ружной поверхности внутреннего штока телескопического цилиндра, продольных окон в наружном штоке телескопического цилиндра, совмещенных с коль цевыми пазами и имеющих длину, равf
Изобретение относится к обработке металлов давлением, в частности к оснастке для холодной штамповки.
Цель изобретения - повьшгение про- .изводительности за счет сокращения времени переналадки и автоматизации съема изделий, обеспечение точной и быстрой фиксации толкателей, а также возможности.удаления изделий с верхнего пуансона за матрицу штампа, по- вьш1ение надежности в работе съемника
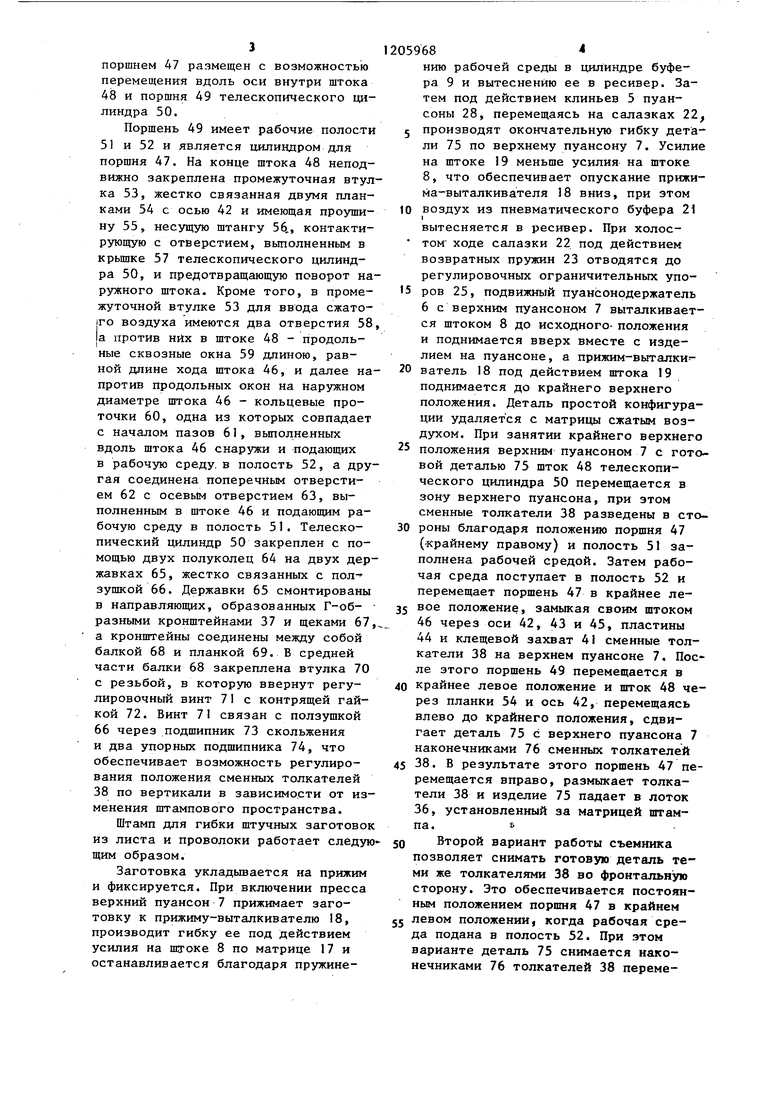
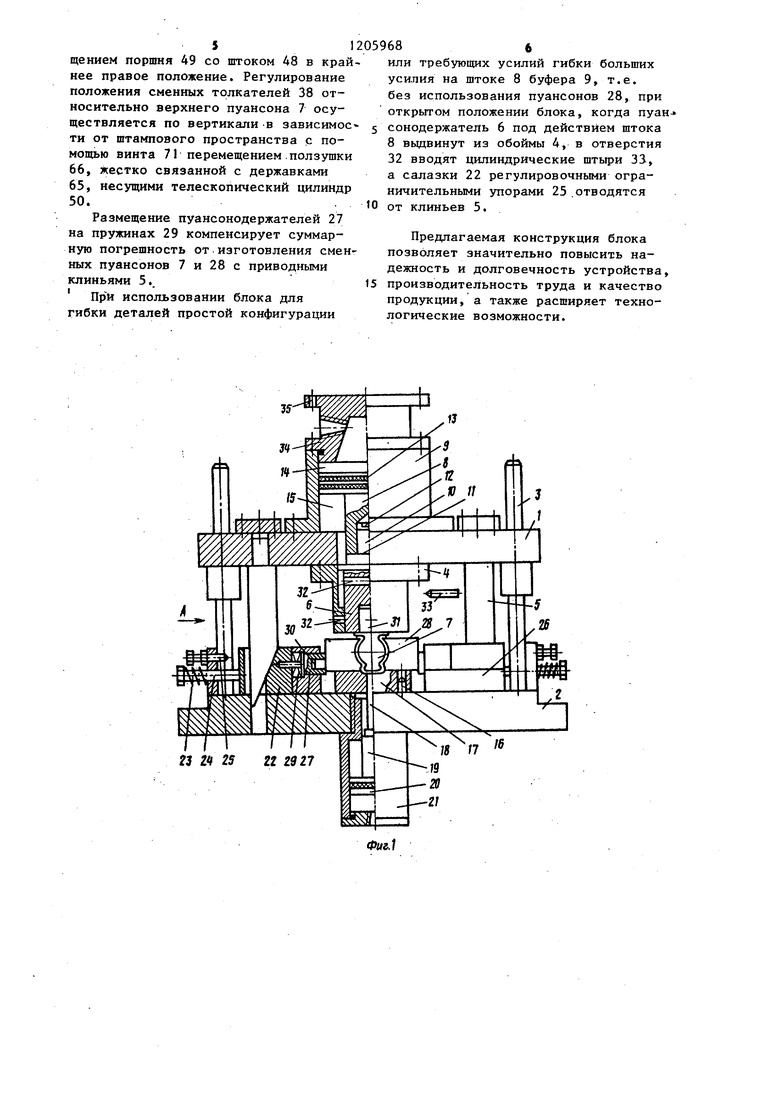
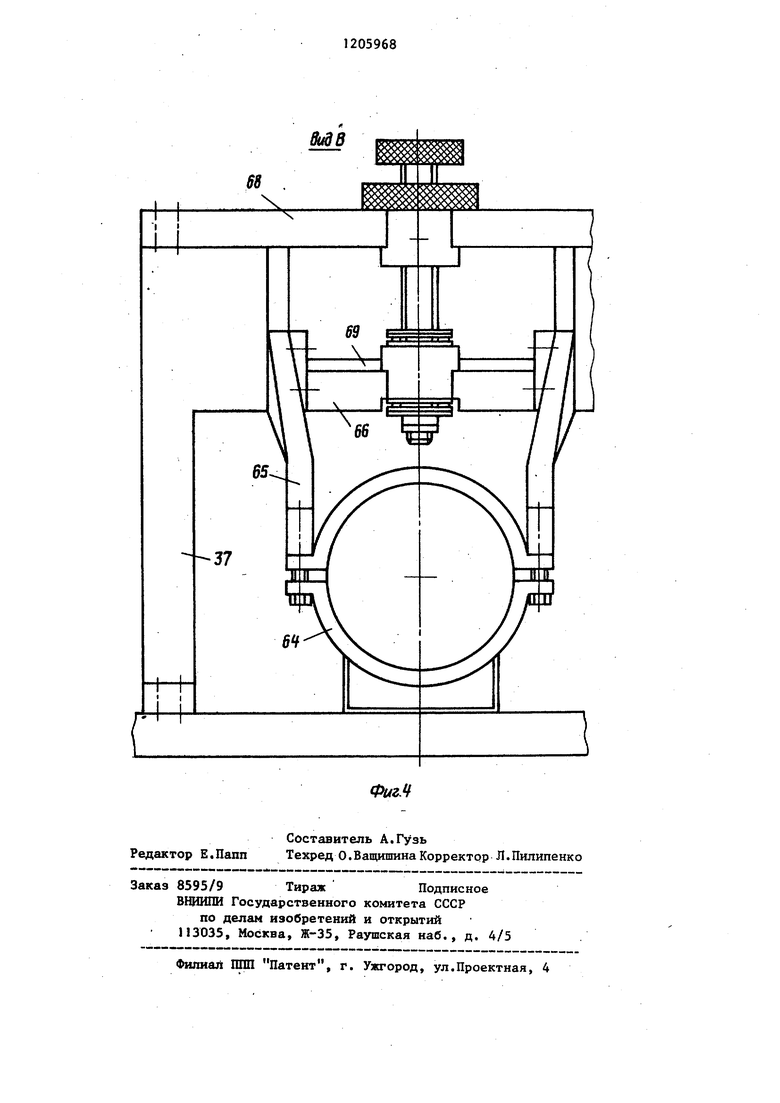
На фиг. 1 изображен шта мп в момент окончания гибки, общий вид; на фиг.2 - вид А на фиг.I; на фиг.З - вид Б на фиг.2 и исходные положения сменных толкателей; на фиг.4 - вид
8на фиг.2.
