0,2 мм, точку воздействия лазером перемещали в направлении вдоль окружности открытой трубы 1 так, чтобы место С контакта продольных краев 2 было расположено в точке воздействия лазерным лучом 3 (в сквозном проплавлении 4) или в расплавленном металле 5.
Далее регулировку проводили таким образом, чтобы когда относительные отклонения интенсивности свечения плазмы или интенсивности пучков отраженного светового излучения превышали 15%, точку воздействия лазером перемещали в направлении вдоль окружности открытой трубы 1 так, чтобы место C контакта продольных краев 2 было расположено в точке воздействия лазерным лучом 3 (в сквозном проплавлении 4) или в расплавленном металле 5. При сварке стальных труб №3 и 4, которые также являются примерами, соответствующими настоящему изобретению, открытую трубу нагревали и расплавляли с помощью дуги на основе вольфрамового электрода в среде инертного газа со стороны внешней поверхности открытой трубы, а затем при одновременном воздействии лазерным лучом отслеживали сквозное проплавление и измеряли интенсивность свечения плазмы со стороны внутренней поверхности открытой трубы, а интенсивность пучка отраженного светового излучения измеряли со стороны внешней поверхности. Затем взаимное расположение места контакта продольных краев и сквозного проплавления или расплавленного металла регулировали так, как показано в таблице 10, что делали на основе размера сквозного проплавления, отклонений относительных значений измеренных параметров пучка отраженного светового излучения, и отклонений относительных значений измеренных параметров свечения плазмы.
Регулировку проводили таким образом, чтобы когда относительные отклонения интенсивности свечения плазмы или интенсивности пучков отраженного светового излучения превышали 15%, точку воздействия лазером перемещали в направлении вдоль окружности открытой трубы 1 так, чтобы место C контакта продольных краев 2 было расположено в точке воздействия лазерным лучом 3 (в сквозном проплавлении 4) или в расплавленном металле 5.
При сварке стальных труб №5-6, которые также являются примерами, соответствующими настоящему изобретению, не измеряли пучок отраженного светового излучения и свечения плазмы и, следовательно, не проводили регулировку взаимного расположения места контакта продольных краев и сквозного проплавления или расплавленного металла, даже если отклонения относительных значений интенсивности свечения плазмы или интенсивности пучков отраженного светового излучения превышали 15%.
Полученные, сваренные лазером стальные трубы подверглись ультразвуковому исследованию, в ходе которого было исследовано 20 м шва в соответствии со стандартом JIS G0582. Результаты исследования представлены в таблице 4. Следует отметить, что в таблице 4 дефекты были оценены на основе максимальной высоты по сравнению со стандартным искусственным дефектом, т.е. N5 зарубкой на внутренней и внешней поверхностях, что делалось в соответствии со следующим критерием: относительная максимальная высота меньше или равна 10% - Отлично (A⊙); больше 10%, но не больше 25% - Хорошо (BΟ); больше 25%, но не больше 50% - Удовлетворительно (CΔ); больше 50% - Неудовлетворительно (D×). Также проводились визуальные осмотры внутренних валиков сварных швов стальных труб.
Как следует из таблицы 10, примеры, соответствующие настоящему изобретению (сварные стальные трубы №1-4), при ультразвуковом исследовании получили результаты A: Отлично (⊙) или B: Хорошо (Ο). Также внешний вид внутренних валиков сварных швов стальных труб был подходящим. C другой стороны, в примерах, которые соответствуют настоящему изобретению и в которых не измерялись параметры пучка отраженного светового излучения и свечения плазмы и, следовательно, не проводилась регулировка взаимного расположения места контакта продольных краев и сквозного проплавления или расплавленного металла, даже если относительные отклонения интенсивности свечения плазмы или интенсивности пучка отраженного светового излучения превышали 15% (сваренные стальные трубы №5-8), при ультразвуковом исследовании получены благоприятные результаты; тем не менее, часто возникало кратковременное закрытое состояние сквозного проплавления, и вблизи внутренних валиков сварных швов стальных труб формировались брызги. Также в примерах, соответствующих настоящему изобретению (сварные стальные трубы №5 и 6), на внутренних валиках сварных швов стальных труб были найдены прожоги и подрезы. В этом случае наличие или отсутствие закрытого состояния сквозного проплавления подтверждали формированием изображений сквозного проплавления с частотой 1000 кадров в секунду после замены камеры слежения, которая показана на фиг.3 (30 кадров/сек) и которую использовали в примерах 1-4, высокоскоростной камерой. Любое закрытое состояние сквозного проплавления, длящееся 0,01 секунды или дольше, рассматривали как наличие закрытого состояния. Было обнаружено, что отклонения интенсивности свечения плазмы и отклонения интенсивности пучка отраженного светового излучения и кратковременные закрытые состояния сквозного проплавления, длящиеся 0,01 секунды, возникают практически синхронно.
Таким образом, использование настоящего изобретения дает возможность осуществления стабильной лазерной сварки даже для открытых труб, выполненных из толстого материала (толщина которого не меньше 4 мм).
