Изобретение относится к способу отслеживания кромок перед сваркой и контроля кромок, а также к аппарату для осуществления способа.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является способ отслеживания кромок перед сваркой и контроля кромок свариваемых листов и сварного шва, известный из EP 0532257 A2, B 23 K 9/127, 17.03.93. Известный способ основан на проецировании света в виде линейного образца, проходящего поперечно через кромки, регистрировании изображения камерой (в частности CCD-камерой) и оценке его.
Известна сварка листов с образованием более крупных деталей (так называемых подогнанных заготовок), которые подвергаются затем процессу деформации. Областью применения таких "подогнанных заготовок" является автомобильная промышленность. Сварка листов может выполняться роликовой сваркой с раздавливанием кромок и лазерной сваркой. Так как сварной шов вместе с листами подвержен процессу деформации, существенным является безукоризненное качество всего шва. Листы, подлежащие сварке, подводятся к месту сварки своими общими кромками, прилегающими друг к другу, причем важно, чтобы сфокусированный лазерный луч как можно точнее следовал за общей кромкой листов, прилегающих друг к другу. Для этой цели применяется аппарат для отслеживания кромок, известный из ЕР 0532257 и содержащий устройство для создания линейного образца света, проходящего поперечно через кромки, приемное устройство для приема изображения, включающее камеру с регулируемой освещенностью, в частности CCD-камеру, и устройство обработки данных для оценки изображения. Аппарат определяет точную форму кромок перед зоной сварки, благодаря чему при сварке лазерный луч может направляться соответствующим образом. Известное устройство проецирует с этой целью линейный образец постоянной интенсивности, создаваемый поперечно через кромку, этот образец регистрируется камерой, и его изображение вводится в вычислительное устройство для того, чтобы по форме, по меньшей мере, одной из линий сделать вывод о форме кромки или зазора между листами. Таким образом, кромки и зазор отслеживаются вдоль всей их длины перед зоной сварки и соответствующим образом осуществляется управление лазерным лучом во время сварки.
После зоны сварки аналогичным образом можно регистрировать профиль сварного шва, благодаря чему можно выявлять дефекты сварки.
Как при отслеживании кромок перед сваркой, так и, в особенности, при контроле кромок и контроле сварного шва после сварки возникает проблема, связанная с тем, что отражательная способность листов очень разная. Отдельные листы могут иметь разные покрытия на поверхности, могут иметь или не иметь масляную пленку, могут быть блестящими или нет, иметь следы копоти и так далее. Большая разница в яркости, возникающая при этом, может превышать зону динамики применяемой камеры, вследствие чего линии отображаются слишком светлыми или слишком темными, что затрудняет анализ полученного изображения или иногда делает его совсем невозможным. Вследствие этого в случае отслеживания кромок нарушается скорость сварки или могут возникать дефекты сварки; в случае контроля кромок трудно распознать дефекты или дефекты предполагаются там, где их нет.
Поэтому в основе изобретения лежит задача улучшить способ вышеуказанного типа и аппарат вышеуказанного типа таким образом, чтобы оценка зарегистрированного изображения была возможной без проблем, в том числе и в плохих условиях.
Поставленная задача решается тем, что в способе отслеживания кромок перед сваркой и/или контроля кромок и соответствующего контроля сварного шва после сварки при соединении сваркой листов вдоль общей кромки, при котором на листы проецируют свет в виде линейного образца, проходящего поперек через кромку, и оценивают изображение, зарегистрированное камерой, согласно изобретению проецируют линейный образец в виде нескольких линий с отличающейся друг от друга световой интенсивностью.
Такая реализация способа приводит к тому, что линии различной яркости проецируются на лист, получается лучшая возможность оценки изображения. На блестящем, сильно отражающем листе можно применять устройство для обработки данных, способное оценить правильно отображенную линию невысокой интенсивности и не учитывать расплывающееся изображение линии более высокой интенсивности. На темном, плохо отражающем листе линии с увеличенной интенсивностью могут давать хорошие результаты. Таким образом, очень просто достигается высокий результат отслеживания кромок или контроля кромок.
Можно проецировать линии со световой интенсивностью в диапазоне от 100% до 5%.
