1
Изобретение отноеится к области правки холодного листового проката. Оно может быть использовано во всех отраслях народного хозяйства для рихтовки листового проката, в частности для рихтовки заготовок дисковых пил.
Известны наковальни различных конструкций, основным элементом которых является монолитное металлическое тело, чаще всего изготовленное из стали, установленное на фундаменте. Наковальни различных конструкций вполне удовлетворяют своему назначению, однако их существенным общим недостатком является сильный шум, который, как правило, возникает при обработке металла на них 1.
Это особенно иаблюдается при холодиой обработке (рихтовке) листового проката, уже подвергшегося термической обработке, при этом возникает интенсивный медленно угасающий высокочастотный щум, обуслов.ченный звуковой вибрацией обрабатываемого материала и самой наковальни.
Длительное воздействие шума большой интенсивности ириводит к патологическому состоянию слухового органа и его утомлению.
Для звуков частотой 2000-4000 Гц утомляющее воздействие начинается с 80 дБ, а для звуков частотой 5000-6000 Гц - с 60 дБ.
Шум на производстве яв.-1яется причппо быстрого утомления работаюпи1х. л --гго пр-иводмт к снижению концентрации внимания п увеличеншо брака. Обычно снижение шу.ма при ударных ироцессах достигается путем применения устройств, демнфируюнднх )ацню. С этой целью наковальню погружают в песок до рабочей позерхиости или подкладывают под нее материал с большим инугропним треннем (резина, войлок и др.), а также нрименяют комбинированные звукопог-лощг.юnuie конструкции, сосюящне г:з ЕЮЛОКННСТОГО порпстого слоя, расположенного на твердой отражаюн1,ей поверхности. Мзвести, ре.пновые блоки, служапше в качестве дета.чей д.-,я. упругпх систем соединении и npyine 1Ч)дуп1ки, располагаемые между фундаментным О.кь ком устройства, подвергающегося пнбраним, м грунтом (фундаментом) и выиолненшле из
резины, войлока и др. 1.
Известное устройство расгюложсно на ф 1дамеитном блоке, нод которым хоганов.кч;; упругая иодуп ка, непосредственно отраж: 1онгаяся на грунт, а по бокам фундамен.гпого блока оставлены воздуншые . прсд-азначенные для пре.тотвращепия рас ространсння в грунт горизонтальных колеба Н1 :, ко:орые могут вызвать колебания и дребе: :; а ;ие
дверей и окон и др.
Известная схема глушения звуковых колебаний весьма эффективна для глушения низкочастотного шума.
Однако такое решение звукоглушения недостаточно эффектнвно для наковален, так как сиеинфнческие условия ковкн (рнхтовкн) вызывают в массе наковальни высокочастотные колебания, которые долго сохраняют колебательную скорость. Кроме того, обрабатываемый матернал, нанрнмер холодный листовой нрокат, также имеет собственные звуковые колебания, которые, в данном конкретном случае, имеют иреобладаюндее значение.
Целью изобрегоння является сиижение высокочастотного Н1ума н улучшения условий техники безонасности нри рихтовке холодного листового проката вручную на наковальне.
Для этого устройство, в нижней части которого расноложена унругая нодушка, снабжено установлен 1ым на уровне рабочей новерхностн наковальни н зазором относнтельно нее ноднружнненным столом, рабочая новерхность которого нокрыта слоем резнны, а в теле наковальни в трех взаимно нернендикулярных плоскостях выполнены отверстия, заполненные нренмущественно резиной, при этом боковые иоверхности наковальни также покрыты слоем резины. Покрытие рабочей поверхности стола и перабочпх поверхностей наковальни елоем резины можег быть осуи есгвлеио их совместной вулканизанией.
