Изобретение относится к промышленности строительных материалов, в частности к оборудованию для осуществления финишних операций производства стеклянной сортовой посуды и может быть использовано предприятиями, выпускающими стаканы, фужеру и пр.
Известна отопочная машина, включающая станину, смонтированный на ней горизонтальный цепной конвейер с зажимными патронами и регулируемыми по высоте обрабатываемых стеклоизделий отопочными горелками 1 .
Машина не содержит средств для мойки и сушки заготовок и выгрузки обработанных стеклоизделий.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является установка для отопки края стеклоизделий, входящая в линию для обработки сортовой посуДУ, содержащая карусельный стол с зажимными патронами, установленными с возможностью поворота вокруг горизонтальных осей при помощи реечно-зубчатых приводов, взаимодействующих с неподвижным копиром, привод с мальтийским механизмом для вращения карусельного стола, устройства для мойки, обдува и сушки, установлен.ный с возможностью регулирования по высоте обрабатываемых стеклоизделий теплоизолирующий тоннель с отопочным горелками и систему управления. Установка содержит размещенный на станине карусельный стол с зажимными патронами, привод для вращения стола с остановками на позициях обработки выполненный в виде мальтийского механизма, привод вращения патронов в зоне отопки, устройства для обдува и сушки стеклоизделий, стопочный тоннель с горелками и систему управления. Перед сушильным устройством установлено устройство для мойки, связанное с устройством для сушки переставителем стеклозаготовок. Средства для выгрузки стеклоизделий в этой машине совмещены со средствами для переворота стеклоизделий из положения венчиком вниз,необходимодля мойки и сушки,в положение венчиком вверх, необходимое дляогнёвой обработки края.Эти средства выполнены в видереечно-зубчатых приводов переворота патронов,работающих от неподвижного копира 2.
Недостатком известной установки является относительная громоздкость,
вызванная отдельным расположением устройства для мойки и необходимостью применения вследствие этого rieрестааителя стеклоизделий. Кроме
этого, выполнение шестерен реечнозубчатых приводов относительно малыми ухудшает базирование стеклоизделий в отопочном тоннеле вследствие неизбежных люфтов в копирной паре и
зубчатом зацеплении, т.е. снижает качество отопки. Увеличение диаметров шестерен приводит к необходимости увеличения хода копирной пары, что ухудшает динамические качества привода, утяжеляет его и снижает его надежность. Недостатками являются также относительно высокий брак стеклоизделий, связанный с резким изменением температурного режима на входе в отопочный тоннель, низкое качество отопки внутренней кромки края стеклоизделйя и недостаточная надежность механизмов вращения карусельного
стола, обусловленная высокими динамическими нагрузками в периоды пуска и остановки.
Цель изобретения - повышение компактности, надежности и производительности машины-, а также снижение брака и улучшение качества отопки.
Поставленная цель достигается тем, что в отопочной машине, содержащей карусельный стол с зажимными патронами, установленными с возможностью поворота вокруг горизонтальных осей при помощи реечно-зубчатых приводов, взаимодействующих с неподвижным копиром, привод с
мальтийским механизмом для вращения карусельного стола, устройства для мойки, обдува и сушки, установленный с возможностью регулирования по Высоте обрабатьюаемых стеклоиздеЛИЙ теплоизолирующий тоннель с отопочными горелками и систему-управления, реечно-зубчатые приводы снабжены подпружиненными упорами и смонтированными на осях поворота патронов рычагами, установленными с возможностью взаимодействия, система управления снабжена датчиком положения карусельного стола с обеспечением возможности остановки привода
в фазе выстоя мальтийского меха-, низма, устройство для мойки и устройство для обдува и сушки совмещены и связаны системой управления с патронами и приводом вращения стола. отопочные горелки установлены на горизонтальных осяхс возможностью направления факелов пламени на внутреннкж) кромку края стеклоизделий и выполнены с соплами, установленными под тупым углом к направлению перемещения стеклоизделий. Целесообразно устройство для мойки, обдува и сушки снабдить пневмо-, распределителем и датчиком наличия в патроне стеклоизделия и выполнить в виде ресивера с форсунками и трубопроводами подачи моющей жидкости и сжатого воздуха. Кроме того, датчик положения карусельного стола может быть соединен с кулачком мальтийского механизма. Предпочтительной является монтировка отопочных горелок с возможностью регулирования их положения от- ,- для
носительно тоннеля, при помощи винтовой пары.