Кроме того, проецируют дополнительные линии с одинаковой интенсивностью. Предпочтительно, когда проецируют пять линий, причем одна линия имеет интенсивность 100%, две линии - интенсивность 50% и две линии - интенсивность 25%, при этом пять линий создают посредством дифракционной решетки, причем линия, лежащая посередине, имеет 100% интенсивности при нулевом порядке дифракции, линии, лежащие по обе стороны от нее, имеют интенсивность 50% при дифракции первого порядка, и крайние линии имеют интенсивность 25% при дифракции второго порядка.
Поставленная задача решается также тем, что в аппарате для отслеживания кромок перед сваркой и/или контроля кромок и соответствующего контроля сварного шва после сварки при соединении сваркой листов вдоль общей кромки, содержащем устройство для создания линейного образца света, проходящего поперечно через кромку, приемное устройство для приема изображения и устройство обработки данных для оценки изображения, согласно изобретению устройство для создания линейного образца света выполнено с возможностью получения нескольких линий различной интенсивности, а устройство обработки данных - с возможностью выбора линии по яркости управляемого или отраженного излучения, при этом устройство для создания линий включает источник лазерного света и дифракционную решетку и выполнено с возможностью получения пяти дифракционных линий, причем дифракционных линий нулевого порядка - с интенсивностью 100%, дифракционных линий первого порядка - с интенсивностью около 50% и дифракционных линий второго порядка - с интенсивностью около 25%.
Желательно, чтобы приемное устройство содержало, по меньшей мере, одну CCD-камеру.
Далее поставленная задача решается тем, что предложен альтернативный способ отслеживания кромок перед сваркой и/или для контроля кромок и соответствующего контроля сварного шва после сварки при соединении листов сваркой вдоль, общей кромки, при котором на листы проецируют свет в виде линейного образца, проходящего поперечно через кромку, и оценивают изображение линий, зарегистрированное камерой, в котором, согласно изобретению, проецируют линейный образец в виде нескольких линий, для оценки изображения линий используют устройство обработки данных с регулируемым изменяющим средством контроля за освещенностью, при оценке изображения устанавливают необходимость изменения освещенности для следующего изображения и в этом случае в камеру подают управляющий сигнал для изменения освещенности.
Целесообразно использовать CCD-камеру и для контроля освещенности, изменять время интегрирования элемента CCD-камеры или время затвора камеры, при этом каждое интегрирование предпочтительно проводить на постоянной выбираемой длине кромок и шва.
Для реализации альтернативного способа предложен аппарат для отслеживания кромок перед сваркой и/или контроля кромок и соответствующего контроля сварного шва после сварки при соединении сваркой листов вдоль общей кромки, содержащий устройство для создания линейного образца света, проходящего поперечно через кромку, приемное устройство для приема изображения линий, включающее камеру с регулируемой освещенностью, в частности CCD-камеру с регулируемым временем интегрирования CCD-элемента и/или регулируемым временем затвора, и устройство обработки данных для оценки изображения, в котором, согласно изобретению, устройство для создания линейного образца света выполнено с возможностью получения нескольких линий, а устройство обработки данных выполнено с возможностью подачи управляющего сигнала для приемного устройства.
Согласно реализации альтернативного способа в аппарате, согласно изобретению, при каждой оценке изображения устанавливается, лежит ли яркость линий в заданных пределах, и если нет, то вырабатывается управляющий сигнал, который - для следующей регистрации изображения - воздействует на средство контроля освещенности приемного устройства, благодаря чему следующее изображение становится светлее или темнее. Является также возможным комбинировать оба аспекта изобретения таким образом, что дополнительно к линиям различной яркости добавляется контроль освещенности или влияние освещенности на камеру на основе результата зарегистрированного изображения.
Согласно третьему аспекту изобретения поставленная задача решается тем, что в способе для отслеживания кромок перед сваркой и/или для контроля кромок и соответствующего контроля сварного шва после сварки при соединении сваркой листов вдоль общей кромки, при котором на листы проецируют свет в виде линейного образца, проходящего поперечно через кромку, и оценивают изображение, зарегистрированное камерой, согласно изобретению, проецируют линейный образец света в виде нескольких линий, используют проецирующее устройство для создания линий, выполненное регулируемым по интенсивности света, при оценке каждого изображения устанавливают необходимость изменения яркости линий для следующего изображения и в этом случае к проецирующему устройству подводят управляющий сигнал, воздействующий на интенсивность.