Пример 6
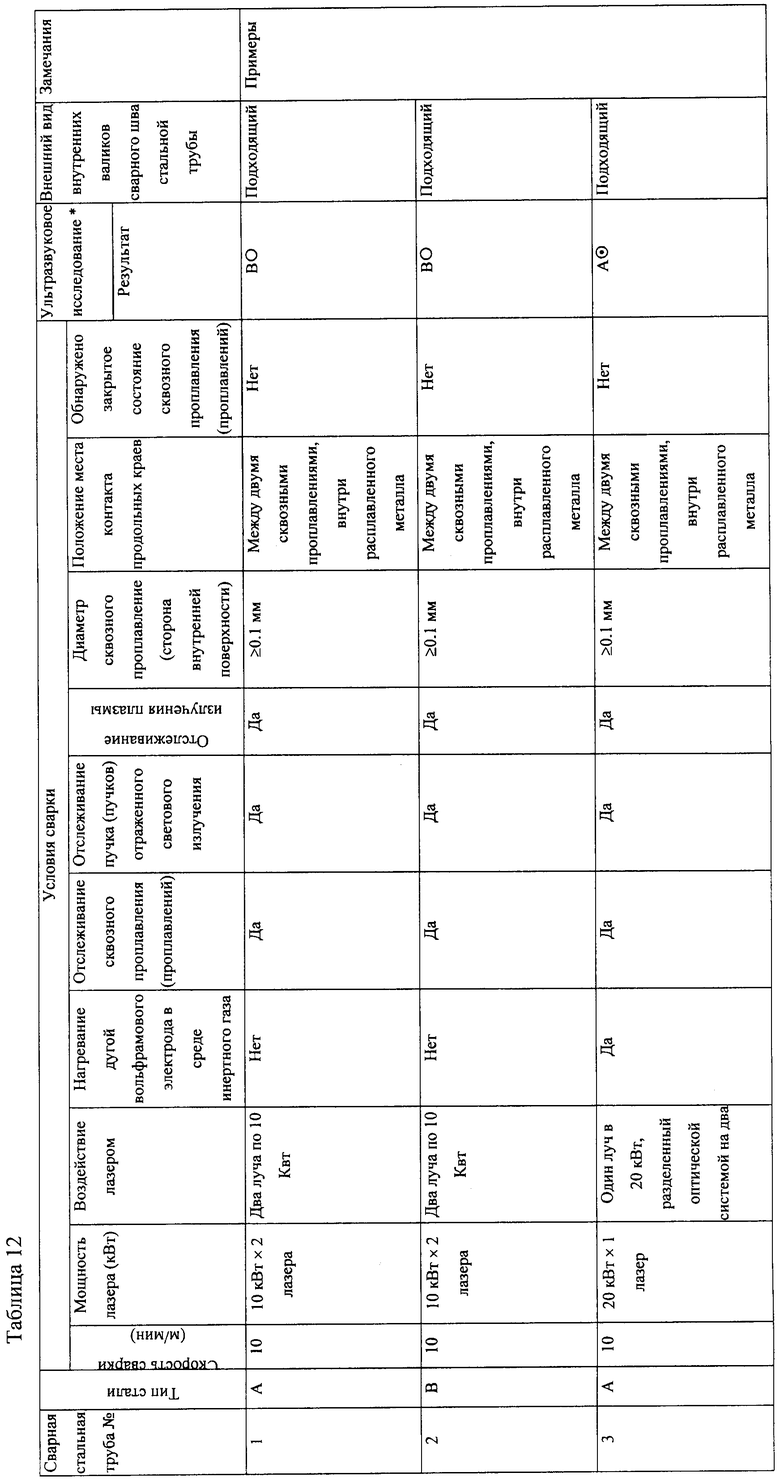
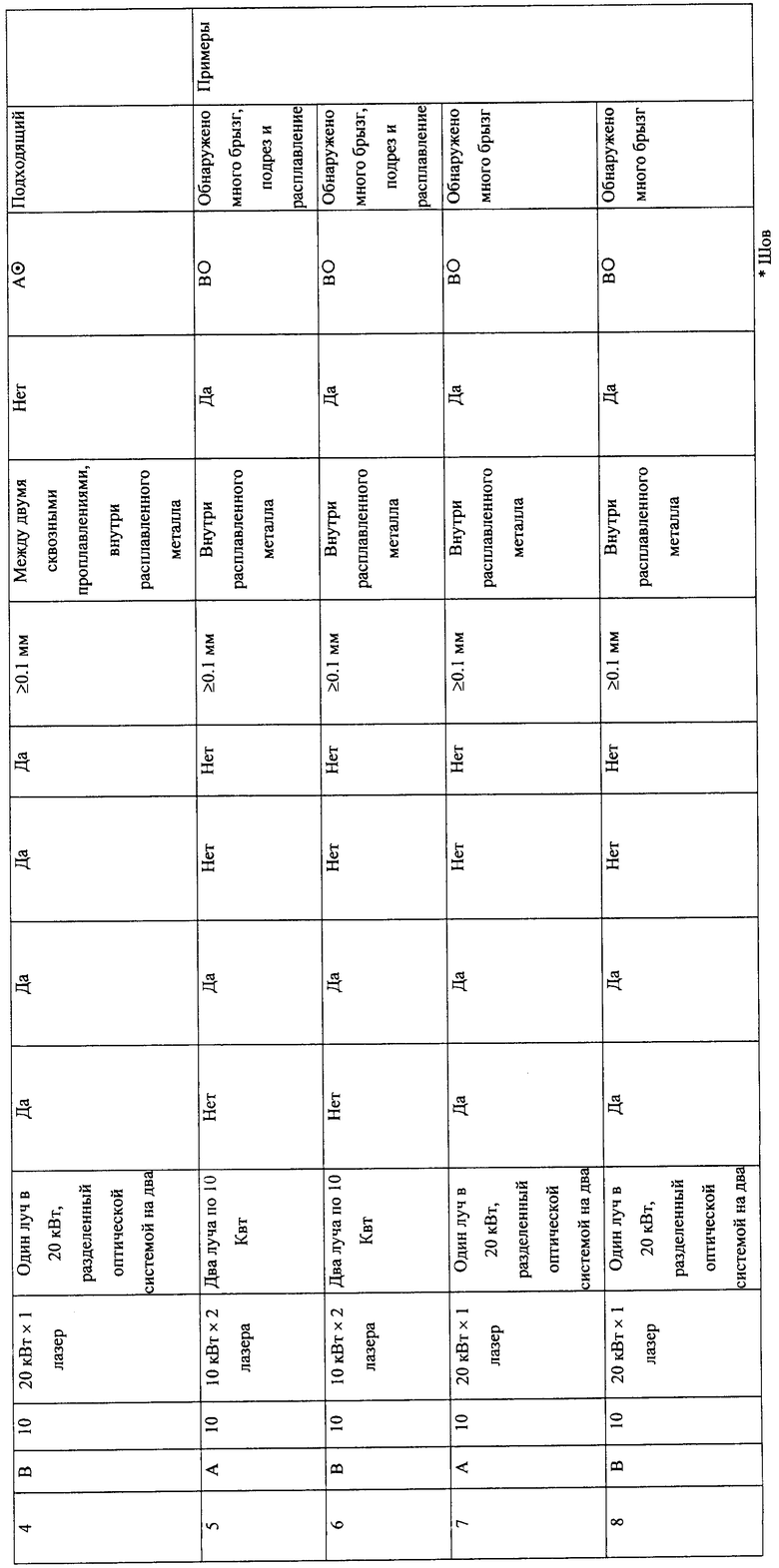
Сваренные лазером стальные трубы (внешний диаметр - 273,0 мм; толщина - 6,4 мм) были изготовлены путем формования стальных полос с целью получения цилиндрических открытых труб 1 с помощью формовочных валков и дальнейшего воздействия на каждую открытую трубу 1 лазерным лучом или лучами (двумя лучами или одним лучом) со стороны внешней поверхности при одновременном сжатии продольных краев 2 открытой трубы 1 сжимающими валками. Кроме того, в качестве дополнительного источника тепла была использована дуга от вольфрамового электрода в среде инертного газа, при этом дуга была расположена таким образом, чтобы она могла нагревать продольные края до нагревания лазерным лучом. Компоненты стальных полос представлены в таблице 11.