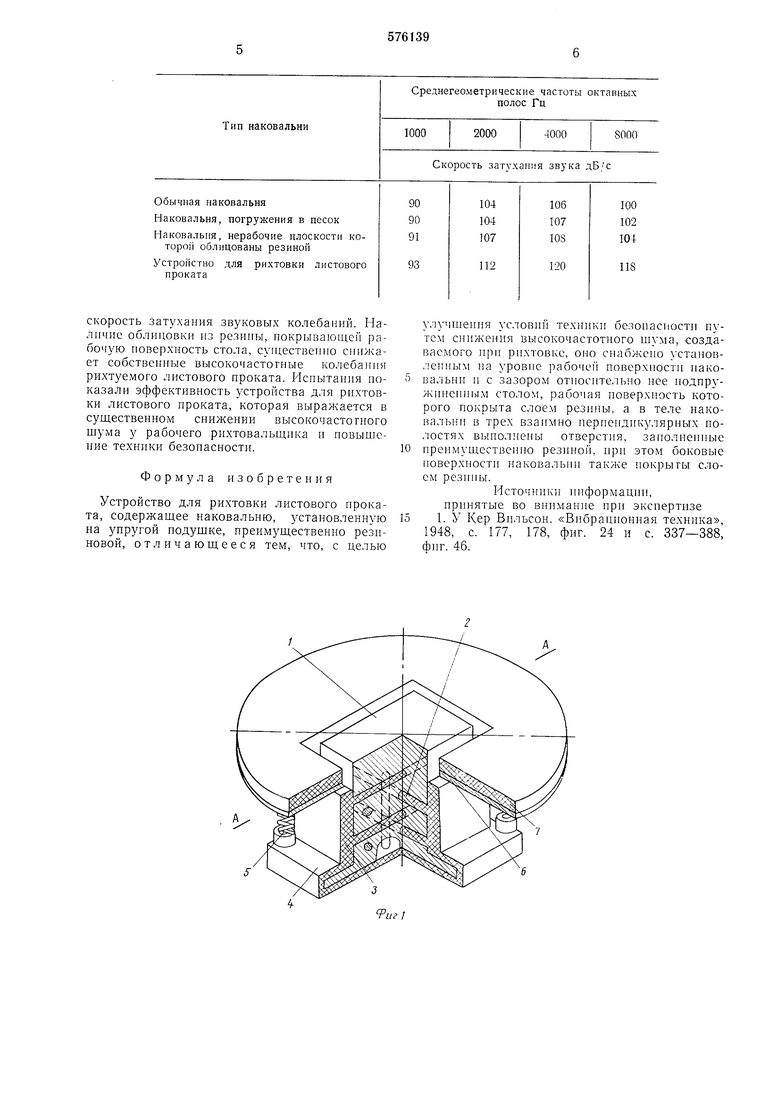
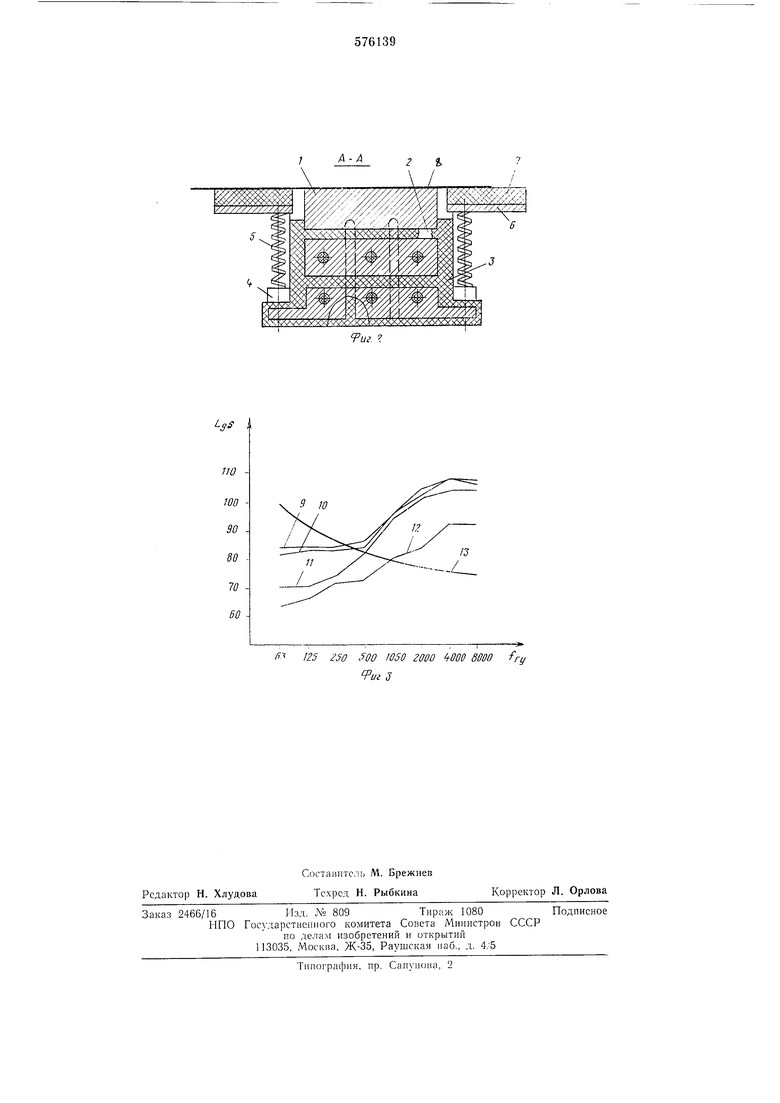
На фиг. 1 изображено предлагаемое устройство, обш,нй вид в аксонометрии с частичным разрезом (в нерабочем положении); на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - графики уровней звуковых давлений на рабочем месте рихтовальшика при рихтовке листового проката (6 3 мм) на наковальнях с различными системами глушения звука и нредложенном устройстве для рихтовки листового проката.
Устройство для рихтовки листового проката содержит наковальню 1, в теле которой выполнены отверстия 2, расположенные в горизонтальной и вертикальной плоскостях, нерабочие поверхпости наковальни и отверстия иокрыты слоем унругой резины нутем еовместной вулканизации, создающей единую конструкцию наковальнн с демнфируюш,им резиновым покрытием 3. На лапах 4 наковальпи расположены пружины 5, на которых расположеп стол 6, покрытый демнфируюш,им резиновым покрытием 7. На устройстве для рихтовки листового проката расположен лнстовой нрокат 8.
Устройство для рихтовки листового ироката работает следуюш,им образом.
Листовой нрокат 8 устанавливают на демпфируюш,ем резиновом покрытии 7 стола 6 н рабочей поверхности наковальни 1 и производят рихтовку ручным молотом на наковальне. При этом поверхпость листового проката прижимается к новерхности дем1тфиру1ОП1,его покрытия стола.