Для реализации третьего альтернативного способа предложен аппарат для отслеживания кромок перед сваркой и/или для контроля кромок и соответствующего контроля сварного шва после сварки при соединении сваркой листов вдоль общей кромки, содержащий устройство для создания линейного образца света, проходящего поперечно через кромку, приемное устройство для приема изображения и устройство обработки данных при оценке изображения, в котором, согласно изобретению, устройство для создания линейного образца света выполнено с возможностью получения нескольких линий и включает линейное проецирующее устройство с управляемым входом сигналов для световой интенсивности источника света, а устройство обработки данных выполнено с возможностью подачи управляющего сигнала для линейного проецирующего устройства.
За счет того, что яркость или интенсивность проекционного устройства кардинально изменяется, может также компенсироваться отражающая способность разных листов.
Ниже изобретение поясняется более подробно на основе примеров выполнения, показанных на чертежах.
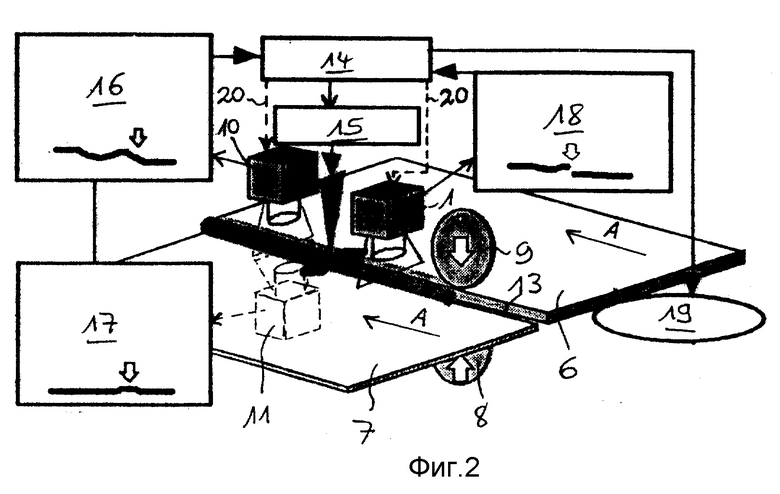
При этом на фиг. 1 схематически показан принцип расположения линейного проекционного устройства и съемочной камеры и на фиг. 2 - схематическое изображение аппарата для отслеживания кромок и два аппарата для контроля кромок и сварного шва.
На фиг. 1 и 2 показаны листы 6 и 7, которые прилегают друг к другу и имеют общую кромку 13. Эти листы соединяются друг с другом вдоль кромки 13, например, с помощью лазерной сварки. Для отслеживания характера кромки или для контроля сварного шва известно проецирование нескольких световых линий 5 поперечно к кромке 13 на нее и соседнюю зону обоих листов. В примере, показанном на чертеже, представлены только три линии, однако речь может идти и о другом количестве линий. Линии проходят под углом 90o или наклонно к кромке 13 и находятся внутри зоны регистрации приемного устройства 3, образованного, в частности, CCD-камерой. Проекционное устройство 2 для проецирования линий 5 образуется, предпочтительно, источником лазерного луча, за которым расположена дифракционная решетка, воспроизводящая линии 5 как дифракционные линии. Изображение, регистрируемое камерой 3, обрабатывается в устройстве для обработки изображения с целью определения посредством формы, по меньшей мере, одной из линий 5 форму зазора между листами 6 и 7 вдоль кромки 13 или для определения формы сварного шва после сварки листов. На фиг. 2 показан такой аппарат, в котором имеется несколько устройств согласно фиг. 1, а именно одно устройство перед зоной сварки и две компоновки 10 и 1 после зоны сварки. На фиг. 2 видно, что листы 6 и 7, которые в направлении сварки могут иметь длину, например, 2 м, перемещаются через аппарат посредством транспортирующего устройства, не показанного на чертеже, в направлении стрелки A в точно зафиксированном друг к другу положении. Перед устройством 1 слежения за кромками может быть предусмотрено деформирующее устройство с роликами 8 и 9, которое уменьшает возникающий зазор между листами посредством деформации более толстого листа 6. Точная форма зазора устанавливается затем посредством устройства отслеживания кромок, и, как уже указывалось ранее, последнее проецирует образец линий поперечно кромке 13 по ней, а с помощью камеры регистрируют образец линий и обрабатывают. С помощью проекционного устройства могут проецироваться, например, пять линий, проходящих параллельно, через кромку. Изображение из камеры первой компоновки поступает к устройству 18 обработки данных, которое определяет точную форму зазора. Из устройства 18 обработки данных управляющие сигналы поступают к управляющему устройству 14, которое, в свою очередь, управляет источником 15 лазерного светового луча, таким образом, что лазерный луч для сварки листов 6 и 7, лишь схематически показанный на чертеже, следует точно по форме зазора вдоль кромки 13. За зоной сварки, то есть в направлении транспортирования за лазерным лучом, расположено устройство 10 согласно компоновке, представленной на фиг. 1, выше сварного шва, и устройство 11, согласно компоновке на фиг. 1, под листом. Оба эти устройства также проецируют линии поперечно кромке 13 или сварному шву. По изображению линий устройство 16 или 17 обработки данных может определить форму сварного шва и, тем самым, провести контроль сварного шва на различные виды дефектов, что само по себе известно и не описывается здесь более подробно. Устройства 16 или 17 обработки данных подают соответствующий сигнал к управляющему устройству 14, и оно может подавать сигнал к соответствующему средству 19 управления, которое проверяет, отвечает ли сваренная заготовка требованиям, предъявляемым к ее качеству, или нет.