При лазерной сварке были использованы волоконные лазеры мощностью 10 кВт и 20 кВт. Условия сварки приведены в таблице 12.
Средством слежения за сквозным проплавлением 4 была камера 8 слежения, прикрепленная с помощью устройства, показанного на фиг.3, к стержню 7 устройства для отрезания внутренних валиков сварных швов. Указанное средство слежения было вставлено в каждую открытую трубу 1. Камера 8 слежения представляла собой камеру, которая может давать изображение только в заранее заданной длине волны (337 нм), что необходимо для исключения помех от такого светового излучения плазмы, полученного при воздействии лазерным лучом 3.
Кроме того, к сварочной головке 14 с помощью устройства, показанного на фиг.5, был прикреплен датчик 15 отраженного светового излучения, полученного из точки воздействия лазерным лучом 3, а к стержню 7 с помощью устройства, показанного на фиг.3, был прикреплен датчик 10 свечения плазмы.
В двух примерах, соответствующих настоящему изобретению и показанных в таблице 12 (сварные стальные трубы №1 и 2), на открытую трубу воздействовали двумя лазерными лучами, отслеживали сквозные проплавления 4 и измеряли интенсивность свечения плазмы со стороны внутренней поверхности открытой трубы с использованием устройства, показанного на фиг.3. При этом интенсивность пучков отраженного светового излучения измеряли со стороны внешней поверхности с использованием устройства, показанного на фиг.5, а затем взаимное расположение места контакта продольных краев и сквозного проплавления или расплавленного металла регулировали так, как показано в таблице 12, что делали на основе размера сквозных проплавлений 4, отклонений относительных значений измерений пучков отраженного светового излучения и отклонений относительных значений измеренных параметров свечения плазмы. Регулировку проводили таким образом, чтобы когда диаметр по меньшей мере одного сквозного проплавления был меньше 0,1 мм, точки воздействия и точки фокусировки лазерных лучей перемещали в направлении вдоль окружности открытой трубы 1 так, чтобы место C контакта продольных краев 2 было расположено между двумя сквозными проплавлениями и в точке воздействия лазерными лучами 3 (сквозные проплавления 4) или в расплавленном металле 5.
Далее регулировку проводили таким образом, чтобы когда отклонения относительных значений интенсивности свечения плазмы или интенсивности пучков отраженного светового излучения превышали 15%, точки воздействия и точки фокусировки лазерных лучей перемещали в направлении вдоль окружности открытой трубы 1 так, чтобы место C контакта продольных краев 2 было расположено между двумя сквозными проплавлениями и в точке воздействия лазерными лучами 3 (сквозные проплавления 4) или в расплавленном металле 5.
При сварке стальных труб №3 и 4 открытую трубу нагревали и расплавляли с помощью дуги на основе вольфрамового электрода в среде инертного газа со стороны внешней поверхности открытой трубы при одновременном воздействии двумя лазерными лучами. При этом отслеживали сквозные проплавления 4 и измеряли интенсивность свечения плазмы со стороны внутренней поверхности открытой трубы и интенсивность пучков отраженного светового излучения со стороны внешней поверхности, а затем регулировали взаимное расположение точки контакта продольных краев и сквозных проплавлений 4 или расплавленного металла 5 так, как показано в таблице 12, на основе размера сквозных проплавлений 4, отклонений относительных значений измерений для пучков отраженного светового излучения, и отклонений относительных значений измерений для свечения плазмы. Регулировку проводили таким образом, чтобы когда диаметр по меньшей мере одного сквозного проплавления был меньше 0,1 мм, точки воздействия и точки фокусировки лазерных лучей перемещали в направлении вдоль окружности открытой трубы 1 так, чтобы место C контакта продольных краев 2 было расположено между двумя сквозными проплавлениями и в точках воздействия лазерными лучами 3 (сквозные проплавления 4) или в расплавленном металле 5. Далее регулировку проводили таким образом, чтобы когда относительные значения отклонений интенсивности свечения плазмы или интенсивности пучков отраженного светового излучения превышали 15%, точки воздействия и точки фокусировки лазерных лучей перемещали в направлении вдоль окружности открытой трубы 1 так, чтобы место C контакта продольных краев 2 было расположено между двумя сквозными проплавлениями и в точках воздействия лазерными лучами 3 (сквозные проплавления 4) или в расплавленном металле 5.
При сварке стальных труб №5-8, которые также являются примерами, соответствующими настоящему изобретению, не измеряли пучки отраженного светового излучения и свечения плазмы и, следовательно, не проводили регулировку взаимного расположения места C контакта продольных краев 2 и сквозных проплавлений 4 или расплавленного металла, даже если отклонения относительных значений интенсивности свечения плазмы или интенсивности пучков отраженного светового излучения превышали 15%.
