1
Изобретение относится к области производства плитных материалов и может быть использовано в технологических потоках производства древесноволокнистых к Древесностружечных плит.
Известно несколько типов ycTipoftcTB для формирования Ковра из лигноцеллюлозных и других подобных частиц в газовых средах.
В производстве древесностружечных плит для получения многослойного ковра применяют формирующие устройства преимуществен:но механического типа, реже устройства с пневматическим ф|ри1кционированием.
Для Получения многослойного облагороженного ковра в производстве древесноволокнистых плит применяют многокамерные вакуумформирующие машины.
В таких устройствах формирование ковра ведется неинтенсивно вследствие односторончего удаления формующего агента, применяются специальные устройства для предварительного сепарирования частиц, необходимы, по меньщей мере, три формующие камеры. В этих устройствах требуется устанавливать дозаторы, число которых определяется количеством формующих камер. И, кроме того, возникает необходимость в отдельном подпрессовочном устройстве.
Цель изобретения - повышение эффективности формирующего устройства путем интенсификации процесса, уменьшения габаритов устройства, снижение энергозатрат, упрощение регулирования и синхронизации систем устройства.
Это достигается тем, что процесс формования многослойного облагороженного ковра и подпрессовывания протекает в четырех зонах между формирующими плоскостями, образованными бесконечными сетками, прорезиненными лентами и системой валков четырех транспортеров. На входе в формирующее устройство установлен распределительный насадок с фигурным экраном, позволяющий равномерно распределять формуемые частицы по
ширине формующей зоны.
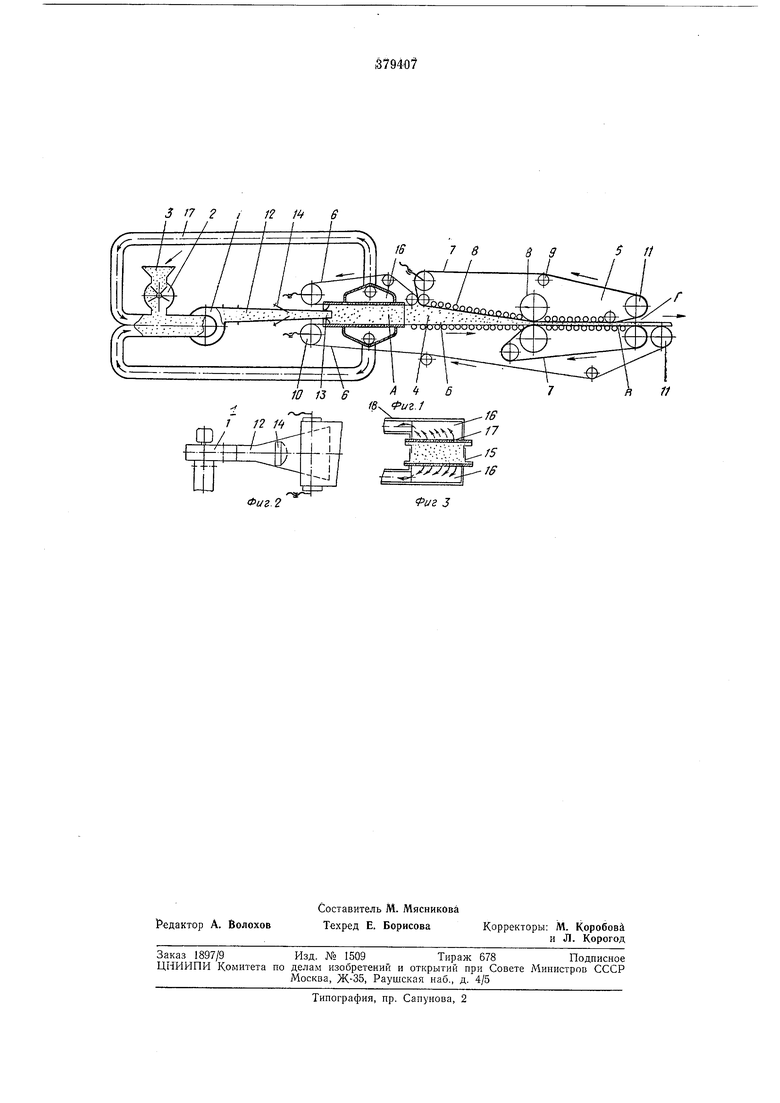
На фиг. 1 представлена общая схема устройства; на фиг. 2 - распределительный насадок, вид сверху; на фиг. 3 - зова формования в разрезе.
Устройство состоит из системы дозированной подачи частиц, включающей вентилятор /, входной патрубок которого имеет шлюзовой затвор 2 с воронкой 3, и узлов 4 и 5 соответственно м.ногослойного формирования и подпрессовки ковра.
