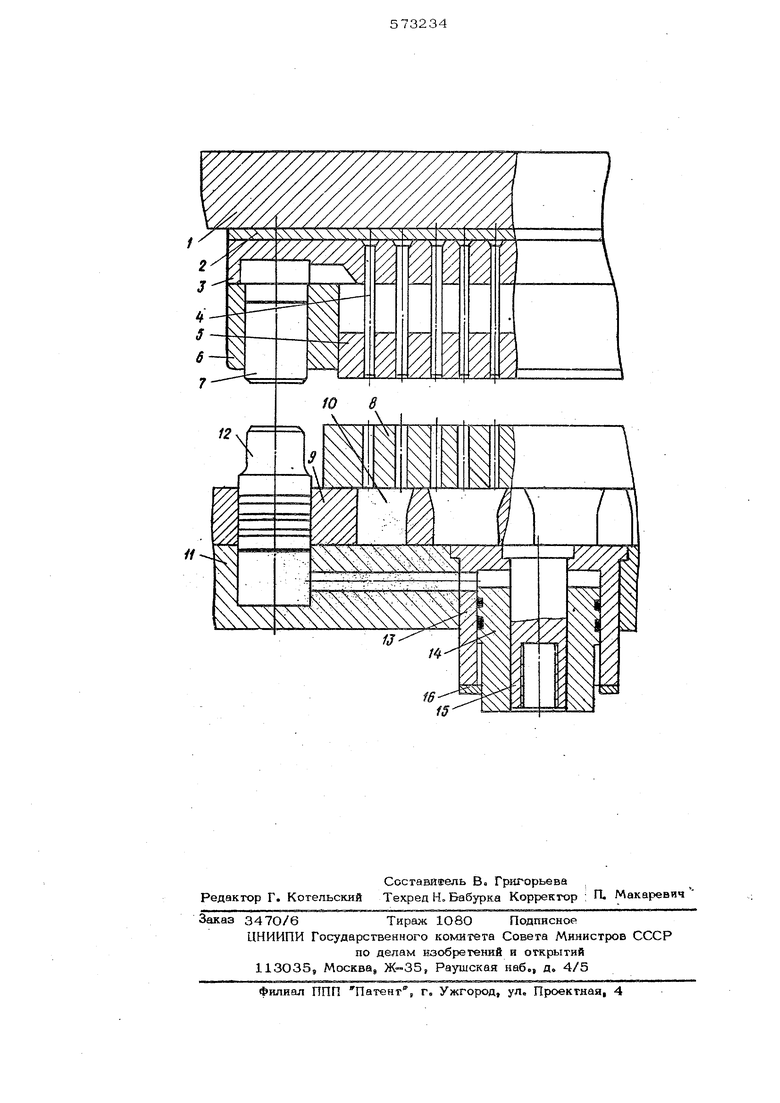
(54) ШТАМП ДЛЯ ПРОБИВКИ БЛИЗКО РАСПОЛОЖЕННЫХ ОТВЕРСТИЙ
рабочими цилиндрами с плунжерами 7. Эги цилиндры сообшаюгся с полостью, образованной корпусом 6, прижимом-съемником 5 и пуансонодеркагелем 3 и заполненной пластичным или вязким вешесгвом (текучей средой), например гидропластом или густым смазочным маслом.