Полученные сваренные лазером стальные трубы подверглись ультразвуковому исследованию, в ходе которого было исследовано 20 м шва в соответствии со стандартом JIS G0582. Результаты исследования представлены в таблице 4. Следует отметить, что в таблице 4 дефекты были оценены на основе максимальной высоты по сравнению со стандартным искусственным дефектом, т.е. N5 зарубкой на внутренней и внешней поверхностях, что делалось в соответствии со следующим критерием: относительная максимальная высота меньше или равна 10% - Отлично (A⊙); больше 10%, но не больше 25% - Хорошо (BΟ); больше 25%, но не больше 50% - Удовлетворительно (CΔ); больше 50% - Неудовлетворительно (D×). Также проводились визуальные осмотры внутренних валиков сварных швов стальных труб.
Как следует из таблицы 12, примеры, соответствующие настоящему изобретению (сварные стальные трубы №1-4), при ультразвуковом исследовании получили результаты A: Отлично (⊙) или B: Хорошо (Ο). Также внешний вид внутренних валиков сварных швов стальных труб был подходящим. С другой стороны, в примерах, которые соответствуют настоящему изобретению и в которых не измерялись параметры пучка отраженного светового излучения и свечения плазмы и, следовательно, не проводилась регулировка взаимного расположения места контакта продольных краев сквозных проплавлении 4 или расплавленного металла 5, даже если относительные отклонения интенсивности свечения плазмы или интенсивности пучка отраженного светового излучения превышали 15% (сваренные стальные трубы №5-8), при ультразвуковом исследовании получены благоприятные результаты; тем не менее, часто возникало кратковременное закрытое состояние сквозных проплавлений и вблизи внутренних валиков сварных швов формировались брызги. Также в примерах, соответствующих настоящему изобретению (сварные стальные трубы №5 и 6), на внутренних валиках сварных швов стальных труб были найдены прожог и подрез. В этом случае наличие или отсутствие закрытого состояния сквозного проплавления подтверждали формированием изображений сквозного проплавления с частотой 1000 кадров в секунду после замены камеры слежения, которая показана на фиг.3 (30 кадров/сек) и которую использовали в примерах 1-4, высокоскоростной камерой. Любое закрытое состояние сквозного проплавления, длящееся 0,01 секунды или дольше, рассматривали как наличие закрытого состояния. Было обнаружено, что отклонения интенсивности свечения плазмы и отклонения интенсивности пучка отраженного светового излучения и кратковременные закрытые состояния сквозного проплавления, длящиеся 0,01 секунды, возникают практически синхронно.