Возникающая в iifioHCcce рихтовки звуковая
вибрация листового проката 8 и наковальни 1 эффективно глушится демнфируюш,им нокрытием 7 стола 6, а вибрация наковальнн 1 - демпфирующим покрытием 3. Для оценки эффективности сииженпя шума нрп пснользовании известных различных систем демнфирования высокочастотного шума и предлагаемой спстемы были нроведены эксперименты но определению уровня звукового
давления на рабочих местах рихтовальщиков и скорости затухання нзлучаемого шума з нроцессе рихтовки листового нроката, например заготовки дисковой пплы. При этом масса и;.ковальнн, размеры листового проката, снла удара молота во время испытаний были одинаковы.
Уровни звуковых давленнй на рабочем месте рихтовальщика при рихтовке заготовки дисковой пилы Д 630 мм, 6 3 мм онределялись;
а)при рнхтовке па обычпоГ наковальне - кривая 9;
б)ири рихтовке на наковальне, погружен. в несок - крнвая 10;
в) нри рихтовке на наковальне, у которой нерабочие новерхностн облиновапы слоем резнны - кривая 11;
г) нрп рихтовке на нредла1аемом устройстве для рихтовки листового проката - кривая 12.
Нормативная кривая 13 (по ГН 1004-73). Как видно из графиков на фиг. 3, шум на рабочем месте рихтовальщика в процессе рихтовки на обычной наковальне (крнвая 9) превышает нормативные величины но ГН 1004-73 (кривая 13) на дБ в диапазоне частот 500-8000 Гц.