Выполнение устройств для мойки и обдува совмещенными позволяет повысить компактность машины и расширить ее функциональные возможности при одновременном улучшении качества Мойки и сушки. Оснащение реечно-зубчатых приводов рычагами и подпружиненными упорами повышает точност ь базирования венчиков стеклоизделий относительно горелок, что в сочетании с расположением горелок на горизонтальных осях позволяет улучшить качество отопки края стеклоизделия, особенно его внутренней кромки. Расположение сопел горелок под тупым углом к направлению перемещения стеклоизделий позволяет создать направленный вдоль тоннеля навстречу П1еремещению стеклоизделий поток горячего воздуха, что устраняет бой стеклоизделий на входе в отопочный тоннель за счет значительного уменьшения температурного градиента по длине тоннеля. Оснащение системы управления датчиком положения карусельного стола и выполнение ее с возможностью остановки машины только в фазе выстоя мальтийского механизма позволяет устранить динамические нагрузки на передачи привода в периоды пуска и остановки и снизить за счет этого частоту его отказов при одновременном снижении металлоемкости.
Указанное выше выполнение устройства для мойки и,обдува позволя1
диаметра.
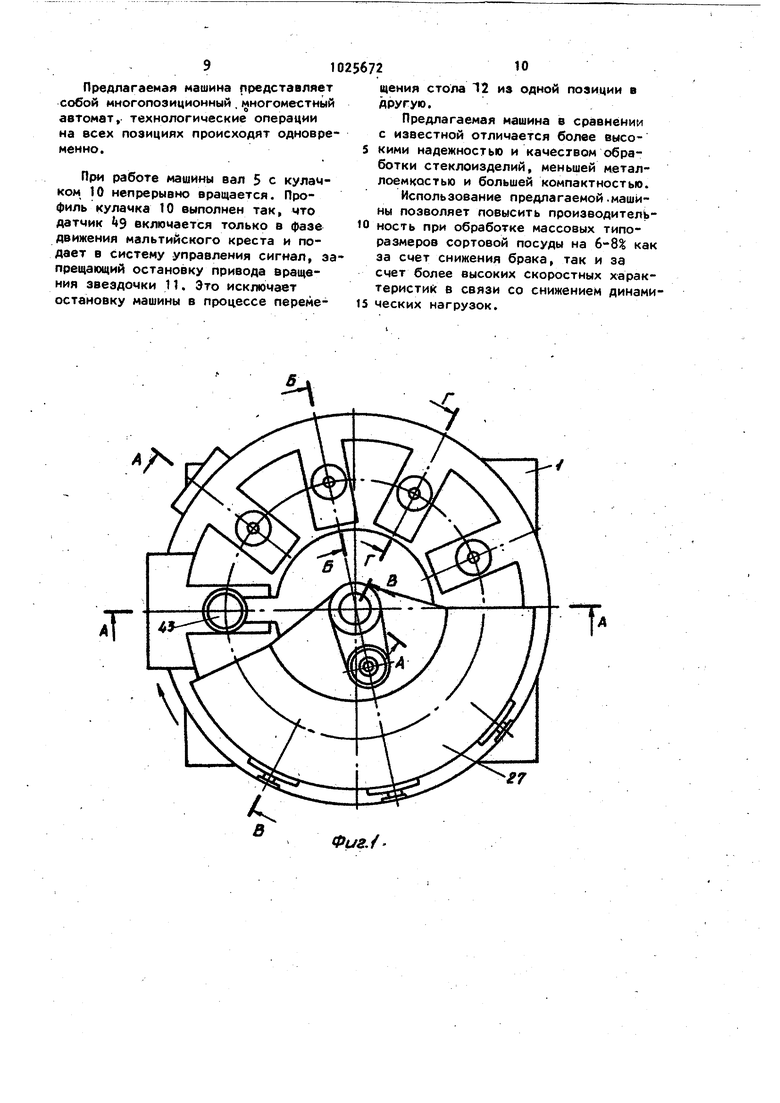
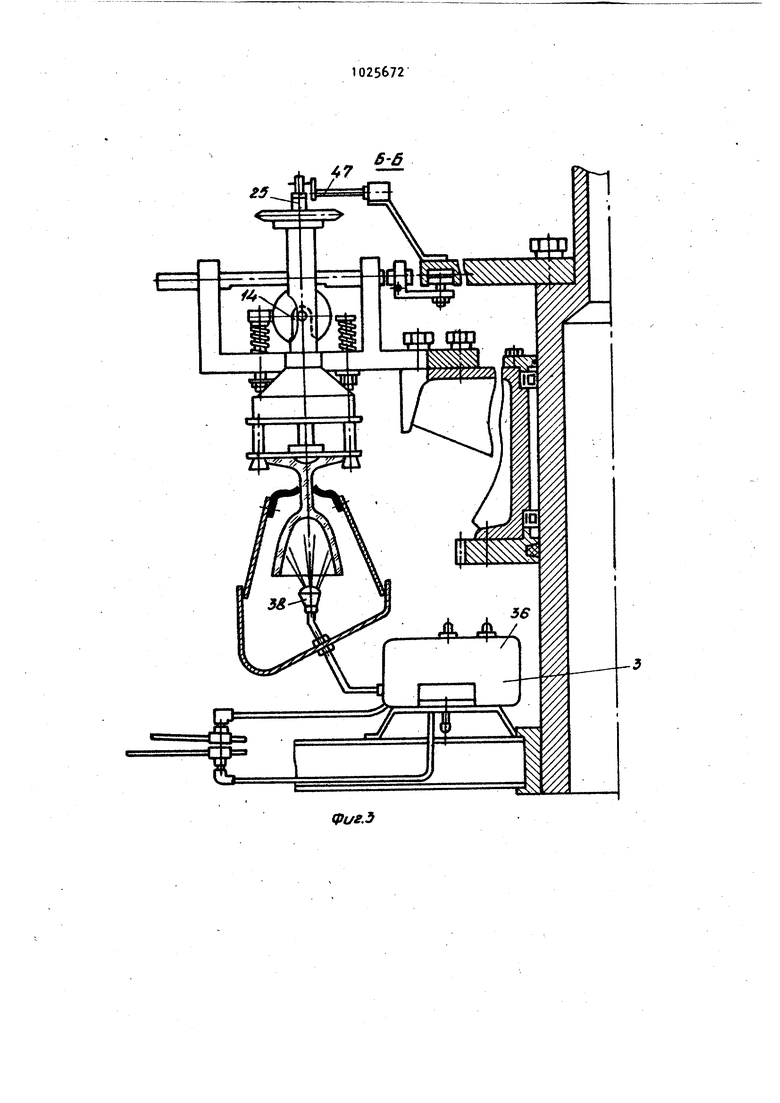
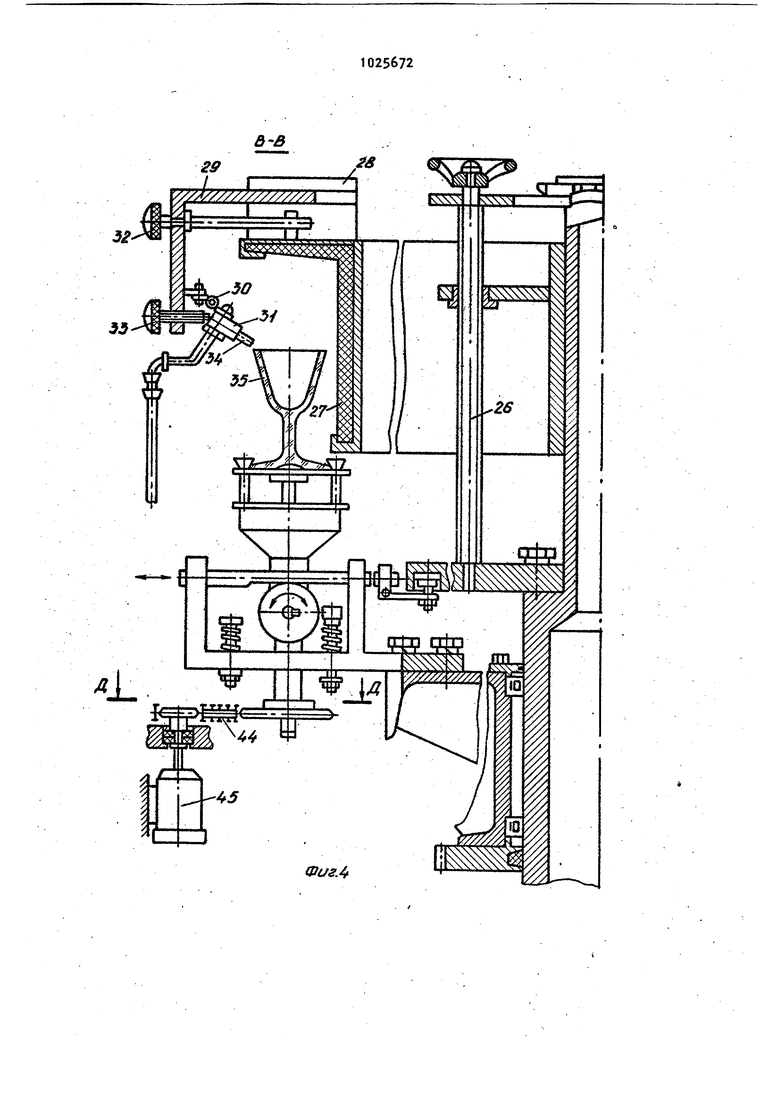
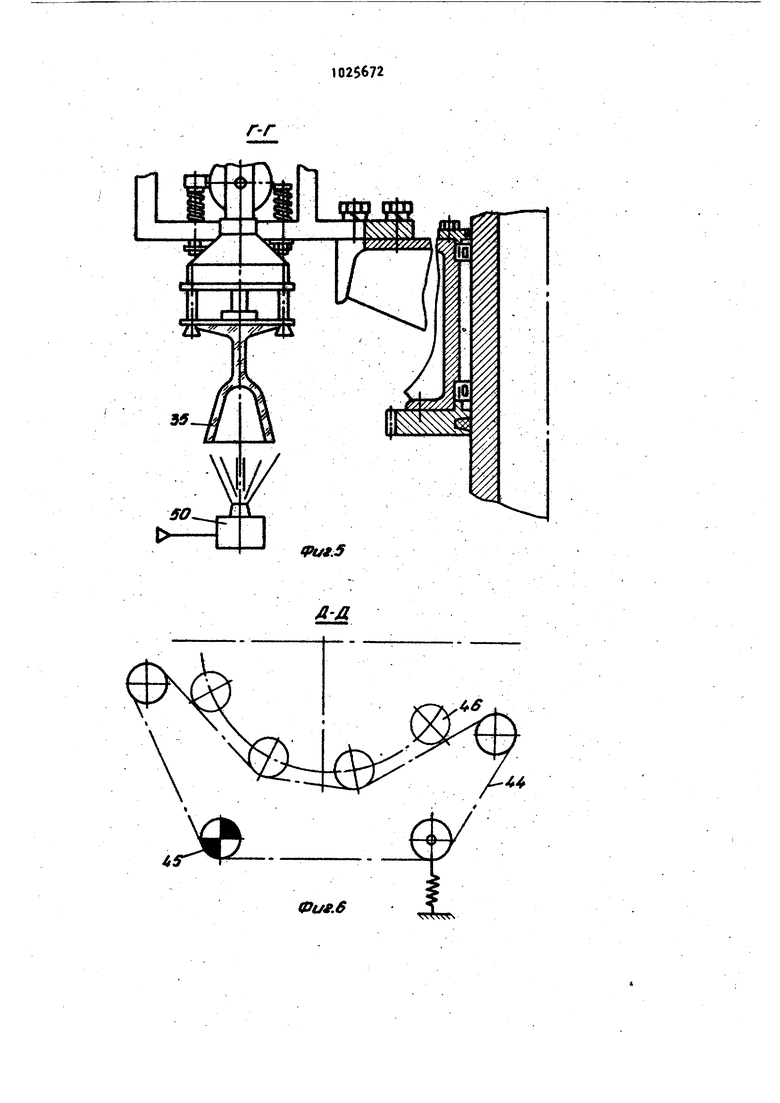
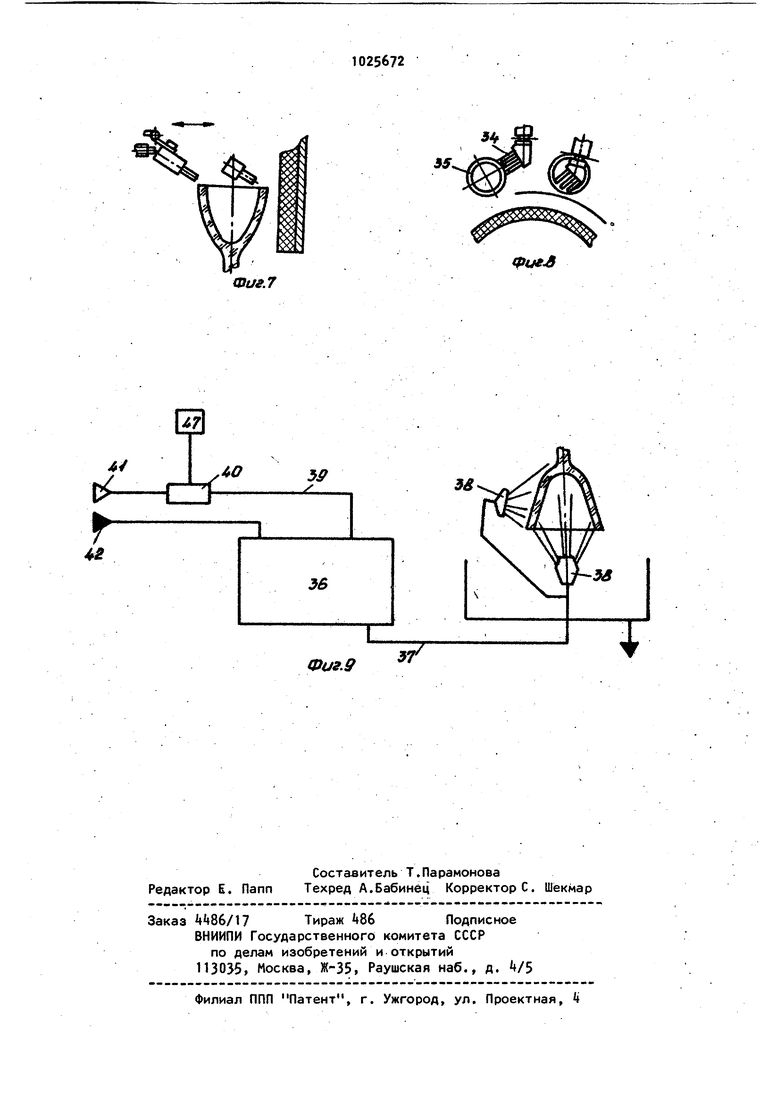
На фиг.1 схематически изображена топочная машина дид в плане;на фиг.2разрез А-А на фиг. 1 по позициям загрузки и выгрузки; на фиг.З - разрез Б-Б на фиг,1 по позиции мойки и обува; на фиг.4 - разрез В-В (повернуто) на фиг.1 по позиции отопки; на фиг.5 - разрез Г-Г(повернуто на фиг.1 по позиции сушки; на фиг.6 - разрез Д-Д (повернуто ) на фиг.Ц со схемой привода вращения патронов; на фиг.7 и 8.- расположение отопочных Горелок; на фиг.9 схема действия моечно-обдувочного устройства.