Таким образом, использование настоящего изобретения дает возможность осуществления стабильной лазерной сварки даже для открытых труб, выполненных из толстого материала (толщина которого не меньше 4 мм).
Состояние лазерной сварки может быть точно оценено при изготовлении сваренных лазером стальных труб путем отслеживания сквозного проплавления (проплавлений) 4 и, при желании, измерения пучка (пучков) отраженного светового излучения и свечения плазмы, так что место C контакта продольных краев 2 можно всегда расположить в сквозном проплавлении (проплавлениях) 4 или расплавленном металле 5, образовавшемся при воздействии лазерным лучом (лучами) 3. В результате сваренные лазером стальные трубы могут быть изготовлены с высокой скоростью и стабильным образом. Таким образом, настоящее изобретение обладает значительными достоинствами для промышленности.





| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ ЛАЗЕРНОЙ СВАРКОЙ | 2011 |
|
RU2552826C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ С ПОМОЩЬЮ ЛАЗЕРНОЙ СВАРКИ | 2011 |
|
RU2563067C2 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| СПОСОБ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ЛАЗЕРНОЙ И ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКОЙ | 2015 |
|
RU2609609C2 |
| СПОСОБ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ЛАЗЕРНОЙ СВАРКОЙ | 2013 |
|
RU2523406C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ лазерно-дуговой сварки | 2017 |
|
RU2635679C1 |
| СВАРНАЯ СТАЛЬНАЯ ТРУБА, ИЗГОТОВЛЕННАЯ С ПРИМЕНЕНИЕМ ВЫСОКОЭНЕРГОПЛОТНОГО ЛУЧА, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2448796C1 |
| СОЕДИНЕНИЕ ЛАЗЕРНОЙ СВАРКОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2684993C2 |
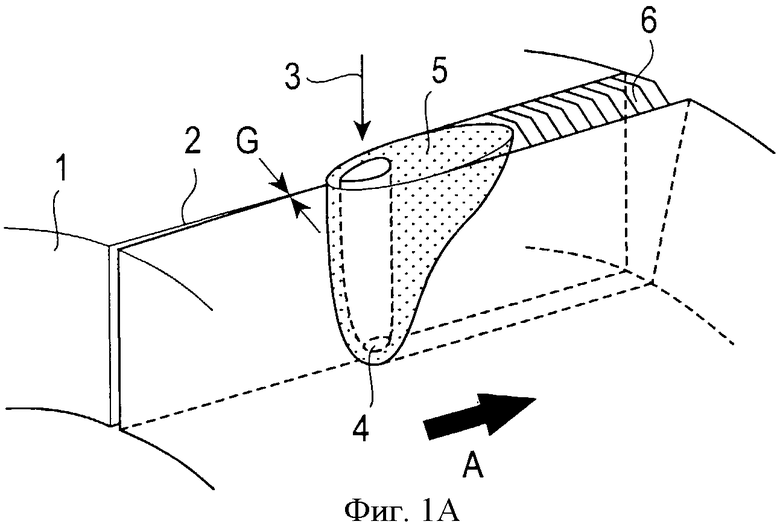
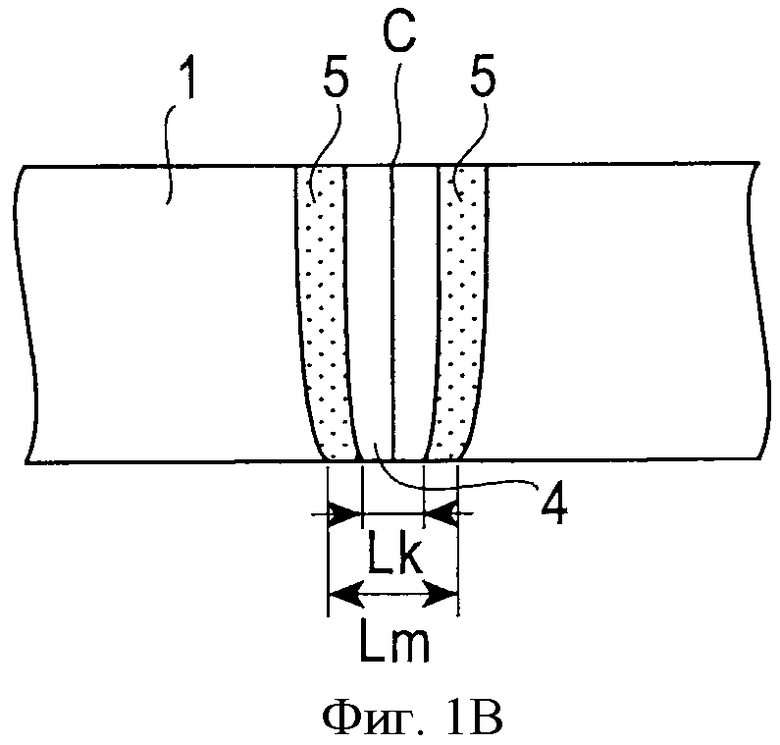
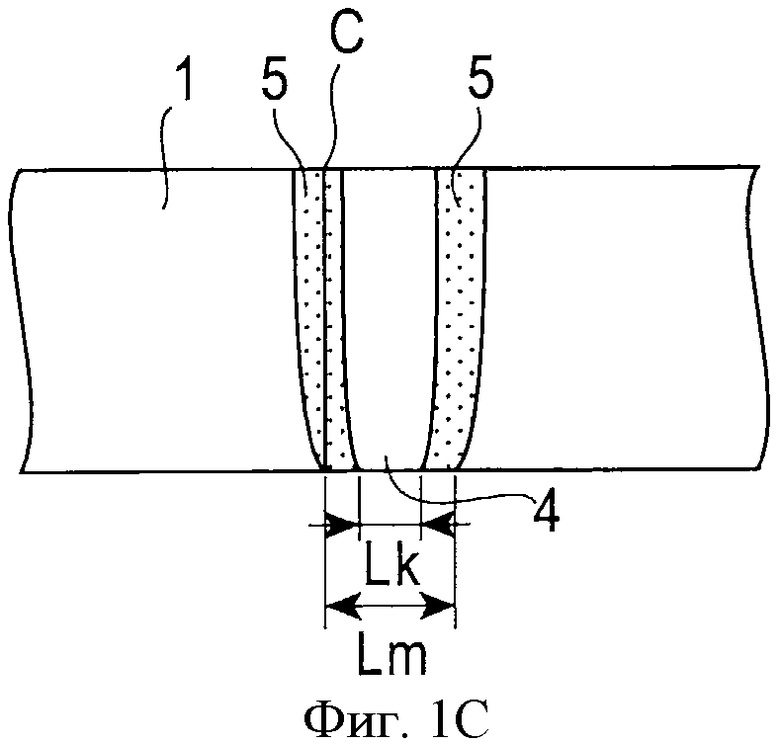
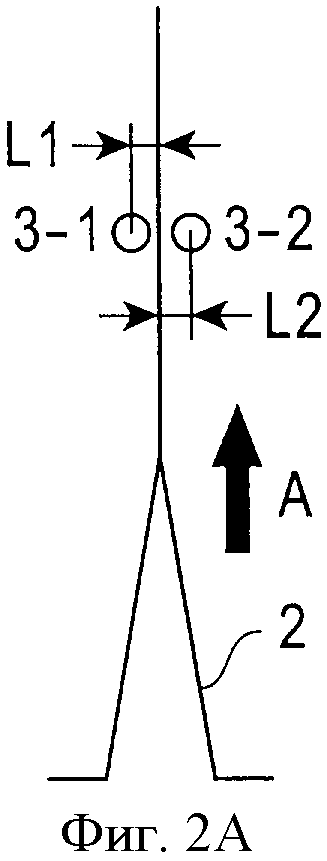
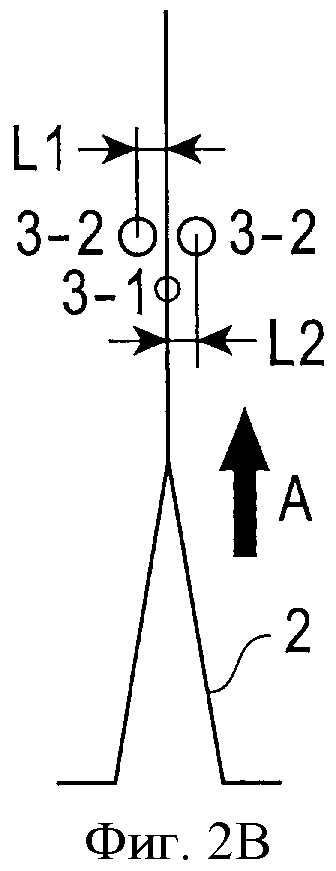
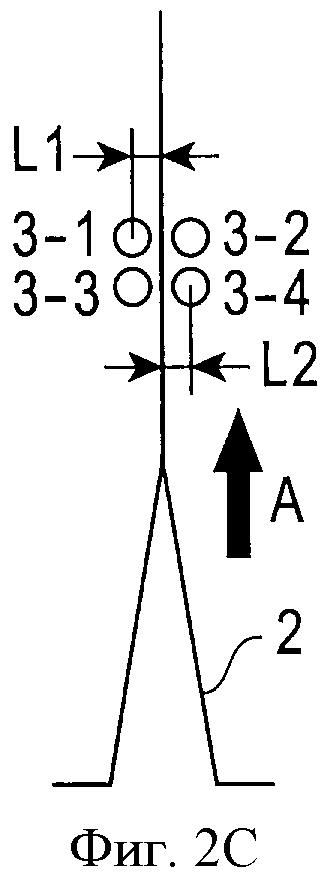
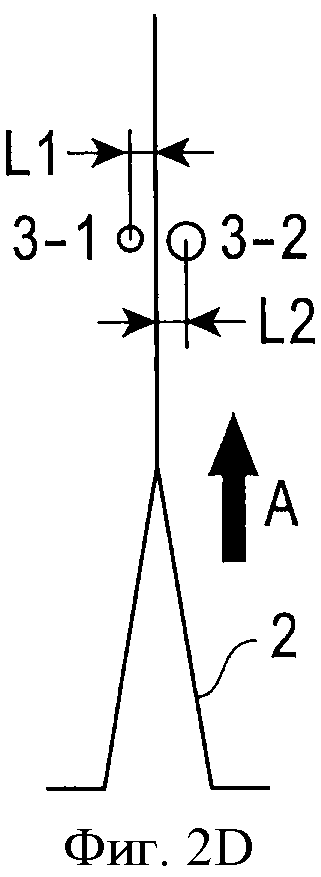
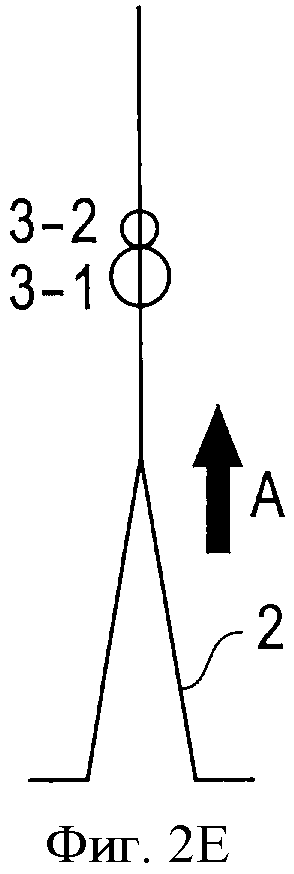
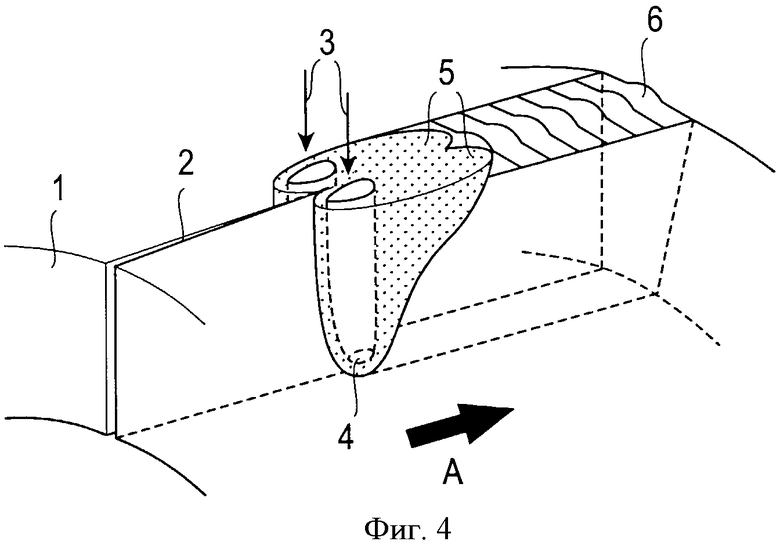
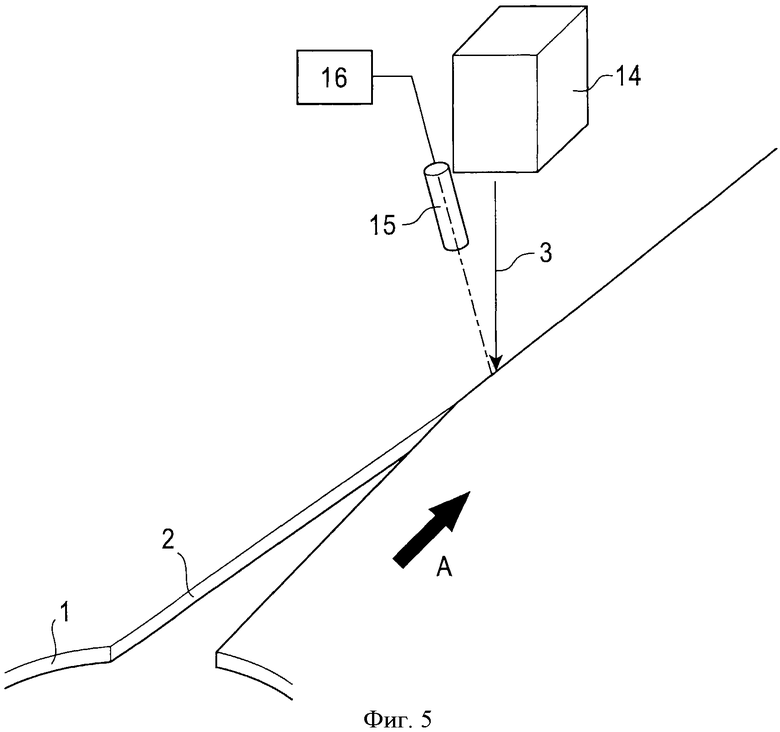