Картипа нрактнческн мало изменяется при рнхтовке на наковальне, погруженной в несок
и прп рихтовке на наковальт е, нерабочне новерхностн которой облицованы слоем резины. Снижение шума, соответственно, нрот1сходит всего на 1-2 и на 1-4 дБ в области частот 500-8000 Гц. Иная картина наблюдается при
использовании устройства для рихтовки листового проката предлагаемой конструкции. В этом случае высокочастотный шум снижается на дБ в дианазоне частот 500-8000 Гн. При этом заметно увеличивается скорость затухания звука дБ/с, что имеет чрезвычайно важное зиаченне в вонросе улучшения условий труда рихтовальн ико .
Сравнительные данные величин скорости затухапия звука во вре.мя рихтовки листового
проката мм, 6 3 мм (заготовка для дисковой пилы) на наковальнях раз,:1ичньгх типов прпведепы в табл.
Налпчне облпповкп пз резппы. покрг гвающей нерабочие новерхности наковальпи и устаповка накова.1ьпн на упругой резнновой подушке, а также отверстия в теле паковальпи в т|)ех взаимно перпендикулярных плоскостях. заполпеннГ)1е препмуп1,ествеп1ю резпной, умен)П1ают собст1 епные колебания пакова.льпн,
сппжают высокочастотный HIVM п повы1пают
скорость затухания звуковых колебаний. Наличие облицовки из резины, иокрываюн ей рабочую новерхность стола, сугцествеиио снижает собственные высокочастотные колебания рихтуемого листового проката. Иснытания ноказали эффективность устройства для рихтовки листового проката, которая выражается в существенном снижении высокочасто гного шума у рабочего рихтовальщика и новышеиие техники безонасности.
Формула изобретения
Устройство для рихтовки листового ироката, содержащее наковальню, установленную на упругой подущке, преимущественно резиновой, отличающееся тем, что, с целью
улучшения условии техники оезопасиостп путем снижения высокочастотного шума, создаваемого нри рихтовке, оно снабжено установленным на уровне рабочей новерхностн наковальни н с зазором относительно нее подпружнненным столом, рабочая новерхность которого покрыта слоем резины, а в теле наковальни в трех взаимно перпендикулярных полостях выполнены отверстия, занолиеииые преимущественно резпнои, нри этом боковые новерхностн наковальни также покрыгы слоем резииы.
Источники пнформадии, нрпнятые во внимание при экспертизе 1. У Кер Впльсон. «Впбранионная техника, 1948, с. 177, 178, фиг. 24 н с. 337-388, фиг. 46.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1987 |
|
SU1507516A1 |
| Способ индукционного нагрева изделий | 1985 |
|
SU1468928A1 |
| МНОГОСЕКЦИОННЫЙ СОТОВЫЙ ГЛУШИТЕЛЬ ШУМА ДЛЯ ВСАСА ГАЗОТУРБИННОЙ УСТАНОВКИ | 2007 |
|
RU2367807C2 |
| Устройство для защиты от шума, светового излучения и аэрозолей к горелкам для термической обработки | 1990 |
|
SU1771906A1 |
| УСТРОЙСТВО ДЛЯ ЗВУКОПОГЛОЩЕНИЯ В ДВУХКОНТУРНОМ ТУРБОРЕАКТИВНОМ ДВИГАТЕЛЕ | 2004 |
|
RU2280186C2 |
| ПРЕСС | 1992 |
|
RU2043818C1 |
| Защитный кожух | 1980 |
|
SU973326A1 |
| ВСПОМОГАТЕЛЬНЫЕ СЛУХОВЫЕ УСТРОЙСТВА | 2020 |
|
RU2801638C1 |
| Устройство для очистки облицованных кокилей | 1981 |
|
SU997974A1 |
| АКУСТИЧЕСКАЯ КАБИНА КОЧЕТОВА | 2016 |
|
RU2615189C1 |
Vu;.
Lgff ;
110 wa 30 . 80 10 60 A 125 250 ffOO W50 ZOOO 000 8000 fry Пг 3