На раме 1, представляющей собой , сварную конструкцию, закреплена колонна 2 и моечно-обдувочное устрой- ctBo 3. В корпусе k, закрепленном к
0 колонне 2 на подшипниках качения смонтированы входной 5 и выходной 6 валы мальтийского механизма. На этих валах установлены соответственно водило 7 икрест 8. На валу 5 зак5реплены кулачки 9 и 10 и звездочка 11. На колонне 2 наподшипниках качения установлен карусельный стол 12, несущий кронштейны 3. В кронштейнах 13 на подшипниках 1 установлены оси
0 15. На осях 15 смонтировань патроны 16 и имеются шестерни 17 и рычаги 18. Шестерни 17 находятся в зацеплении с зубчатыми рейками 19/на которых закреплены ролики 20. Ролики 20 находятся в профильной канавке копира 21. На кронштейнах 13 имеются также упоры 22, поддерживаемые пружинами 23. Кулачки Ji патронов 16 связаны 24 ет проводить операции мойки и обдува, непосредственно одна за другой на одной и той же позиции обработки. Выполнение датчика положения карусельного стола соединенным с кулачком мальтийского механизма позволяет информировать систему управления о положении мальтийского механизма и исключить срабатывание апПаратовj обеспечивающих остановку машины в периоды перемещения карусельного стола. Указанная выше монтировка горелок позволяет размещать венчик стекло j изделия в зоне факела пламени. имеющеи температуру, соответствующую оптимальной для каждой горелки по длине отопочного тоннеля и упростить регулировку машины при переналадке обработки стеклоизделий другого с подпружиненными штоками 25, опред ляющими положение кулачков. На колонне 2 с возможностью вертикального перемещения по ней винтами 26 смонтирован отопочный тоннель 27. На нем установлены направляющие 28 с ползунами 29, несущими петли 30..,Ма эТих петлях установлены отопочные горелки 3. Перемещение ползунов 29 по направляющим 28 обеспечивается винтами 32. Горелки 31 опираются на винты 33 и имеют сопла З. Сопла 34 расположены под тупым углом навстречу направ лению перемещения изделий 35 Моечно-обдувочное устройство 3 представляет собой ресивер 36, соединенный трубопроводом 37 с форсунками 38 и трубопроводом 39 через пневмораспределитель 0 с магистралью 1 подачи сжатого воздуха. К ресиверу Зб подключена также магистраль k2 подачи моющей жидкости. На позициях загрузки и выгрузки смонтированы с возможностью взаимодействия со штоками 25 силовые цилиндры 3 для разведения хуяачков 24. Машина снабжена также приводом вращенИ1Н патронов 16 в зоне отопки. Этот привод выполнен в виде замкну. того цепного контура 44 с двигателем 45. Контур 44 смонтирован с возможностью периодического зацепления при вращении стола 12 со зве дочками 46, которые закреплены к патронам 16.,, Машина имеет также систему управления с датчиками 47-49. Датчик 47 установлен на позиции мойки и обдува с возможностью взаимодейст.ВИЯ со штоками 25. Датчики 48 и 49 установлены на мальтийском механизме с возможностью взаимодействия со ответственно -с кулачками 9 и 10. Ка раме 1 имеется также сушильное устройство 50 известной констру ции, например, с эжекторной газовой горелкой. ; Отопочная машина работает следующим образом. Включают двигатель 45 и привод (не показан) вращения звездочки 11. Кроме этого подают в, магистраль 41 сжатый воздух, в магистраль 42 мрющую жидкость, а в горелки - газо воздушную смесь. Вращаясь от звездочки 11 вал 5 приводит посредством вqдилa 7 в пе72с остановками риодическое вращение крест 8 и вал 6, с которого вращение через зубчатую передачу п1рёдается карусельному столу 12,В фазе выстоя мальтийского .