В нижней части штампа находится проЪивная матрица 8, опирающаяся на промежуточную шшту 9 с многочисленными горизонтальными пазами или каналами 10 для вывода отходов от пробивки. В нижней плите 11 штампа предусмотрены рабочие цилиндры с плунжерами 12, соосными плунжерам 7. Полости этих рабочих цилиндров сообщаются с приводным цилиндром 13, & котором находятся центральный плунжер 14 я шток 15 с резьбовым отверстием. Полость приводного цилиндра 13 снизу з 1кры- та- кольцом 16. рабочие цилиндры с плунж& рами 12, приводной цилиндр 13 и соединяющие их каналы заполнены жидкостью (текучей средой), например, машинным маолом. К штоку 15 присоединен буфер, а верхняя 1 и нижняя 11 плиты сопрягаются направляющими колонками и втулками обычной констукции (на чертеже не показаны). Штамп работает следующим образом. Заготовку укладывают на матрицу 8 и фи | сируют на ней одним из. известных способов, например при помощи трафаретов. При рабочем ходе пресса верхняя часть штампа опускается и В:момент, когда ниж, няя плоскость .магст е}а.|1йка 5 дойдет до поверхности; (то:еки,|тррцы плунже: ров 7 и 12 срмжйутёя При дальнейшем опускании верхней части штампа прижимсъемник 5 остановится, а плунжеры 7 будут вьщвигаться из своих отверстий под действием текучей среды, вытесняемой съемником из полости корпуса 6. Под их воздействием начнут опускаться и плунжеры 12ф Вытесняемая последними текучая среда поступит в приводной :цилиндр 13 и заставит опускатьсяплунжер 14. Поскольку этот плунжер находится, под дей ствиём фера,1 развивает некоторое |заранее заданное усилие, в полости над прижимом-съемником 5 возникает гидростатическое давление которое пра opv бивкё I обёспечяг равноме кгый прижим съеь}ника к заготовке по всей ее поверхности до момента отделения отходов от заготовки несмотря на то, что матрица под действием усилия пробивки яескопысо прогнет ся вниз .
При обратном ходе пресЪа давление в попостн, над прижимом-съемником не изчезает и равномЬрный поджим прижима-съемника; к проби. детали сохраняется до момента полного выхода пуансонов 4 из отверстий, прхзбитых в детали. Это позволяет получить одинаковой доброкачественные отверстия на всех участках детали.
Экономическая эффективность описанного
штампа определяется ликвидацией брака при пробивке отверстий в деталях типа печатных плат, который при использовании известных конструкций штампов нередко причиняет существенные убытки производству. Кроме
того, гидравлическая система передачи усилий обеспечивает плавное снятие нагрузки в момент пробивки и тем самым повышение стойкости штампов и уменьшение износа прессов.
, Формула изобретения
Штамп для пробивки близко расположенных отверстий в листовых деталях типа печатных плат, содержащий несколько пуансонов и прижим-съемник, смонтированные на одной из ппит, матрицу смонтированную на дру-. гой плите, а также механизм передачи усилия на
прижим-съемник, отличающийся тем, ч то, с. целью создания равномерного давления по всей поверхности нрижима-съем ника и повышения качества обрабатываемыхдеталей, механизм передачи усилия на
пр|1жим-съёмник выполнен в виде по меньщей мере трех силовых цилиндров - одного приводного и двух рабочих, приводной цилиндр в один из рабочих аилинд|кзв: смонтированы в плите, ;.a|p(. яолости этих
цилиндров соедайв й ванайамй и заполнены текучей средой,: указанного рабочего цилинйр1а установлен с возможностью взаимодействия свободным концом со свободным концом плунжера другого рабочего цилиндра,
смонтированного в корпусе, размешенном на плите, несушей пуансоны, и образующем с этой плитой и прижимом-съемником полость, заполненную текучей средой и соединенную каналами с полостью рабочего цилиндра, смонтярованного в корпусе.
Источники информации, принятые во внимание Of экспертизе:
1. Смирно -Алеев Г. А., Вайнтрауб Д. А. Холодная штамповка в приборостроения, ., Машгнз, 1963, с. 316, фиг. 169.
fS
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистовой вырубки-пробивки | 1978 |
|
SU764792A1 |
| Штамп для обработки листового материала | 1978 |
|
SU727275A1 |
| Устройство для пробивки отверстий | 1978 |
|
SU706946A1 |
| Штамп для разделительных операций | 1974 |
|
SU490533A1 |
| Штамп для вырубки-пробивки деталей эластичной средой | 1985 |
|
SU1278070A1 |
| Устройство для пробивки отверстий в плоских деталях типа печатных плат | 1976 |
|
SU599894A1 |
| Устройство для ультразвуковой пробивки отверстий | 1980 |
|
SU902929A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 2001 |
|
RU2187400C1 |
| Штамп для пробивки отверстий в полых изделиях | 1977 |
|
SU969376A1 |