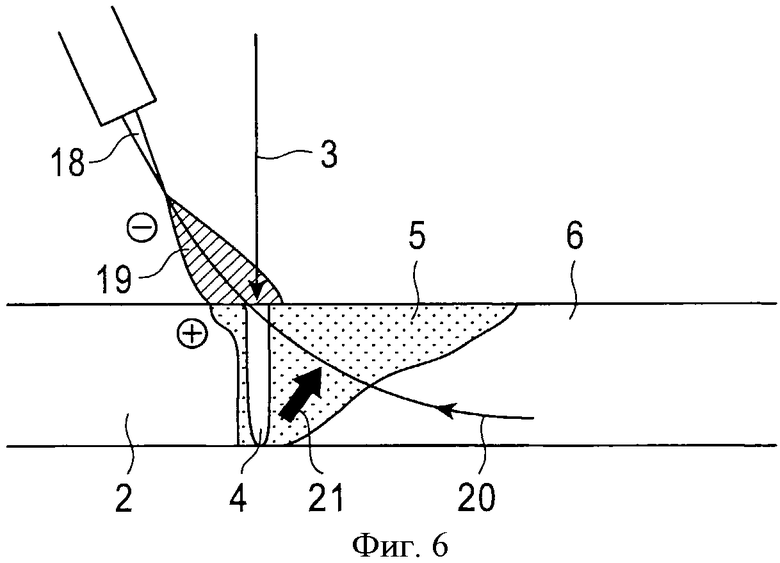
Способ предназначен для изготовления стальной трубы лазерной сваркой, в котором точно оценивают состояние лазерной сварки и используют эту оценку для изменения условий сварки, так что сваренные лазером стальные трубы могут быть стабильно изготовлены с высокой скоростью. Точку воздействия лазерным лучом, которым со стороны внешней поверхности воздействуют на продольные края, отслеживают со стороны внутренней поверхности открытой трубы. Оценивают условия сварки лазерным лучом и не изменяют, если обнаруживают наличие сквозного проплавления с наружной стороны до внутренней поверхности открытой трубы. Если сквозное проплавление не проникло до внутренней поверхности открытой трубы, условия сварки изменяют так, чтобы сварка осуществлялась со сквозным проплавлением, проникающим от внешней до внутренней поверхности открытой трубы в точке воздействия лазерным лучом. 24 з.п. ф-лы, 6 ил., 6 пр., 12 табл.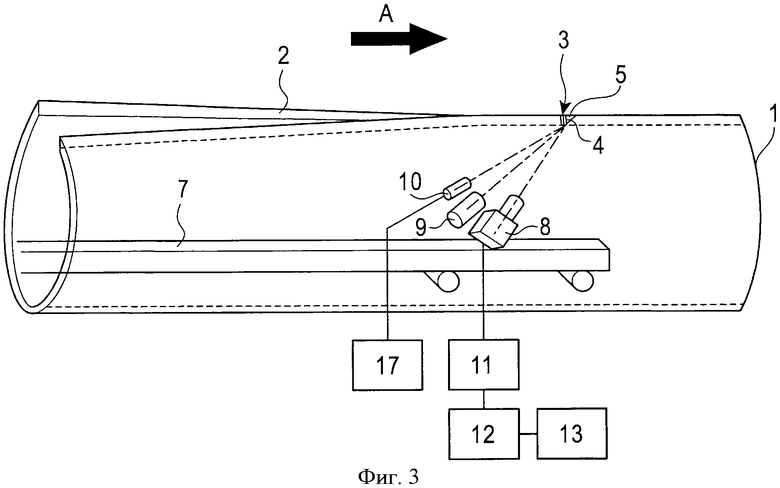
1. Способ изготовления стальной трубы лазерной сваркой, включающий формование из стальной полосы с помощью формовочных валков цилиндрической открытой трубы, сварку продольного края открытой трубы путем воздействия на ее внешнюю поверхность лазерным лучом при одновременном сжатии продольного края открытой трубы сжимающими валками, и этап, на котором отслеживают со стороны внутренней поверхности открытой трубы точку воздействия лазерного луча, которым облучают продольные края, и этап оценки, на котором при обнаружении сквозного проплавления снаружи до внутренней поверхности открытой трубы условия сварки лазерным лучом не изменяют, а если не обнаруживают сквозного проплавления снаружи до внутренней поверхности открытой трубы, условия сварки лазерным лучом изменяют, обеспечивая сварку со сквозным проплавлением, проникающим от внешней поверхности до внутренней поверхности открытой трубы в точке воздействия лазерным лучом.
2. Способ по п.1, в котором используют дополнительный источник тепла для нагревания продольных краев со стороны внешней поверхности открытой трубы, так что эти продольные края могут быть дополнительно нагреты и расплавлены для воздействия лазерным лучом.
3. Способ по п.2, в котором дополнительным источником тепла является дуга.