механизма, образованного водилом 7 и крестом 8,стол 12 неподвижен, а патроны 16 находятся соответственно на позициях загрузки, мойки и обдува, сушки, отопки и выгрузки. Процесс обработки происходит еле- дующим образом. Во время выстоя стола 12 включается силовой цилиндр 43. Воздействие его штока на подпружиненный шток 25 патрона 16 приводит к разведению кулачков 24. В патрон 16 вкладывают стеклоизделие 35. После отключения цилиндра 43 кулачки 24 сходятся, зажимая изделие; После этого карусельный стол 12 переносит изделие 35 с позиции загрузки на позицию мойки и обдува. В момент остановки стола 12 кулачок 9i вращаясь непрерывно на приводном валу 5 воздействует своим профилем на датчик 48, который через систему управления подает команду на включение пневмораспределителя 40, При этом в ресивер 36, заполненный моющей жидкостью по трубопроводу 39 начинает поступать сжатый воздух. Сжатый воздух своим давлением запирает магистраль 42, прекращая подачу в ресивер 36 моющей жидкости, а также вытесняет имеющуюся в ресивере жидкость через трубопровод 37 и форсунки 38 на изделие 35. После вытеснения из ресивера Зб всей жидкости через форсунки 38 на изделие начинает подаваться сжатый воздух. Это позволяет удалить с поверхности,изделия 35 большую часть остающейсТ) на нем после мойки влаги. Затем кулачок 9, продолжая вращаться, отключает через датчик 48 пневмораспределитель 40, подача в ресивер сжатого воздуха прекращается, магистраль 42 отпирается и в ресивер начинает посту- пать моющая жидкость, подготавливая моечно-обдувочное устройство к циклу обработки следующего изделия. Работа устройства помимо датчика 48 управляется еще и датчиком 47. Датчик 47 анализирует положение штока 25. При отсутствии в патроне 16 изделия (бой, бра к, неполная ззгрузка машины и т.п.) кулачки 24 сведены до упора и шток 25 занимает крайнее верхнее положение. При этом в момент прихода патрона 16 на позицию мойки шток 25 будет воздействовать на датчик «7, информируя систему управления об отсутствии в патроне 16 на позиции мойки стеклоизделия. В этом случае пневмораспределитёль tO не включается и подача моющей жидкости не производится. Это позволяет исключить орошение патрона 16 моющей жидкостью, В случая же наличия в патроне 16 изделия шток 25 находится ниже ( кулачки сведены не полностью) и датчик kj не включается. После окончания цикла мойки и обдува изделие 35 переносится на позицию сушки, где расположено газогорелочное сушильное устройство 50. На этой позиции с венчика стеклоизделия 35 испаряются остатки моющей жидкости. На участке, соответствующем позициям загрузки, мойки и обдува и сушки профиль канавки копира 21 предста ляет собой часть окружности. Поэтому стеклоизделия на этих позициях сохраняют положение венчиком вниз, благ приятное как для мойки, в связи с простотой сбора отработанной моющей жидкости, так и для обдува и сушки за счет обеспечения возможности стекания с изделия излишков влаги. Однако производить отопку (огневую обработку венчика стеклоизделий в этом положении нецелесообразно в свя зи СО значительным нагревом изделия и механизмов машины поднимающимися вверх конвентивными потоками горячего воздуха. В связи с этим на участке между позициями сушки и отоп ки -профиль канавки копира 21 выполнен так, что его воздействие при перемещении стола 12, на. ролик 20 обеспечивает переворот патрона 16 посредством реек 19 и шестерен 17, и стеклоизделие 35 занимает положение венчиком вверх. При этом одновременно с шестерней 17 поворачивается также и рычаг 18. В конце переворота рычаг 18 начинает взаимодействовать с упором 22. При этом после окончания переворота пружина 23 выбирает зазоры как в реечном зацеплении шеетерни 17 е рейкой 19, так и в копирной паре между копиром 21 и. роликом 20, Благодаря такому силовому замыканию механизма переворота патрона 16 стеклоизделия 35 занимают определенное положение относительно неподвижных частей машины, т.