Согласно одному из аспектов данного изобретения, линии 5 проецируются таким образом, что разные линии имеют различную световую интенсивность. Так, например, из трех линий, согласно фиг. 1, самая светлая может иметь световую интенсивность 100%, вторая линия - световую интенсивность 60% и третья линия - 30%. Предпочтительным является пример выполнения, в котором в качестве дифракционных линий проецируются пять линий. Средняя дифракционная линия нулевого порядка в этой форме выполнения имеет интенсивность, равную, например, 100. Дифракционные линии первого порядка, лежащие по обе стороны, имеют, каждая, интенсивность 50% и расположенные далее дифракционные линии второго порядка имеют, каждая, световую интенсивность 25%. Линейные проецирующие устройства с лазерными и дифракционными решетками, отвечающие указанным требованиям, изготавливаются фирмами LASIRIS INCORPORATED в 3549 Asby, Квебек, Канада.
Посредством камеры 3 принимается изображение линий 5 различной световой интенсивности, которое и при отражательной способности поверхностей листов, различной по длине кромки 13, дает хорошую различимость, по меньшей мере, одной из линий и обеспечивается хорошая оценка изображения после выбора последней устройством обработки данных. Таким образом можно точно установить форму зазора или форму сварного шва, в том числе в сложных условиях отражения от поверхности листов.
Согласно еще одному аспекту изобретения в соответствующую камеру подается управляющий сигнал 20 освещенности, выдаваемый управляющим устройством 14 на фиг. 2, который мог бы также передаваться непосредственно от соответствующего устройства 18, 16 и 17 обработки данных в камеру. Управляющий сигнал 20 сохраняет информацию, чтобы камера при приеме следующего изображения могла выбрать более длинное или более короткое или то же самое время экспозиции, как при предыдущем изображении. У ССД-камеры управляющий сигнал может определять вместо освещенности в единицу времени время интегрирования элемента ССД. На основании информации, является ли предыдущее изображение линий 5 слишком темным или слишком светлым, изменяется освещение соответствующей камеры для следующего изображения. С учетом этого аспекта соединения улучшается вид проецируемых линий в принимаемом изображении. Является предпочтительным, всегда интегрировать по одной и той же длине кромки или шва, независимо от скорости сварки.
Оба аспекта изобретения могут также применяться в комбинации друг с другом. Так, с одной стороны, могут проецироваться линии различной интенсивности поперечно к кромке 13 и дополнительно может быть предусмотрено влияние освещенности соответствующей камеры. Соответствующие камеры, в частности ССД-камеры, являются стандартными и поэтому здесь не описываются более подробно.
Согласно еще одному аспекту изобретения, может регулироваться общая яркость проецируемых линий. В этом случае оказывается влияние не временем освещенности камеры или временем интегрирования элемента ССД-камеры посредством сигнала устройства обработки данных, а яркостью линейного проекционного устройства. Эта возможность может комбинироваться с каждым из ранее описанных аспектов или с обоими аспектами вместе. Так, может регулироваться яркость линейного проекционного устройства, которое проецирует линии одинаковой интенсивности, или может регулироваться яркость одного линейного проецирующего устройства, который создает линии различной интенсивности, как это было описано ранее. Регулирование яркости может также комбинироваться с регулированием времени освещенности или регулированием времени интегрирования, причем в этом случае регулирующее устройство выдает два управляющих сигнала, один для проекционного устройства и один для камеры.
