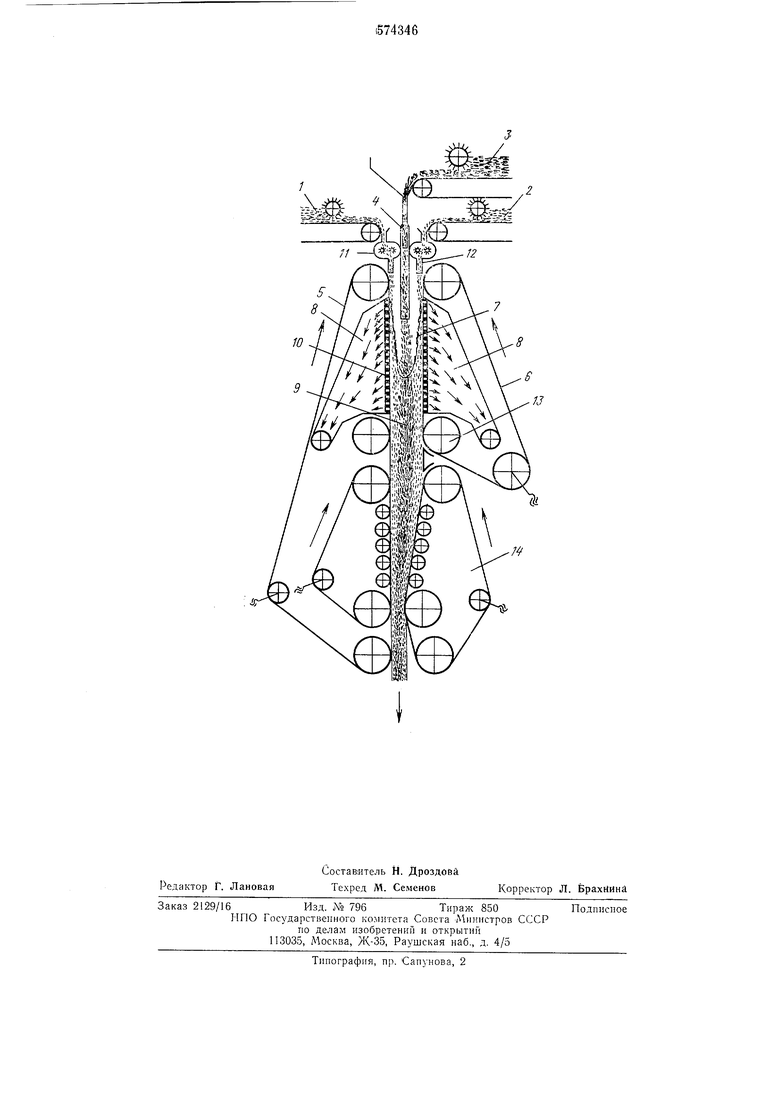
локно фракционируется таким образом, что поверхностные слои ковра настилаются из самой мелкой фракции. Стружечные частицы дозированным нотоком через щелевидиый телескоиический патрубок 4 нодают на участок формирования между оформованными слоями волокнистой массы, которые удерживают на вертикальио .и1хся сетках иотоком воздуха, отсасываемого в диаметрально иротивоположные стороны. Положение иоверхностн иастила 10 иа участке формироваиия регулируют количеством дозированной подачи древесных частиц, скоростью ленточных и сетчатых транснортеров и вертикальным перемещением щелевого патрубка на участке формирования. Таким образом сформированный волокиисто-стружечный ковер направляют на подпрессовку вальцами 13 и прессование иа прессе 14, после чего - на раскрой. С исиользоваиием предлагаемого устройства для изготовления многослойных илит иовыилается качество волокнисто-стружечиого ковра за счет более четкого разделения слоев волокна и стружки. Волокно поступает из дозаторов на участок формирования через рыхлители, в которых разбиваются отдельные слипшиеся куски, благоириятствуя более эффективному иерераспределению потоком горизонтального отсоса воздуха и настилу поверхностного слоя из наиболее мелких частиц волокна. Стружка поступает на участок формироваиия через телескопический иатрубок, мало подвергаясь воздействию отсасывающих потоков, что предотвращает попадание отдельных стружек на поверхность ковра. Фор м у л а и 3 о б р е т е н. и я Устройство для изготовления многослойных илпт из измельченной древесины, включающее узел дозированной иодачи волокна для наружных слоев илит, узел подачи материала для внутреннего слоя, щелевидный патрубок, участок формирования ковра в виде отсасывающих ящиков, поднрессовывающие вальцы и ленточный пресс, отличающеес я тем, что, с целью улучшения качества наружного волокнистого слоя, отсасывающие ящики и ленточный пресс расположены вертикально, устройство снабжено рыхлителями волокна, установленными между узлом подачи волокна и участком формироьания и выполненными в виде вращающихся навстречу друг другу щеточных валков в кожухе с асимметрично расположенными входом и выходом, а патрубок иодведен к узлу подачи внутреннего стружечного слоя и выиолнен телескопическим. Источники информации, принятые во внимание ири экспертизе 1.Патент ФРГ № 1060130, кл. 39а 5/08, 1959. 2.Авторское свидетельство СССР №435135, кл. В 29J 5/04, 1972.
iS.15fesi M.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования многослойного древесностружечного ковра | 1981 |
|
SU1002169A1 |
| Устройство для формирования многослойного волокнистого ковра | 1983 |
|
SU1133100A1 |
| Устройство для формирования ковра | 1983 |
|
SU1130497A1 |
| Устройство для формирования ковра | 1975 |
|
SU547368A1 |
| Устройство для формирования ковра | 1983 |
|
SU1133099A1 |
| ЮЕСОЮЗИ'-Я | 1973 |
|
SU379407A1 |
| Устройство для изготовления древесноволокнистых плит | 1981 |
|
SU1014750A1 |
| Устройство для формования и уплотнениядРЕВЕСНО-СТРужЕчНыХ плиТ | 1978 |
|
SU818906A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ ЧАСТИЦ ПРИ ФОРМИРОВАНИИ ПОКРЫТИЯ | 1999 |
|
RU2208515C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ, ДРЕВЕСНОВОЛОКНИСТЫХ И ТОМУ ПОДОБНЫХ ПЛИТ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2044635C1 |