Известны приспособления с автоматическими фрикционными захватами для подъема, переноса и опускания тех или иных предметов, в частности переставители стеклянных изделий, налример, с конвейера на транспортер лера. Известно также применение криволинейных монорельсов для переме1цедия взаимодействующих с ними деталей в направлении, поперечном к их поступательному движению вдоль монорельса.
Предлагаемый переставитель стеклянных и тому подобных изделий к тарелочным транспортерам машин, например, типа «Найт, также снабжен автоматическими фрикционными захватами, перемещаемыми вдоль изделия неподвижным монорельсом с профилированными участками. С целью сведения к минимуму числа звеньев передачи для перемещения вдоль изделий захватов, несущие их штоки, взаимодействующие с монорельсом, пропущены непосредственна через шарниры цепи, транспортируюп1ей захваты параллельно тарелочной цепи и синхронно с ней.
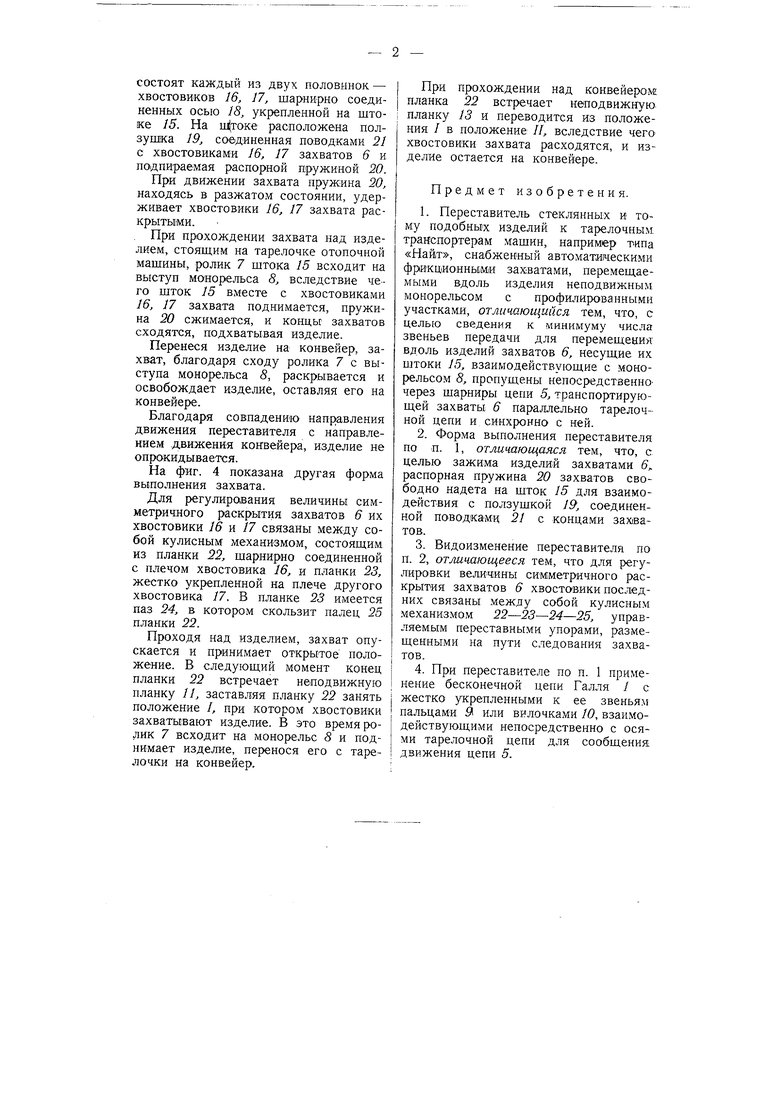
На чертеже фиг. 1 изображает вид всего устройства сбоку; фиг. 2 --то
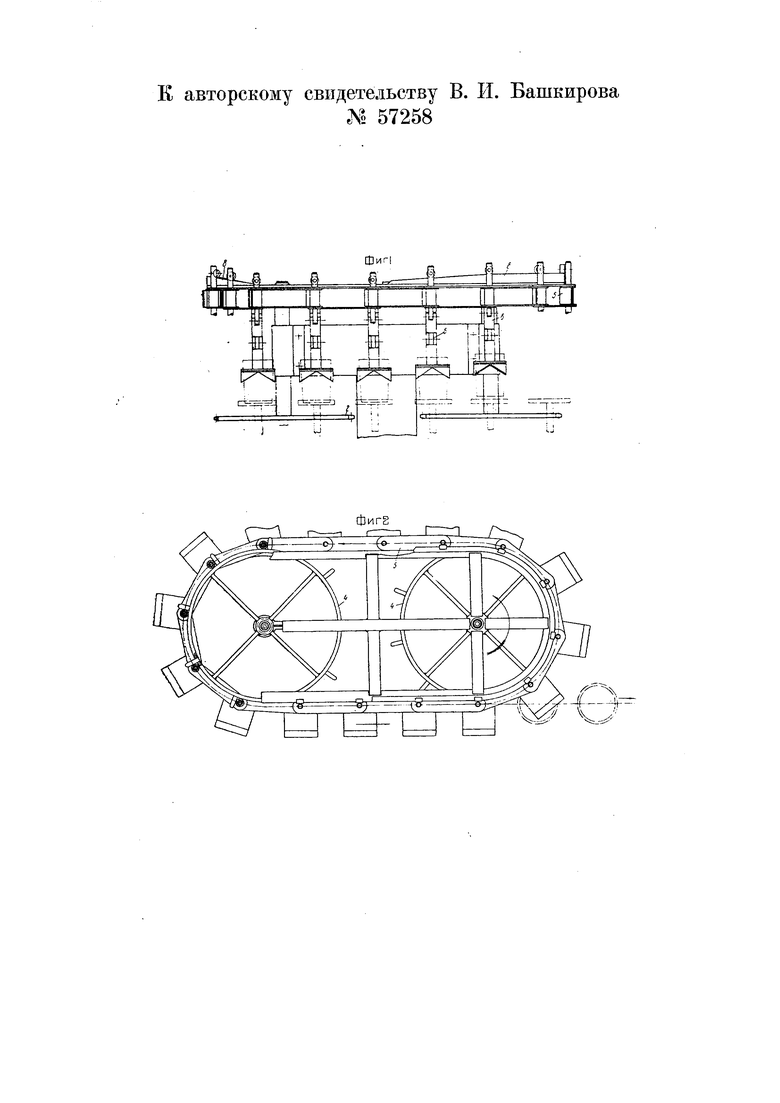
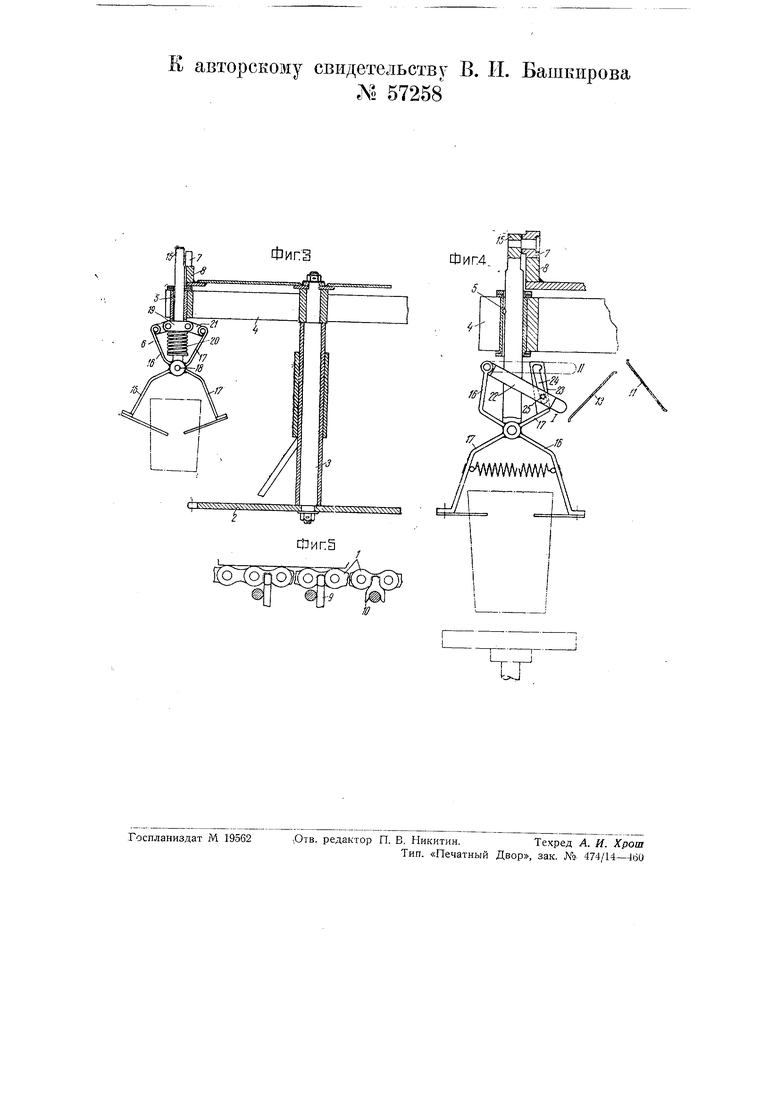
же в плане; фиг. 3 - одну форму выполнения захватов; фиг. 4 - другу1б форму; фиг. 5 - одну из деталей устройства.