Эти три аспекта можно представить следующим образом:
Мероприятие:
1. Различная интенсивность линий линейного проецирующего устройства.
Эффект:
Могут компенсироваться местные различия отражательной способности поперечно кромке или сварному шву.
Мероприятие:
2. Время интегрирования или время экспонирования элемента CCD-камеры изменяется (предпочтительно, таким образом, что интегрирование всегда происходит на той же длине кромки или шва.
Эффект:
Выравнивание освещенности и этим всегда одинаковая яркость изображения, предпочтительно со всегда сохраняющейся разрешающей способностью, независимо от скорости сварки.
Мероприятие:
3. Регулирование основной интенсивности линейного проекционного устройства.
Эффект:
Одинаковая яркость рассеянного и отраженного света, независимо от общей характеристики отражения листа.
Изобретение может быть использовано при роликовой или лазерной сварке для отслеживания и контроля кромки между двумя свариваемыми листами. С помощью проекционного устройства проецируют проходящий через кромку образец линии и регистрируют камерой. Зарегистрированное изображение анализируют и по форме линий делают вывод о зазоре между листами или форме кромок. Проецируют несколько линий с различной световой интенсивностью. Это позволяет при обработке зарегистрированного изображения, в том числе и при изменяющейся характеристике отражения листов, выбрать линию не слишком слабую и не слишком интенсивную в изображении. Аппарат для отслеживания кромок включает устройство создания линейного образца света и приемное устройство. Устройство обработки данных выполнено с возможностью выбора линии по яркости управляемого или отраженного излучения. Изобретение позволяет получить достоверную оценку изображения, в том числе в плохих условиях. 6 с. и 8 з.п. ф-лы, 2 ил.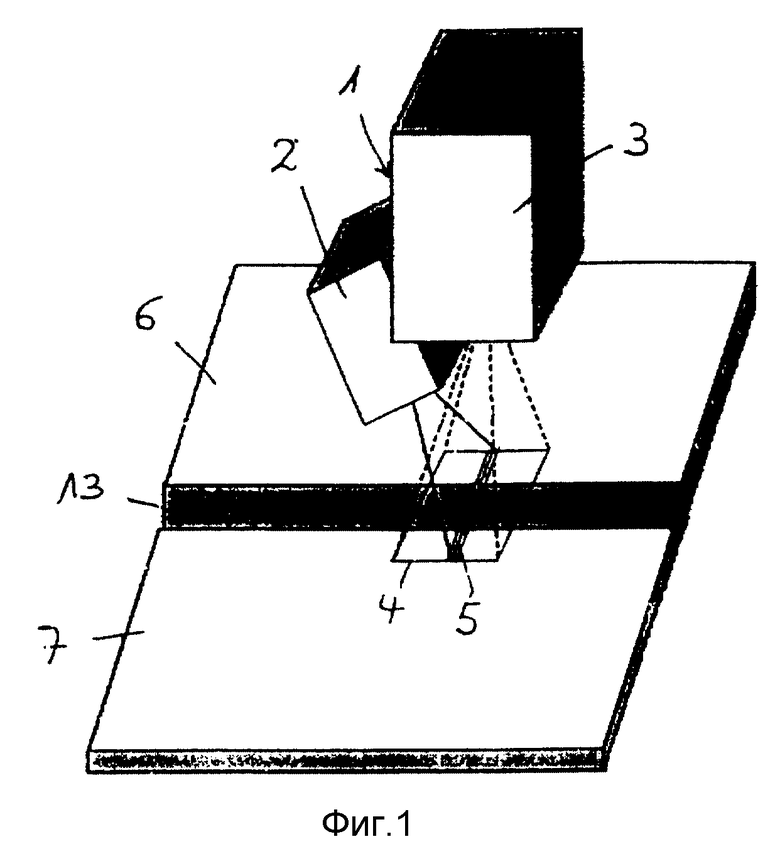
| EP 0532257 A2, 17.03.93 | |||
| Двухкоординатный лазерный измеритель перемещений | 1986 |
|
SU1610409A1 |
| Оптический сенсор | 1989 |
|
SU1761405A1 |
| Камера для сварки взрывом | 1981 |
|
SU942332A2 |
| СПОСОБ ВЫЯВЛЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ДВИЖУЩЕЙСЯ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2017141C1 |
| Огнетушитель | 0 |
|
SU91A1 |