Штамп для гибки штучных заготовок из листа и проволоки содержит подвижную плиту 1 и основание 2, соединенные колонками 3. На подвижной плите 1 закреплены неподвижные обоймы 4 и клинья 5 и подвижно пуансоиодержатель 6 с верхним пуансоном 7. Подвижный пуансонодёржа- тель 6 подпружинен штоком 8 буфера
9посредством связи хвостовика 10 с опорным торцом 11 на пуансонодержа- теле с осевым отверстием 12 штока, что позволяет поршню 13 быть дополнительным направляющим элементом для подвижного пуансонодержателя. Буфер 9 закреплен на.верхней плите и имеет рабочую полость 14 и полость 15, соединенную с атмосферой.
На основании 2 установлены на фик саторах 16 матрица 17с прижимом- выталкивателем 18, подпружиненным торцом штока 19 плунжера 20 пневматического буфера 21, ввернутого по резьбе в плиту снизу На нижней плите 2 установлены салазки 22, взаимодействующие -с клиньями 5 и возвратными пружинами 23, связанные с тягами 24 и контактирующие с регулиную длине хода внутреннего штока и резьбовых отверстий на промежуточной втулке, совмещенных с продольными окнами в наружном штоке телескопического цилиндра.
ровочными ограничительными упорами 25. Салазки 22 перемещаются в направляющих 26 и снабжены боковыми пуансонодержателями 27 с пуансонами
28, подпружиненными в горизонтальном направлении пружинами 29. Регулировочные ограничительные упоры 25 предназначены для регулирования положения трафаретов, расположенных на боковых пуансонах и фиксирующих заготовку. Пуансонодержатели 4, 6 и 27 снабжены гнездами 30 квадратного сечения, в которые установлены соответствующие по форме посадочные концы 31 сменных пуансонов 7, 28 и подвижного пуансонодержателя 6. В неподвижном 4 и подвижном 6 пуан- сонодержателях выполнены соосно отверстия 32 под цилиндрические штыри 33, предназначенные для стопоре- ния подвижного пуансонодержателя при использовании блока для гибки деталей простой конфигурации или требующих усилий гибки, больших усилия на
штоке 8 буфера 9. Крышка 34 буфера 9 вьтолняет роль хвостовика и имеет отверстия 35, через которые осуществляется крепление блока к узлу регулирования штампового пространства
на прессе. На нижней плите 2 смонтированы лоток 36 и съемник изделий с верхнего пуансона 7, закрепленный с помощью двух Г-образных кронштейнов 37 и содержащий два сменных толкателя 38 установлегнных хвостовиками 39 прямоугольного сечения в соот- ветствуюгцих по форме гнездах 40, расположенных в торцах,, обращенных-к пуансону 7 двух губок 41 клещевого
захвата Губки 41 в средней.части связаны крестообразно с помощью оси 42. Другие концы губок 41 связаны через две оси 43 и две пластины 44.с осью 45 с внутренним штоком 46 телескопического цилиндра. Шток 46 с
3
поршнем 47 размещен с возможностью перемещения вдоль оси внутри штока 48 и поршня 49 телескопического цилиндра 50.