4. Способ по п.1, который, кроме этапа отслеживания точки воздействия со стороны внутренней поверхности открытой трубы лазерным лучом, которым воздействуют на продольный край, дополнительно включает в себя этап измерения с помощью датчиков параметров пучка отраженного светового излучения и свечения плазмы из точки воздействия лазерным лучом, при этом этап оценки осуществляют следующим образом: для состояния сварки, которое отслеживают на основе отдельных измерений, осуществляемых датчиками, при обнаружении сквозного проплавления снаружи до внутренней поверхности открытой трубы, и если малы изменения относительных значений измеренных параметров пучка отраженного светового излучения и свечения плазмы, условия сварки лазерным лучом не изменяют, а если не обнаруживают сквозного проплавления снаружи до внутренней поверхности открытой трубы, если оно нестабильно или повторно закрылось, и если велики изменения относительных значений измеренных параметров пучка отраженного светового излучения и свечения плазмы, условия сварки лазерным лучом изменяют так, что сварку осуществляют со сквозным проплавлением, проникающим от внешней поверхности до внутренней поверхности открытой трубы в точке воздействия лазерным лучом.
5. Способ по п.2, который, кроме этапа отслеживания точки воздействия со стороны внутренней поверхности открытой трубы лазерным лучом, которым воздействуют на продольный край, дополнительно включает в себя этап измерения с помощью датчиков параметров пучка отраженного светового излучения и свечения плазмы из точки воздействия лазерным лучом, при этом этап оценки осуществляют следующим образом: для состояния сварки, которое отслеживают на основе отдельных измерений, осуществляемых датчиками, при обнаружении сквозного проплавления снаружи до внутренней поверхности открытой трубы, и если малы изменения относительных значений измеренных параметров пучка отраженного светового излучения и свечения плазмы, условия сварки лазерным лучом не изменяют, а если не обнаруживают сквозного проплавления снаружи до внутренней поверхности открытой трубы, если оно нестабильно или повторно закрылось, и если велики изменения относительных значений измеренных параметров пучка отраженного светового излучения и свечения плазмы, условия сварки лазерным лучом изменяют так, что сварку осуществляют со сквозным проплавлением, проникающим от внешней поверхности до внутренней поверхности открытой трубы в точке воздействия лазерным лучом.