Изображенный на чертеже переставитель предназначен для перестановки стеклянных изделий на отопочную машину «Найт и с мащины на конвейер. В качестве привода для пе1 еставителя использовано движение осей тарюлочек, передвигающих цепь Галля / (фиг. 5) при помощи приваренных к последней пальцев 9 или же вилочек 10. Цепь Галля / охватывает звездочки 2 (фиг. 1), закрепленные на осях 5 (фиг. 3), на других концах которых сидят звездочки 4 (фиг. 2 и 3) для специальной цепи 5, служащей для перемещения захватов 6. Количество этих захватов устанавливается от двенадцати до- шестнадцати. Шток /5 каждого из захватов (фиг. 3) снабжен роликом 7, перекатывающимся по монорельсу 8. Шток /5 пропущен непосредственно через шарниры цепи 5, перемещающей захваты 6 параллельно тарелочной цепи и синхронно с ней, благодаря вышеуказанному приводу осями тарелочек цепи Галля /.
Захваты 6 переставителя (фиг. 3)
состоят каждый из двух половинок - хвостовиков 16, 17, шарнирно соединенных осью 18, укрепленной на штоке 15. На истоке расноложена ползушка 19, соединенная поводками 21 с хвостовиками 16, 17 захватов 6 и подпираемая распорной пружиной 20.
При движении захвата пружина 20, находясь в разжатом состоянии, удерживает хвостовики 16, 17 захвата раскрытыми.
При прохождении захвата над изделием, стоящим на тарелочке отопочной машины, ролик 7 штока 15 всходит на выступ монорельса 8, вследствие чего шток 15 вместе с хвостовиками 16, 17 захвата поднимается, пружина сжимается, и концы захватов сходятся, подхватывая изделие.
Перенеся изделие на конвейер, захват, благодаря сходу ролика 7 с выступа монорельса S, раскрывается и освобождает изделие, оставляя его на конвейере.
Благодаря совпадению направления движения переставителя с направлением движения конвейера, изделие не опрокидывается.
На фиг. 4 показана другая форма выполнения захвата.
Для регулирования величины симметричного раскрытия захватов 6 их хвостовики 16 и /7 связаны между собой кулисным механизмом, состоящим из планки 22, шарнирно соединенной с плечом хвостовика 16, и планки 23, жестко укрепленной на плече другого хвостовика 17. В планке 23 имеется паз 24, в котором скользит палец 25 планки 22.
Проходя над изделием, захват опускается и принимает открытое положение. В следующий момент конец планки 22 встречает неподвижную планку И, заставляя планку 22 занять положение I, при котором хвостовики захватывают изделие. В это время ролик 7 всходит на монорельс 5 и поднимает изделие, перенося его с тарелочки на конвейер.
При прохождении над кoнвeйepo планка 22 встречает неподвижную планку 13 и переводится из положения / в положение 11, вследствие чего хвостовики захвата расходятся, и изделие остается на конвейере.
Предмет изобретения.
1.Переставитель стеклянных и тому подобных изделий к тарелочным ранспортерам машин, например типа «Найт, снабженный автоматическими рикционньши захватами, перемещаемыми вдоль изделия неподвижным монорельсо.м с профилированными участками, отличающийся тем, что, с целью сведения к минимуму числа звеньев передачи для перемещения вдоль изделий захватов 6, несущие их DJтoки 15, взаимодействующие с монорельсом 8, пропущены непосредственночерез шарниры цепи 5, транспортирующей захваты 6 параллельно тарелочной цепи и синхронно с ней.
2.Форма выполнения переставителя по п. 1, отличающаяся тем, что, с целью зажима изделий захватами 6,. распорная пружина 20 захватов свободно надета на шток 15 для взаимодействия с ползушкой /Я соединенной поводками 21 с концами зах1ватов.
3.Видоизменение переставителя по п. 2, отличающееся тем, что для регулировки величины симметричного раскрытия захватов 6 хвостовики последних связаны между собой кулисным механизмом 22-23-24-25, управляемым переставными упорами, размещенными на пути следования захватов.
4. При переставителе по п. 1 применение бесконечной цепи Галля / с жестко укрепленными к ее звеньям пальцами или вилочками /О, взаимодействующими непосредственно с осями тарелочной цепи для сообщения движения цепи 5.
к авторскому свидетельству В. И. Башкирова
Д1 57258
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для механизированной отопки стеклоизделий | 1960 |
|
SU137645A1 |
| Переставитель стеклоизделий | 1957 |
|
SU114492A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024443C1 |
| Переставитель стеклянных изделий | 1985 |
|
SU1308575A1 |
| Переставитель стеклоизделий Я.Н.Сидранского | 1987 |
|
SU1516469A1 |
| Переставитель стеклоизделий | 1956 |
|
SU109898A1 |
| Устройство для автоматизированного глазурования трубок | 1985 |
|
SU1286422A1 |
| Отопочная машина | 1982 |
|
SU1025672A1 |
| Карусельная машина для отделки, отопки и т.д. химических стаканов и тому подобных стеклянных изделий | 1940 |
|
SU58521A1 |
| Переставитель стеклоизделий | 1960 |
|
SU139782A1 |
i а.
ai
c5-. .
CHS;ГI .
Шиг|
М , f
г1 гт
W ГЛ ji
s;г
, J4.
Т
фигЕ к авторскому свидетельству В. И. Л 57258 Башкирова
Фиг5
1