Поршень 49 имеет рабочие полости 51 и 52 и является цилиндром для поршня 47. На конце штока 48 неподвижно закреплена промежуточная втулка 53, жестко связанная двумя планками 54 с осью 42 и имеющая проушину 55, несущую штангу 56,, контактирующую с отверстием, выполненным в крьш1ке 57 телескопического цилиндра 50, и предотвращающую поворот наружного штока. Кроме того, в промежуточной втулке 53 для ввода сжатого воздуха имеются два отверстия 58 а против них в штоке 48 - продольные сквозные окна 59 длиною, равной длине хода штока 46, и далее напротив продольных окон на наружном диаметре штока 46 - кольцевые проточки 60, одна из которых совпадает с началом пазов 61, выполненных вдоль штока 46 снаружи и подающих в рабочую среду, в полость 52, а другая соединена поперечным отверстием 62 с осевым отверстием 63, выполненным в штоке 46 и подающим рабочую среду в полость 51. Телескопический цилиндр 50 закреплен с помощью двух полуколец 64 на двух державках 65, жестко связанных с пол- зушкой 66. Державки 65 смонтированы в направляющих, образованных Г-об- разными кронштейнами 37 и щеками 67 а кронштейны соединены между собой балкой 68 и планкой 69. В средней части балки 68 закреплена втулка 70 с резьбой, в которую ввернут регулировочный винт 71 с контрящей гайкой 72. Винт 71 связан с ползушкой 66 через подшипник 73 скольжения и два упорных подшипника 74, что обеспечивает возможность регулирования положения сменных толкателей 38 по вертикали в зависимости от изменения штампового пространства.
Штамп для гибки штучных заготовок из листа и проволоки работает следующим образом.
Заготовка укладывается на прижим и фиксируется. При включении пресса верхний пуансон 7 прижимает заготовку к прижиму-выталкивателю 18, производит гибку ее под действием усилия на штоке 8 по матрице 17 и останавливается благодаря пружине05968
нию рабочей среды в цилиндре буфера 9 и вытеснению ее в ресивер. Затем под действием клиньев 5 пуансоны 28, перемещаясь иа салазках 22, 5 производят окончательную гибку детали 75 по верхнему пуансону 7. Усилие на штоке 19 меньше усилия на штоке 8, что обеспечивает опускание прижима-выталкивателя 18 вниз, при этом
10 воздух из пневматического буфера 21 I вытесняется в ресивер. При холос том ходе салазки 22 под действием возвратных пружин 23 отводятся до регулировочных ограничительных упо15 ров 25, подвижный пуансонодержатель 6 с верхним пуансоном 7 выталкивается штоком 8 до исходного- положения и поднимается вверх вместе с изделием на пуансоне, а прижим-выталки20 ватель 18 под действием штока 19 поднимается до крайнего верхнего положения. Деталь простой конфигурации удаляется с матрицы сжатым воздухом. При занятии крайнего верхнего
25 положения верхним пуаисоном 7 с готовой деталью 75 шток 48 телескопического цилиндра 50 перемещается в зону верхнего пуансона, при этом сменные толкатели 38 разведены в сто30 роны благодаря положению поршня 47 (крайнему правому) и полость 51 заполнена рабочей средой. Затем рабочая среда поступает в полость 52 и перемещает поршень 47 в крайнее ле35 вое положение, замыкая своим штоком 46 через оси 42, 43 и 45, пластины 44 и клещевой захват 41 сменные толкатели 38 на верхнем пуансоне 7. После этого поршень 49 перемещается в
40 крайнее левое положение и шток 48 через планки 54 и ось 42, перемещаясь влево до крайнего положения, сдвигает деталь 75 с верхнего пуансона 7 наконечниками 76 сменных толкателей
45 38. В результате этого поршень 47 перемещается вправо, размыкает толкатели 38 и изделие 75 падает в лоток 36, установленный за матрицей штампа. s
50 Второй вариант работы съемника позволяет снимать готовую деталь теми же толкателями 38 во фронтальную сторону. Это обеспечивается постовгн- ным положением поршня 47 в крайнем
55 левом положении, когда рабочая среда подана в полость 52. При этом варианте деталь 75 снимается наконечниками 76 толкателей 38 переме51
щением поршня 49 со штоком 48 в край нее правое положение. Регулирование положения сменных толкателей 38 относительно верхнего пуансона 7 осуществляется по вертикали в зависимое- ти от штампового пространства с помощью винта 71 перемещением.ползушки 66, жестко связанной с державками 65, несущими телескопический цилиндр эи
Размещение пуансонодержателей 27 на пружинах 29 компенсирует суммарную погрешность от.изготовления сменных пуансонов 7 и 28 с приводными клиньями 5..