Узлы формирования и подпрессовки ковра объединены в одну общую , образованную сеточными 6 и ленточными 7 непрерывно движущимися транспортерами, прижимными
валиками 8, поддерживающими валиками 9,
натяжными валиками 10 и приводными валиками 11.
Входная часть устройства имеет снсциальной формы распределительный насадок 12 с уплотнителями 13 и фигурным экраном 14, установленный «а выходном патрубке вентилятора.
Плоскости сеточных транспортеров 6 и ленточных транспортеров 7 образуют последовательно зону А, служащую для многослойного формования, облагораживания ковра и удаления формующего агента, зощ Б с сужающимся к выходу сечением для завершения деформации ковра в нодпрессованном состоянии, зону В, где происходит уплотнение ковра между формующими плоскостями, и зону Г расши;ряющегося сечения для постепенного устранения обратных упругих деформаций подпрессованного ковра.
Боковые стенки 15 зоны А соединены телескопически, что обеспечивает герметизацию при изменении расстояния между формирующими плоскостями в определенном интервале. Изменение расстояния между формИрующими плоскостями позволяет получать ковер с различными размерами по толщине.
На формирующих плоскостях зопы Л установлены отсасывающие ящики 16 с перфорированными плоскостями 17, служащие для отсоса отработанного агента и пыли из зоны Л и возврата их во входную часть вентилятора / по трубопроводам 18.
Формуемые частицы дозированным потоком подают из воронки 5 через щлюзовый затвор 2 к вентилятору 1, Который направляет их в распределительный насадок 12 с фигурными экранами 14, где частицы равномерно распределяются по щирине и попадают в зону Л. В зоне Л под действием агента, выходящего из насадка 12, и дальнейшего отсасывания его через ячейки неп,ре,рывно движущихся сеточных транспортеров 6, перфорированные плоскости 17 и отсасывающие ящики 16, происходит фракционирование частиц и формирование многослойного ковра, при котором мелкие фракции (как более легкие) попадают к транспортерам 6 п образуют -поверхностные облагороженные слои 1ковра. Формующий агент из зоны Л вместе с частицами пыли по трубопроводам 18 поступает к входной части вентилятора. СформирО|Ванный в зоне Л ковер подают в зону Б, где при продвижении в направлении сужения происходит постепенное подпрессовывапие его между формирующими
плоскостями, образованны.ми бесконечно движущимся ленточным транспортером 7 и сеткой нижнего транспортера, при этом остатки газообразного агента удаляют через сетку. Окончательное уплотнение ковра производят в зоне В, образованной двумя движущимися бесконечными лентами, где и завершаются пластические деформации ковра во времени. Для постепенного устранения обратных упругих деформаций сформированного ковра, предотвращения разрывов и разрушения структуры, его направляют в зону Г, сечение которой расширяется по мере выхода ковра из зоны.
Г7л
Предмет изобретения
Устройство для формирования в газовой среде многослойного облагороженного ковра из лигноцеллюлознЫх и подобных чаСтиц,
включающее систему дозированной подачи частиц транспортирующие их средства, узлы многослойного формования и подпрессовки ковра, отличающееся тем, что, с целью интенсификации процесса формирования /ковра, сиижения энергозатрат, уменьшения габаритов устройства и упрощения регулирования его работы, узлы формирования и подпрессовки ковра объединены в одну общую камеру, образованную сеточными и ленточными непрерывно движущимися транспортерами, причем узел формирования имеет переменное сечение и снабжен отсасывающими ящиками с перфорированными плоскостями, а система дозированной подачи частиц имеет распределительный насадок с фигурным экраном.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОВРА | 1972 |
|
SU435135A1 |
| Устройство для формирования в газовой среде многослойного облагороженного ковра из лигноцеллюлозных и подобных частиц | 1980 |
|
SU889475A2 |
| Устройство для формирования ковра | 1983 |
|
SU1133099A1 |
| Устройство для формирования многослойного волокнистого ковра | 1983 |
|
SU1133100A1 |
| Устройство для формирования в газовой среде многослойного облагороженного ковра из лигноцеллюлозных и подобных частиц | 1975 |
|
SU547369A2 |
| Устройство для формирования многослойного древесностружечного ковра | 1981 |
|
SU1002169A1 |
| Устройство для формирования ковра | 1983 |
|
SU1109319A1 |
| Устройство для изготовления древесноволокнистого ковра | 1981 |
|
SU1014751A1 |
| Способ формирования многослойного благороженного ковра аэродинамическим потоком | 1972 |
|
SU449823A1 |
| Установка для формирования ковра при изготовлении древесностружечных плит | 1983 |
|
SU1142292A1 |