6. Способ по п.3, который, кроме этапа отслеживания точки воздействия со стороны внутренней поверхности открытой трубы лазерным лучом, которым воздействуют на продольный край, дополнительно включает в себя этап измерения с помощью датчиков параметров пучка отраженного светового излучения и свечения плазмы из точки воздействия лазерным лучом, при этом этап оценки осуществляют следующим образом: для состояния сварки, которое отслеживают на основе отдельных измерений, осуществляемых датчиками, при обнаружении сквозного проплавления снаружи до внутренней поверхности открытой трубы, и если малы изменения относительных значений измеренных параметров пучка отраженного светового излучения и свечения плазмы, условия сварки лазерным лучом не изменяют, а если не обнаруживают сквозного проплавления снаружи до внутренней поверхности открытой трубы, если оно нестабильно или повторно закрылось, и если велики изменения относительных значений измеренных параметров пучка отраженного светового излучения и свечения плазмы, условия сварки лазерным лучом изменяют так, что сварку осуществляют со сквозным проплавлением, проникающим от внешней поверхности до внутренней поверхности открытой трубы в точке воздействия лазерным лучом.
7. Способ по любому из пп.1-6, в котором размер сквозного проплавления, измеренный со стороны внутренней поверхности открытой трубы, больше или равен 0,2 мм в диаметре.
8. Способ по любому из пп.1-6, в котором место контакта продольных краев, в котором сжимающий валок сжимает продольный край, расположено в расплавленном металле, образовавшемся при воздействии лазерным лучом.
9. Способ по п.7, в котором место контакта продольных краев, в котором сжимающий валок сжимает продольный край, расположено в расплавленном металле, образовавшемся при воздействии лазерным лучом.
10. Способ по любому из пп.1-6, в котором место контакта продольного края, в котором сжимающий валок сжимает продольный край, расположено в сквозном проплавлении.
11. Способ по п.7, в котором место контакта продольного края, в котором сжимающий валок сжимает продольный край, расположено в сквозном проплавлении.
12. Способ по любому из пп.2-6, 9, 11, в котором генератор лазерного луча и дополнительный источник тепла действуют совместно.
13. Способ по любому из пп.2-6, 9, 11, в котором генератор лазерного луча и дополнительный источник тепла действуют совместно, при этом дополнительный источник тепла нагревает продольный край до воздействия лазерным лучом.
14. Способ по любому из пп.3-6, 9, 11, в котором генератор лазерного луча представляет собой волоконный лазер, мощность которого превышает 15 кВт, при этом длина фокусировки лазера больше или равна 200 мм.
15. Способ по любому из пп.3-6, 9, 11, в котором расстояние между точкой воздействия лазерным лучом и электродом дуги, измеренное на внешней поверхности открытой трубы, не превышает 7 мм.
16. Способ по любому из пп.4-6, 9, 11, в котором параметры пучка отраженного светового излучения измеряют со стороны внешней поверхности открытой трубы, а параметры свечения плазмы измеряют со стороны внутренней поверхности открытой трубы.
17. Способ по п.1, в котором лазерный луч состоит из нескольких лазерных лучей, при этом сварку осуществляют так, что сквозные проплавления проникают от внешней поверхности до внутренней поверхности открытой трубы отдельно в точках воздействия лазерными лучами.
18. Способ по п.17, который, кроме этапа отслеживания точек воздействия со стороны внутренней поверхности открытой трубы лазерными лучами, которыми воздействуют на продольный край, дополнительно включает в себя этап измерения с помощью датчиков параметров пучков отраженного светового излучения и свечения плазмы из точек воздействия лазерными лучами, при этом этап оценки осуществляют следующим образом: для состояния сварки, которое отслеживают на основе отдельных измерений, осуществляемых датчиками, при обнаружении сквозных проплавлений снаружи до внутренней поверхности открытой трубы, и если малы изменения относительных значений измеренных параметров пучков отраженного светового излучения и свечения плазмы, условия сварки лазерным лучом не изменяют, а если не обнаруживают сквозных проплавлений снаружи до внутренней поверхности открытой трубы, если они нестабильны или повторно закрылись, и если велики изменения относительных значений измеренных параметров пучков отраженного светового излучения и свечения плазмы, условия сварки лазерным лучом изменяют так, что сварку осуществляют со сквозными проплавлениями, проникающими от внешней поверхности до внутренней поверхности открытой трубы во всех точках воздействия лазерными лучами.
19. Способ по п.17, в котором место контакта продольных краев расположено между двумя сквозными проплавлениями, расположенными поперек продольных краев, причем расстояния от этих проплавлений до продольных краев в направлении, перпендикулярном продольным краям, больше расстояния от любого другого сквозного проплавления.
20. Способ по п.18, в котором место контакта продольных краев расположено между двумя сквозными проплавлениями, расположенными поперек продольных краев, причем расстояния от этих проплавлений до продольных краев в направлении, перпендикулярном продольным краям, больше расстояния от любого другого сквозного проплавления.
21. Способ по любому из пп.17-20, в котором размеры сквозных проплавлений, измеренных со стороны внутренней поверхности открытой трубы, больше или равны 0,1 мм в диаметре.
22. Способ по любому из пп.17-20, в котором точка контакта продольных краев расположена в расплавленном металле, образовавшемся при воздействии лазерными лучами.
23. Способ по п.21, в котором точка контакта продольных краев расположена в расплавленном металле, образовавшемся при воздействии лазерными лучами.
24. Способ по любому из пп.17-20, 23, в котором лазерные лучи состоят из двух лазерных лучей.
25. Способ по любому из пп.17-20, 23, в котором используют дополнительный источник тепла для нагревания продольных краев со стороны внешней поверхности открытой трубы, так что продольные края можно дополнительно нагреть и расплавить.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| JP 9170050 A, 30.06.1997 | |||
| JP 8168892 A, 02.07.1996 | |||
| JP 7290261 А, 07.11.1995 | |||
| ПРИБОР ДЛЯ ДОЗИРОВАННОГО РОЗЛИВА ЖИДКОСТЕЙ | 1928 |
|
SU20464A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| RU 2062195 C1, 20.06.1996 | |||
| СИСТЕМА КОНТРОЛЯ СВАРКИ | 1999 |
|
RU2225285C2 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ ПРОВОДКИ ТРУБОПРОВОДОВ | 1997 |
|
RU2116181C1 |