Пр И использовании блока для гибки деталей простой конфигурации
059684
или требующих усилий гибки больших усилия на штоке 8 буфера 9, т.е. без использования пуансонов 28, при открытом положении блока, когда пуан 5 сонодержатель 6 под действием штока 8 выдвинут из обоймы 4, в отверстия 32 вводят цилиндрические штыри 33, а салазки 22 регулировочными огра- ничительньми упорами 25 .отводятся О от клиньев 5.
Предлагаемая конструкция блока позволяет значительно повысить надежность и долговечность устройства, S производительность труда и качество продукции, а также расширяет технологические возможности.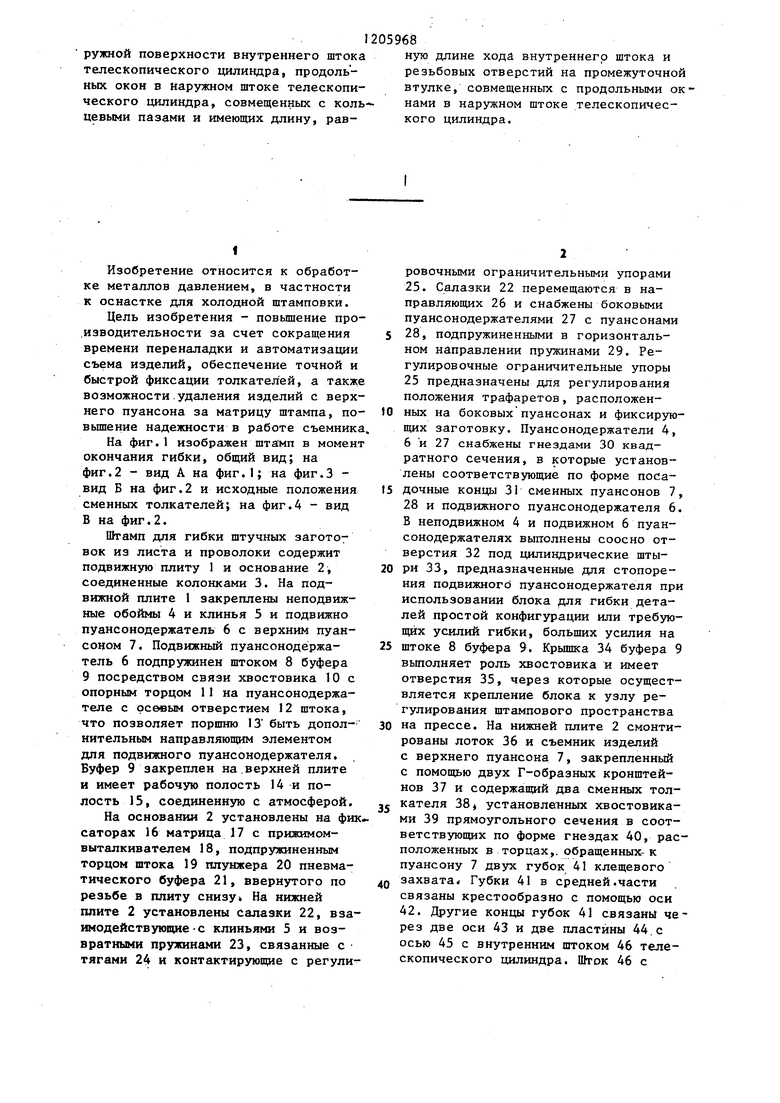
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки штучных заготовок из листа | 1987 |
|
SU1442293A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Штамп для гибки штучных заготовок | 1978 |
|
SU722636A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Универсальный штамп для гибки штучных заготовок | 1983 |
|
SU1169777A1 |
| Штамп для гибки штучных заготовок | 1982 |
|
SU1060273A2 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
SudK
в
3
te
51
A
.К ХхНчЧ Т л
szzftj f
MB
Составитель А.Гузь Редактор Е.Папп Техред О.ВащишинаКорректор Л.Пилипенко
Заказ 8595/9 Тираж Подписное ВНИИПИ Государственного комитета СССР
по делгш изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул.Проектная, 4
ФигМ
| Штамп для гибки штучных заготовок | 1978 |
|
SU722636A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