е. базируются относительно них. При окончании перемещения стола 12 от позиции сушки, сопровождающегося описанным выше переворотом, стеклоизделия 35 входят в отопочный тоннель с работающими в нем горелками 31. Благодаря тому, что сопла 3 горелок 31 расположены под тупым углом навстречу стеклоизделиям 35 в тоннеле создается принудительный поток нагретого воздуха, что обеспечивает предварительный нагрев стеклоизделий перед зоной установки горелок, .При очередных перемещениях поворотного стола 12 стеклоизделие 35 перемещается вдоль тоннеля 27 с остановками против горелок 31 и проходит температурные зоны, соответствующие нагреву, оплавлению поверхности края, а также отжигу венчика. При этом, благодаря установке горелок на ползунах 29 и петлях 30, обеспечивается возможность индивидуальной настройки положения каждой горелки. Так, например, острие факела пламени одной горелки можно направить на внешнюю кромку края, а другой - на внутреннюю. Такая установка горелок повышает качество обработки. После неоднократного перемещения стола 12 стеклоизделие 35 выходит из. стопочного тоннеля 27. При этом механизм переворота, образованный роликом 20, рейкой 19 и шестерней 17 обеспечивает переворот стеклоизделия 35, прошедшего огневую обработку, в положение венчиком вниз. При этом, при окончании переворота, рычаг 18 начинает взаимодействовать с подпружиненным упором 22, обеспечивая базирование .патрона 16 со стеклоизделием 35 аналогично описанному выше. При очередном перемещении стола 12 патрон оказывается на позиции выгрузки. Во время выстоя стола 12 силовой цилиндр 43 разводит кулачки 2 патрона 16, воздействуя на шток 25 и стеклоизделие освобождается из патрона. Указанное выше базирование изделия 35 в положении венчиком вниз позволяет механизировать процесс разгрузки и загрузки, так как изделие занимает при этом определенное положение и его самопроизвольное перемещение вследствие люфтов в механизме переворота исключено. Предлагаемая машина представляет собой многопозиционмый,многоместный автомат, технологические операции на всех позициях происходят одновре менно. При работе машины вал 5 с кулачком 10 непрерывно вращается. Профиль кулачка 10 выполнен так, что датчик 9 включается только в фазе движения мальтийского креста и подает в систему управления сигнал, з прещающий остановку привода вращения звездочки 11. Это исключает остановку машины в процессе переме2 0щения стола 12 из одной позиции в другую. Предлагаемая машина в сравнении с известной отличается более высокими надежностью и качеством обработки стеклоизделий, меньшей металлоемкостью и большей компактностью. Использование предлагаемой.машины позволяет повысить производител19ность при обработке массовых типоразмеров сортовой посуды на 6-8% как за счет снижения брака, так и за счет более высоких скоростных характеристик в связи со снижением динамических нагрузок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для отделения колпачков и обработки края стеклянной сортовой посуды | 1982 |
|
SU1097569A1 |
| Машина для отопки края стеклоизделия | 1986 |
|
SU1440877A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| Установка для механизированной отопки стеклоизделий | 1960 |
|
SU137645A1 |
| Линия для обработки стеклянной сортовой посуды | 1980 |
|
SU881019A1 |
| Машина для обработки выдувных стаканов | 1935 |
|
SU49248A1 |
| Карусельная откалочно-отопочная машина для обделки станков и др. стеклянных изделий | 1930 |
|
SU22213A1 |
| Линия для обработки стеклянной сортовой посуды | 1980 |
|
SU958345A1 |
| Линия для обработки стеклоизделий | 1985 |
|
SU1342884A1 |
| Линия для обработки стеклоизделий | 1986 |
|
SU1381085A1 |

Фиг,2
(pue.S
ФигЛ
ФиеЛ
.40
3
X
36
Фиг.9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
